

СВАРКА
Классификация и основные определения
7/11/19 |
А.В. Шишкин |
1 |
1. Сварка
•Сварка — это процесс создания неразъемных соединений путем создания межатомных связей между соединяемыми частями при их общем или местном нагреве, пластическом деформировании, а также совместном действии того и другого.
•Сварка металлов – процесс получения неразъёмных соединений металлических изделий за счёт сил межатомного взаимодействия.
•Сварку применяют для соединения однородных и разнородных металлов и сплавов, металлов и неметаллов (керамика, графит, стекло и др.), при изготовлении изделий из пластмасс, горных пород, смол и т.п.
7/11/19 |
А.В. Шишкин |
2 |
2.Способы сварки
•По состоянию металла: плавлением, давлением.
•По виду энергии: электрические, химические, механические, лучевые.
•Электрические: дуговая, контактная, электрошлаковая, индукционная, плазменная.
•Химические (используется тепло химических реакций): газовая, термитная.
•Механические: горновая (кузнечная), холодная давлением, трением, взрывом, ультразвуком.
•Лучевые: электронно-лучевая, лазерная, гелиосварка (солнечным лучом).
7/11/19 |
А.В. Шишкин |
3 |
3. Электрическая дуговая сварка
3.1. Способ Бенардоса
1 — свариваемый металл;
2 — присадочная проволока;
3 — угольный электрод;
4 — электрическая дуга;
5 — сварочная ванна
•Дуга постоянного тока.
•Присадочный металл 2 в сварочную цепь не включён.
•При смене полярности угольная дуга становится неустойчивой и происходит науглероживание металла.
•Применяется:
–при исправлении пороков в чугунных и бронзовых отливках;
–при наплавке порошкообразными твёрдыми сплавами быстроизнашивающихся деталей.
•Используют угольные или графитовые электроды диаметром 6–30 мм и длиной 200–300 мм. В инертной атмосфере сварку ведут вольфрамовыми электродами диаметром 1–6 мм.
7/11/19 |
А.В. Шишкин |
4 |
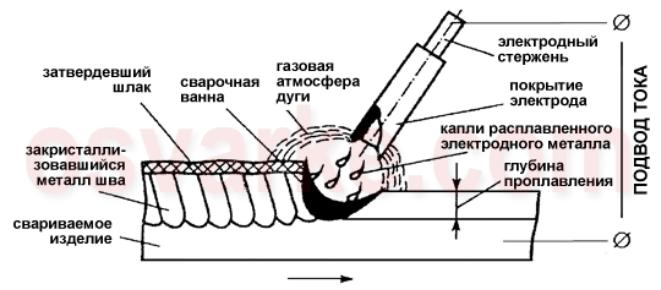
3.2. Способ Славянова
•Дуга постоянного (прямой полярности – «+» на изделии, или обратной полярности) или переменного тока.
•Расплавляемый электрод одновременно является присадочным.
•Сварка под флюсом или в особой атмосфере (Ar, CO2).
•Используют металлические электроды диаметром 1,6–12 мм и длиной 150–450 мм.
7/11/19 |
А.В. Шишкин |
5 |
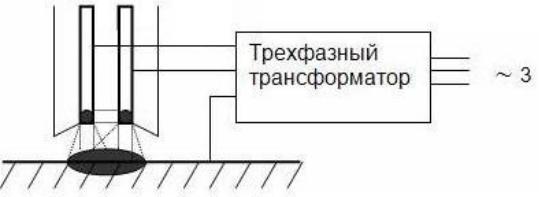
3.3.Сварка трёхфазной дугой
•Используется специальный электрод, состоящий из двух электрически изолированных между собой стержней, покрытых общей обмазкой. К каждому стержню подводится по фазе, а третья — к детали.
•Дуга возбуждается между каждым электродом и изделием и между электродами – три дуги.
•Повышается устойчивость горения дуги, улучшается степень использования теплоты дуги, позволяет снизить напряжение холостого хода.
•Используется преимущественно при автоматической сварке металла большой толщины.
7/11/19 |
А.В. Шишкин |
6 |
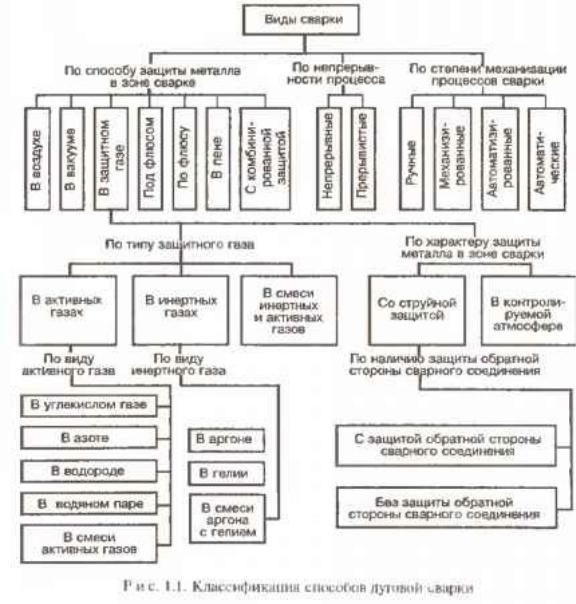
3.4. Способы дуговой сварки
7/11/19 |
А.В. Шишкин |
7 |
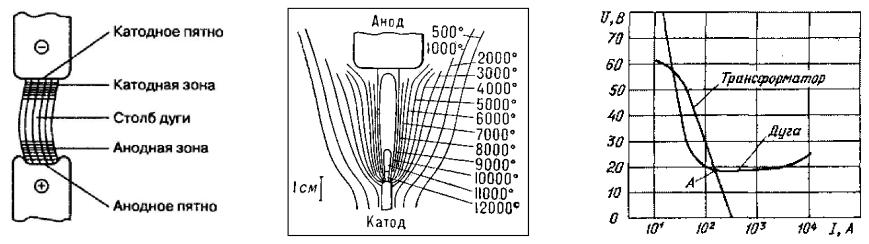
3.5. Свойства дуги
•Столб дуги окружен ореолом из раскалённых паров электродного и свариваемого металлов и продуктов реакции этих паров с окружающей газовой средой.
•Статическая ВАХ дуги имеет три области: падающую (малоустойчива), жёсткую (наиболее широкое применение) и возрастающую (автоматическая сварка под флюсом, в защитных газах).
•Устойчивой точкой поддержания дуги является точка А, причем увеличение крутизны "падения" характеристики сварочного трансформатора приводит к еще большей стабилизации дуги.
•Тепло дуги расходуется: 50 % – на нагрев изделия, 30 % – на нагрев электрода, 20 % – потери.
•Тепло дуги выделяется на аноде – 42-43%, катоде – 36-38 %, в столбе дуги – 20-21 %.
7/11/19 |
А.В. Шишкин |
8 |

3.6. Электроды для дуговой сварки
•Плавящиеся электроды, применяемые при электрической дуговой сварке, представляют собой металлические стержни определенных размеров и химического состава, служащие как проводником электрического тока, так и присадочным металлом. На них нанесено покрытие с целью защиты зоны сварки от атмосферного воздуха, раскисления и легирования наплавленного металла, а также стабилизации дугового разряда.
•В состав электродных покрытий должны входить следующие материалы:
Шлакообразующие для создания шлакового покрова, защищающего расплавленный металл от атмосферного воздуха. Шлаки, образующиеся в результате расплавления этих материалов, являются той средой, в которой протекают металлургические процессы, и наряду с этим сами активно участвуют в них. Наиболее часто применяемыми шлакообразующими материалами служат: марганцевая руда (MnO), гематит (Fe2O3), гранит (SiO2+…), мрамор (CaCO3), кварц
(SiO2), рутил (TiO2) и др. Для придания шлаку жидкотекучести в его составе должны находиться флюсы (плавни),
обеспечивающие оптимальное значение вязкости шлака в определенном интервале температур. Короткие (основные) шлаки с требуемой температурой размягчения и интервалом плавления образуются при введении в состав электродного покрытия плавикового шпата (CaF2), титаносодержащих руд, полевого шпата и др.
Газообразующие для создания газовой защиты зоны сварки от атмосферного воздуха, например, органические вещества (крахмал, декстрин, целлюлоза и др.), минералы, которые при нагревании диссоциируют с образованием газов (мрамор, магнезит и др.).
Раскисляющие – ферросилиций, ферротитан, ферромарганец, реже — ферроалюминий. Для диффузионного раскисления состав покрытия подбирается таким образом, чтобы поступающая в шлак закись железа связывалась в нем в силикаты или титаниты и тем самым способствовала непрерывному переходу FeO из металла ванны в шлак.
Легирующие – ферросплавы, иногда чистые металлы.
Стабилизирующие содержат элементы с низким потенциалом ионизации (Ca, K, Na и др.) и снижают эффективный потенциал ионизации. Стабилизирующими материалами являются мел, мрамор, поташ, полевой шпат и др.
Цементирующие для скрепления покрытия (жидкое стекло).
Формовочные добавки придают обмазочной массе лучшие кроющие свойства (бентонит, иногда каолин, декстрин и др.).
7/11/19 |
А.В. Шишкин |
9 |
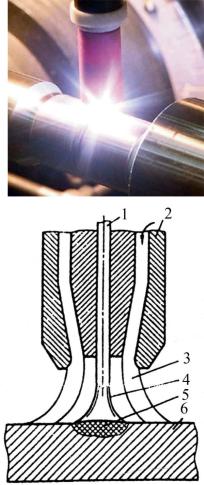
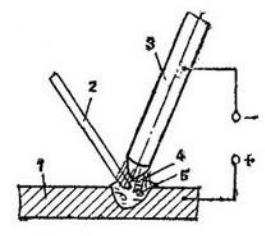
3.7.Сварка в защитных газах
•Для защиты расплавленного металла от окислительного действия воздуха (O2, N2) через сопло горелки подаётся непрерывно струя защитного газа: инертного (Ar, He) или активного (CO2, H2, N2, пар H2O, Ar+O2, Ar+N2, CO2+O2).
•Аргонодуговую сварку осуществляют неплавящимися (обычно W + присадочная проволока) и плавящимися электродами (автоматические или полуавтоматические методы).
•Полуавтоматическая сварка в углекислом газе имеет высокую производительность и низкую стоимость. CO2 CO + O. Для нейтрализации применяют сварочную проволоку с повышенным содержанием Mn и Si.
1 – электрод; 2 – мундштук; 3 – защитный газ; 4 – электрическая дуга; 5 – наплавленный металл; 6 – деталь
7/11/19 |
А.В. Шишкин |
10 |