

Электронный |
учебно-методический комплекс |
КОМПЬЮТЕРНЫЕ
ТЕХНОЛОГИИ
В ПРИБОРОСТРОЕНИИ
Учебная программа дисциплины
Учебное пособие «Компьютерные технологии в приборостроении. Основы математического и методического обеспечения»
Учебное пособие «Основы применения CALS-технологий в электронном приборостроении»
Учебное пособие «Автоматизация проектирования РЭС. Топологическое проектирование печатных плат»
Учебное пособие «Основы проектирования электронных средств: Техническое задание. Формирование и анализ»
Лабораторный практикум Приложение к лабораторному практикуму
Методические указания по курсовому проектированию Методические указания по самостоятельной работе Приложение к комплексу Контрольно-измерительные материалы
Красноярск ИПК СФУ
2008
УДК 621.396:002.9(7) К74
Электронный учебно-методический комплекс по дисциплине «Компьютерные технологии в приборостроении» подготовлен в рамках инновационной образовательной программы «Информатизация и автоматизированные системы управления», реализованной в ФГОУ ВПО СФУ в 2007 г.
Рецензенты:
Красноярский краевой фонд науки; Экспертная комиссия СФУ по подготовке учебно-методических комплексов дисциплин
Кофанов, Ю. Н.
К74 Автоматизация проектирования РЭС. Топологическое проектирование печатных плат. Версия 1.0 [Электронный ресурс] : электрон. учеб. пособие / Ю. Н. Кофанов, А. В. Сарафанов, С. И. Трегубов. – Электрон. дан. (4 Мб). – Красноярск : ИПК СФУ, 2008. – (Компьютерные технологии в приборостроении : УМКД № 49-2007 / рук. творч. коллектива А. В. Сарафанов). – 1 электрон. опт. диск (DVD). – Систем. требования : Intel Pentium (или аналогичный процессор других производителей) 1 ГГц ; 512 Мб оперативной памяти ; 4 Мб свободного дискового пространства ; привод DVD ; операционная система Microsoft Windows 2000 SP 4 / XP SP 2 / Vista (32 бит) ; Adobe Reader 7.0 (или аналогичный продукт для чтения файлов формата pdf).
ISBN 978-5-7638-0866-7 (комплекса)
ISBN 978-5-7638-1350-0 (пособия)
Номер гос. регистрации в ФГУП НТЦ «Информрегистр» 0320802720 от 19.12.2008 г. (комплекса)
Настоящее издание является частью электронного учебно-методического комплекса по дисциплине «Компьютерные технологии в приборостроении», включающего учебную программу, учебное пособие «Компьютерные технологии в приборостроении. Основы математического и методического обеспечения», учебное пособие «Основы применения CALS-технологий в электронном приборостроении», учебное пособие «Основы проектирования электронных средств: Техническое задание. Формирование и анализ», лабораторный практикум, приложение к лабораторному практикуму (демоверсия системы OrCAD, файлы проектов для системы OrCAD, варианты заданий к ряду лабораторных работ, интерактивное электронное техническое руководство к АПК УД «Тракт усиления звуковой частоты», интерактивное электронное техническое руководство к АПК УД «Электроника», демоверсия программного комплекса ТРиАНА, справочник «Интенсивности отказов ЭРЭ»), методические указания по курсовому проектированию, методические указания по самостоятельной работе, контрольно-измерительные материалы (банк тестовых заданий и перечень вопросов, выносимых на экзамен) и презентационные материалы, приложение к комплексу (программа оптимизации размещения элементов на монтажном пространстве методом попарных перестановок по критерию минимума суммарной длины сигнальных связей, программа оптимизации разбиения схемы электрической на части, выполняемые на отдельных конструктивах, видеофрагмент «Резонансные явления в электронной аппаратуре»).
Рассмотрены организационные и методологические вопросы применения компьютерных технологий в процессе разработки приборов и систем, основы системного подхода при разработке приборов и систем средствами компьютерных технологий, вопросы унификации расчетных моделей, математические аспекты теории чувствительности, особенности моделирования электрических, тепловых
и механических процессов в приборах и системах, разработки и применения типовых методик анализа и обеспечения различных характеристик приборов и систем.
Предназначено для студентов направления подготовки бакалавров 200100.62 «Приборостроение» укрупненной группы 200000 «Приборостроение и оптотехника».
© Сибирский федеральный университет, 2008
Рекомендовано Инновационно-методическим управлением СФУ в качестве учебного пособия
Разработка и оформление электронного образовательного ресурса: Центр технологий электронного обучения ин- формационно-аналитического департамента СФУ; лаборатория по разработке мультимедийных электронных образовательных ресурсов при КрЦНИТ
Содержимое ресурса охраняется законом об авторском праве. Несанкционированное копирование и использование данного продукта запрещается. Встречающиеся названия программного обеспечения, изделий, устройств или систем могут являться зарегистрированными товарными знаками тех или иных фирм.
Подп. к использованию 01.09.2008 Объем 4 Мб
Красноярск: СФУ, 660041, Красноярск, пр. Свободный, 79

Оглавление |
|
ВВЕДЕНИЕ ................................................................. |
6 |
1. ОСНОВНЫЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ |
|
ПЕЧАТНОГО МОНТАЖА........................................... |
9 |
1.1. Классификацияпечатныхплат......................................................... |
10 |
1.2 Факторы, влияющиенакачество |
|
проектированияпечатныхплат............................................................... |
16 |
1.3. Порядокпроектированияпечатныхплат....................................... |
19 |
1.4. Анализчастноготехническогозадания наплату......................... |
25 |
1.5. Выборклассаточностиишагакоординатнойсетки.................... |
27 |
1.5.1. Выборклассаточности.................................................................................. |
27 |
1.5.2. Выборшагакоординатнойсетки.................................................................. |
29 |
1.6. Выбор типа ПП, ее габаритов и материалаоснования......... |
30 |
1.6.1. ВыбортипаПП.................................................................................................. |
30 |
1.6.2. Выборматериалаоснования........................................................................ |
30 |
1.6.3. ВыборгабаритовПП....................................................................................... |
35 |
1.7. Расчетэлементовпечатногорисунка.............................................. |
43 |
1.7.1. Расчетдиаметровотверстий......................................................................... |
44 |
1.7.2. Выборформыиразмеровконтактныхплощадок.................................... |
48 |
1.7.3. Расчетпараметровпроводников.................................................................. |
52 |
1.7.4. Расчетрасстояниямеждуэлементамипечатногорисунка..................... |
54 |
1.8. Настройка программ-трассировщиков........................................... |
56 |
1.9. Размещениеэлектрорадиоэлементов............................................. |
58 |
1.10. Трассировкапечатныхэлементов................................................. |
64 |
1.11. Проведениеэнергетическихрасчетов........................................... |
70 |
1.12. ОсобенностиизготовленияразличныхтиповПП....................... |
74 |
1.12.1. Особенностиизготовленияодностороннихпечатныхплат................. |
74 |
1.12.2. Особенностиизготовлениядвухстороннихпечатныхплат |
|
схимико-гальваническимсоединениемслоев.................................................... |
75 |
1.12.3. Особенностиизготовлениямногослойныхпечатныхплат |
|
попарнымпрессованием.......................................................................................... |
77 |
1.12.4. Особенности изготовлениямногослойныхпечатныхплатметодом |
|
сквознойметаллизацииотверстий......................................................................... |
78 |
1.12.5. Особенностиприменениязащитныхпаяльныхмасок.......................... |
79 |
2. ПРАКТИЧЕСКИЕ РЕКОМЕНДАЦИИ ПО |
|
РАЗМЕЩЕНИЮ ЭРЭ И ЭЛЕМЕНТОВ ПЕЧАТНОГО |
|
МОНТАЖА................................................................ |
80 |
Автоматизация проектирования РЭС. Топологическое проектирование печатных плат. Учебное пособие |
-3- |

ОГЛАВЛЕНИЕ
2.1. РекомендациипоразмещениюЭРЭ................................................. |
80 |
2.2.Рекомендациипоразмещениюэлементов печатногорисунка.. 86
2.3.Топологическоепроектированиесхемнаоперационных
усилителях, свысокимвходнымсопротивлением............................. |
88 |
3. ОЦЕНКА КАЧЕСТВА РАЗРАБОТКИ..................... |
91 |
3.1. Анализпотехнологическимхарактеристикам............................... |
91 |
3.2 Анализпотопологическимхарактеристиками |
|
контролепригодности................................................................................ |
91 |
3.3. Анализпомеханическим итепловым характеристикам........... |
92 |
3.4. Анализпоэлектрическимиэксплуатационным |
|
характеристикам......................................................................................... |
93 |
4. ОСНОВЫ МАТЕМАТИЧЕСКОГО ОБЕСПЕЧЕНИЯ |
|
АВТОМАТИЗИРОВАННОГО ТОПОЛОГИЧЕСКОГО |
|
ПРОЕКТИРОВАНИЯ ПЕЧАТНЫХ ПЛАТ................. |
94 |
4.1. Требования кматематическим моделям...................................... |
94 |
4.2. Элементы теории множеств............................................................ |
94 |
4.3. Основныепонятиятеорииграфов................................................ |
102 |
4.4. Общаяпостановказадачтопологическогопроектирования.... |
105 |
4.5. Математические модели схем....................................................... |
107 |
4.6. Математические модели монтажного пространства................ |
113 |
4.7. Алгоритмыкомпоновки................................................................... |
120 |
4.7.1. Алгоритмыпарныхперестановок |
|
(минимизациячисламежблочныхсоединений)................................................ |
123 |
4.7.2. Алгоритмгрупповыхперестановок........................................................... |
125 |
4.8. Алгоритмыразмещения................................................................... |
126 |
4.8.1. Последовательныйалгоритмразмещения............................................... |
129 |
4.8.2. Итерационныйалгоритмулучшенияначальногоразмещения............ |
132 |
4.9. Алгоритмытрассировкипечатногомонтажа............................... |
137 |
4.9.1. ВолновойалгоритмЛииегомодификации............................................. |
139 |
4.9.2. АлгоритмАбрайтиса...................................................................................... |
147 |
4.9.3. Алгоритмтрассировкипомагистралям.................................................... |
148 |
4.9.4. Алгоритмгибкойтрассировки..................................................................... |
149 |
4.9.5. Алгоритмыканальнойтрассировки........................................................... |
150 |
5. МЕТОДИКА ПРОЕКТИРОВАНИЯ ПЕЧАТНОГО |
|
МОНТАЖА.............................................................. |
158 |
ПРИЛОЖЕНИЯ....................................................... |
164 |
Автоматизация проектирования РЭС. Топологическое проектирование печатных плат. Учебное пособие |
-4- |

ОГЛАВЛЕНИЕ |
|
Приложение1 ............................................................................................ |
164 |
Приложение2 ............................................................................................ |
168 |
Приложение3 ............................................................................................ |
175 |
Приложение4 ............................................................................................ |
183 |
Приложение5 ............................................................................................ |
186 |
СПИСОК ЛИТЕРАТУРЫ......................................... |
222 |
Автоматизация проектирования РЭС. Топологическое проектирование печатных плат. Учебное пособие |
-5- |

ВВЕДЕНИЕ
Уровень развития современных радиоэлектронных средств (РЭС)
предъявляет |
повышенные требования к различным параметрам входящих |
|||||
в их состав |
печатных |
плат. Это, в свою очередь, приводит к необходимо- |
||||
сти постоянно улучшать параметры печатных |
плат и совершенствовать |
|||||
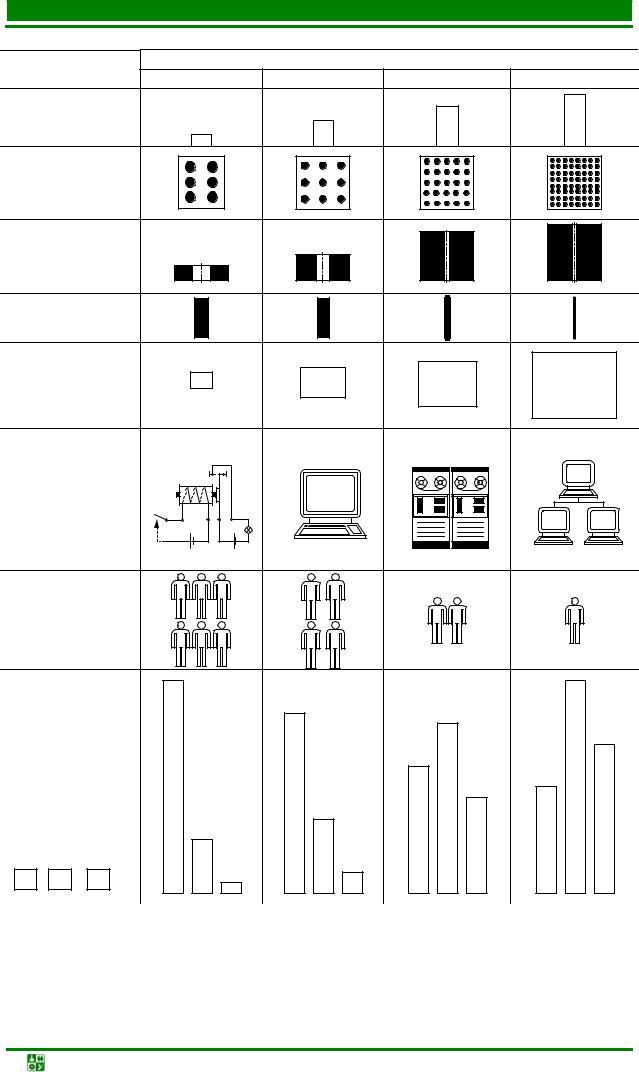
процесс их производства, как это показано на рис. В1. |
||||||
Одним |
из основных показателей |
печатных плат (ПП) являются па- |
||||
раметры |
их |
печатного |
монтажа [1, 2, |
4, 5, 17, 31], качество которых во |
||
многом |
определяет помехозащищенность, |
удельные показатели, техноло- |
||||
гичность, а также частотные характеристики |
и |
надежность узлов и уст- |
||||
ройств, |
реализованных на основе ПП. |
Современная технология проекти- |
||||
рования ПП основывается на сквозных автоматизированных алгоритмах,
позволяющих |
реализовывать |
маршруты проектирования ПП начиная от |
|
моделирования |
электрических |
характеристик [24, 35] до |
выпуска конструк- |
торской и технологической |
документации [25]. При |
этом современные |
|
САПР ПП (например, Pspace, Micro Sim, Design Lab [23, 24, 27], OrCAD 9.x, Protel 99SE [http://www.rodnik.ru], Micro Cap [35], P-CAD [22, 23], Accel EDA [28], P-CAD 2000, Microware Office [http://www.rodnik.ru], «АСОНИКА-Т» [15,16], βeta soft, Polaris [24], Omega plus и т.п.), применяемые в рамках та-
ких маршрутов, позволяют осуществлять комплексные исследования на ранних этапах разработки, например моделировать в едином технологическом цикле проектирования влияние температурных воздействий на электрические характеристики, влияние печатного монтажа на качество распространения сигналов и т. п. Таким образом, современная технология проектирования ПП, а также требования, предъявляемые к современным ПП, позволяют выделить в отдельное направление процесс разработки и создания ПП, который характеризуется основными параметрами, приведенными на рис. В1.
В рамках учебного проектирования, в настоящее время, наблюдается также активное внедрение современных технологий проектирования ПП. Однако при этом сказывается отсутствие литературы, позволяющей одновременно раскрыть предметную область данного направления с наиболее важных сторон, таких как основные положения конструкторскотехнологических аспектов разработки ПП, основы математического обеспечения автоматизированного топологического проектирования ПП, применение вопросов системного подхода в процессе проектирования ПП средствами САПР и т. п. Наличие такой литературы позволит значительно повысить эффективность применения современных САПР ПП [24, 28] в учебном проектировании. Именно последнее обстоятельство послужило причиной создания данного учебного пособия.
Автоматизация проектирования РЭС. Топологическое проектирование печатных плат. Учебное пособие |
-6- |
|
|
|
|
|
|
ВВЕДЕНИЕ |
|
|
|
|
Показатели |
|
|
Годы |
|
|
|||
|
1970 |
1980 |
1990 |
2000 |
|
||||
Больше |
внутрен- |
|
|
|
|
||||
них |
слоев |
|
|
|
|
|
|
||
Большая |
плот- |
|
|
|
|
|
|||
ность отверстий |
|
|
|
|
|
||||
Меньший диа- |
|
|
|
|
|
||||
метр и большая |
|
|
|
|
|
||||
глубина отвер- |
|
|
|
|
|
||||
стий |
|
|
|
|
|
|
|
|
|
Более тонкие |
|
|
|
|
|
|
|||
проводники |
|
|
|
|
|
|
|||
Все более стан- |
|
|
|
|
|
||||
дартизированные, |
|
|
|
|
|
||||
укрупненные |
|
|
|
|
|
|
|||
форматы плат |
|
|
|
|
|
||||
1. |
Больше кон- |
Логика с релейным |
Отдельный |
Управление от |
Сетевые |
|
|||
|
трольных сис- |
управлением |
компьютер |
комплекса ЭВМ |
технологии |
||||
|
тем |
|
|
|
|
|
|
|
|
2. |
Производство |
|
|
|
|
|
|||
|
с помощью |
|
|
|
|
|
|||
|
ЭВМ |
|
|
|
|
|
|
|
|
Возрастающий |
|
|
|
|
|
||||
|
уровень |
|
|
|
|
|
|
||
автоматизации |
|
|
|
|
|
||||
Повышающий |
|
|
|
|
|
||||
объем производ- |
|
|
|
|
|
||||
ства |
|
|
|
|
|
|
|
|
|
Двухсторонние ПП |
|
Многослойные ПП |
Поверхностный монтаж |
|
|
|
|
|
|
|
|
|
|
|
Рис. В1. Основные тенденции развития производства |
|
|
||
|
|
|
|
|
|
печатных плат |
|
|
|
|
|
|
|
Автоматизация проектирования РЭС. Топологическое проектирование печатных плат. Учебное пособие |
-7- |
||||

ВВЕДЕНИЕ
Учебное пособие состоит из пяти глав, три из которых содержат материал, отражающий основные аспекты конструкторскотехнологических вопросов разработки ПП, а также алгоритмические вопросы современной технологии проектирования ПП средствами САПР. Четвертая главы посвящена вопросам математического обеспечения автоматизированного топологического проектирования ПП. В пятой главе рассматриваются вопросы методического обеспечения топологического проектирования ПП. В приложениях приводятся основные термины и выражения, используемые в процессе проектирования ПП, типовые геометрические модели электрорадиоэлементов (ЭРЭ), а также пример сквозного автоматизированного проектирования ПП усилителя мощности.
Автоматизация проектирования РЭС. Топологическое проектирование печатных плат. Учебное пособие |
-8- |

1. ОСНОВНЫЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ
ПЕЧАТНОГО МОНТАЖА
Основной конструктивной базой современных радиоэлектронных средств (РЭС) являются печатные платы с установленными на ней радиоэлектронными компонентами. Это обусловлено тем, что ПП, являясь несущей конструкцией, позволяет объединить при помощи электрического печатного монтажа электрорадиоэлементы (ЭРЭ) в функциональные узлы различного назначения и сложности (типовые элементы замены, функциональные ячейки, объемные модули и т. д.) [1, 2].
Применение печатного монтажа создает предпосылки для механизации и автоматизации процессов изготовления и сборки РЭС, повышает ее надежность и обеспечивает повторяемость параметров монтажа от образца к образцу.
С учетом сказанного можно выделить следующее. Преимущества печатного монтажа:
•объединение ЭРЭ и электрического монтажа в единую конструкцию;
•организация и возможность управления размещением элементов;
•повышение плоскостности компоновки изделия;
•уменьшение габаритов и массы;
•уменьшение стоимости готового изделия (за счет автоматизации при проектировании и изготовлении печатных плат и печатных узлов, применения групповых методов пайки и использования более дешевых материалов);
•увеличение надежности за счет сокращения количества соединений и
уменьшения ошибок при монтаже, повышения механической прочности узлов;
•близкое совпадение расчетов и реально полученных характеристик;
•возможность уменьшения паразитных связей за счет экранирования
иприменения низкоомных проводников;
•возможность применения элементов с планарными, штыревыми выводами и безвыводных ЭРЭ;
•возможность простого обеспечения каналов при воздушном охлаждении;
•простота проверки;
•простота анализа при выявлении причин отказа.
Кнедостаткам печатного монтажа следует отнести:
•уменьшенную объемную эффективность;
•повышенную чувствительность к ударам и вибрациям;
•ограниченную ремонтопригодность;
•ухудшенный теплоотвод за счет естественной конвекции при горизонтальном расположении плат;
•увеличение вероятности пробоя при наличии неизолированных проводников;
Автоматизация проектирования РЭС. Топологическое проектирование печатных плат. Учебное пособие |
-9- |

1.ОСНОВНЫЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ ПЕЧАТНОГО МОНТАЖА
•увеличение нежелательных емкостных и индуктивных связей;
•наличие определенных ограничений на конструкцию плат;
•трудность внесения изменений в готовое изделие.
Печатная плата является конструктивным элементом первого структурного уровня на котором располагаются проводники. Элемент второго уровня – печатный узел представляющий собой ПП с подсоединенными к ней электрическими, механическими элементами и другими печатными платами и с выполненными всеми технологическими процессами (пайка, покрытие и т. д.) [1, 2].
Таким образом, если печатная плата есть деталь, независимо от способа ее изготовления, то печатный узел – сборочная единица обязательно включающая в себя:
•печатную плату;
•электрорадиоэлементы;
•элементы дополнительного механического крепления ЭРЭ;
•элементы контроля и коммутации;
•элементы несущей конструкции.
1.1. Классификацияпечатныхплат
Классификацию печатных плат проводят по нескольким признакам. Прежде всего, по частотному диапазону: низкочастотные и высокочастотные СВЧ-диапазона. Последние обычно называются полосковыми, или микрополосковыми, платами и характеризуются повышенными требованиями к проводящему рисунку, обеспечивающими создание микрополосковых линий (МПЛ) передач высокочастотного сигнала (частота от 0,5 ГГц) и специальными – к материалу основания [3].
Печатные платы классифицируют также и по жесткости применяемого основания. На полимерных основаниях толщиной до 0,4 мм выполняют гибкие печатные платы (ГПП) и гибкие печатные кабели (ГПК).
Развитие и сближение технологий печатного и пленочного монтажа позволили выделить в отдельный класс платы с монтажом на поверхность [4], установка ЭРЭ на которые производится только по планарной технологии. Применение этой разновидности печатных плат позволяет максимально использовать механизацию и автоматизацию сборочно-монтажных работ. Тем не менее, широкое внедрение плат с монтажом на поверхность сдерживается более высокими требованиями к качеству проводящего рисунка, неэкономичностью при ручном монтаже элементов и ограниченной элементной базой. Этот тип плат применяется, как правило, для изделий с низким энергопотреблением, для портативной и малогабаритной аппаратуры.
Наиболее часто печатные платы классифицируются по количеству диэлектрических и проводящих слоев, а также способов коммутации последних. Эти конструктивные разновидности ПП представлены на рис.1.1.
Автоматизация проектирования РЭС. Топологическое проектирование печатных плат. Учебное пособие |
-10- |
1.ОСНОВНЫЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ ПЕЧАТНОГО МОНТАЖА
1.1.Классификация печатных плат
|
|
|
|
|
|
|
|
|
|
|
|
|
Печатная плата |
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
Однослойная |
|
|
|
|
|
|
|
|
|
|
|
|
Многослойная |
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
Двухсторонняя |
|
|
Односторонняя |
|
|
Без соедине- |
|
|
|
|
|
С соединением |
||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ния слоев |
|
|
|
|
|
слоев |
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
С соединением |
|
|
|
Без соединения |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
С попарным со- |
|
|
|||||||||||||
|
|
|
слоев |
|
|
|
слоев |
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
единением слоев |
|
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
С химико-галь- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
С выступающими |
|
|
|
|
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||
|
|
|
|
|
ваническим со- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
|
|
|
|
|
выводами |
|
|
|
|
|
С последователь- |
|
|
||||||||||
|
|
|
|
|
единением слоев |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ным соединени- |
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ем слоев |
|
|
||
|
|
|
|
|
С механическим |
|
|
|
|
|
|
С открытыми |
|
|
|
||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
|
|
|
|
соединением |
|
|
|
|
контактными |
|
|
|
|
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Со сквозным |
|
|
|||||||||||
|
|
|
|
|
слоев |
|
|
|
|
|
|
|
площадками |
|
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
соединением |
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
слоев |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Рис. 1.1. Классификация печатных плат
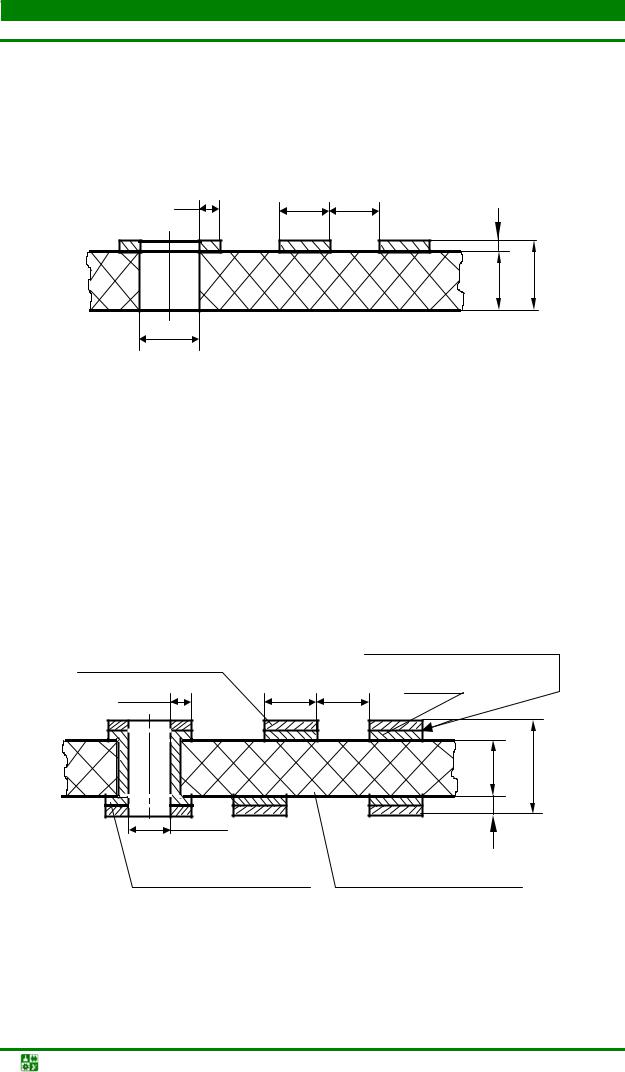
В зависимости от числа диэлектрических слоев различают однослойные печатные платы – (односторонние (ОПП) (рис. 1.2), двусторонние (ДПП) (рис. 1.3) и многослойные (МПП) (рис. 1.4, рис. 1.5). Однослойные ПП всегда имеют один изоляционный слой, на котором находятся проводники. Применение МПП, состоящих из нескольких изоляционных слоев, позволяет увеличить плотность монтажа, сократить длину проводников и уменьшить паразитные связи и наводки.
Наиболее широко используются в аппаратуре РЭС односторонние печатные платы (рис. 1.2), двухсторонние с химико-гальванической металлизацией отверстий по комбинированной позитивной или полуаддитивной технологиям (рис. 1.3), многослойные печатные платы выполненные попарным прессованием (рис. 1.4) и металлизацией сквозных отверстий (рис. 1.5) [1].
Односторонние печатные платы (рис. 1.2) характеризуются следую-
щими основными параметрами:
•возможностью обеспечения повышенных требований к точности воспроизведения проводящего рисунка;
•установкой корпусных ЭРЭ с радиальными выводами на поверхность платы с противоположной рисунку стороны (для некоторых ЭРЭ пре-
дусматривается возможность установки со стороны печатного рисунка, например варикапы типа КВ122А-9, микросхемы в корпусах типа 4114.24-1,
Автоматизация проектирования РЭС. Топологическое проектирование печатных плат. Учебное пособие |
-11- |
1.ОСНОВНЫЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ ПЕЧАТНОГО МОНТАЖА
1.1.Классификация печатных плат
4151.12-1, 4153,12-1 по ГОСТ 17467–79 и т.п.) без дополнительного изоляционного покрытия;
•простотой технологического процесса изготовления ПП;
•низкой стоимостью конструкции.
b |
t |
S |
Hпр |
|
|
|
|
|
|
|
|
|
Hд |
H |
dотв |
|
|
|
|
Рис. 1.2. Конструкция односторонней печатной платы
ДПП с химико-гальваническим соединением слоев (рис. 1.3)
характеризуются:
•высокими коммутационными свойствами в связи с возможностью использования переходных металлизированных отверстий;
•повышенной прочностью сцепления выводов корпусных ЭРЭ с проводящим рисунком платы;
•более высокой стоимостью.
Электрохимическая медь |
Печатный проводник |
||
|
|
||
b |
t |
Фольга |
|
S |
|
||
|
|
Hд |
H |
|
dотв |
Hпр |
|
|
|
|
|
|
Металлизированное |
Основание печатной |
|
|
отверстие |
платы |
|
Рис. 1.3. Конструкция двухсторонней печатной платы |
|
||
|
с химико-гальваническим соединением слоев |
|
|
Автоматизация проектирования РЭС. Топологическое проектирование печатных плат. Учебное пособие |
-12- |
1.ОСНОВНЫЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ ПЕЧАТНОГО МОНТАЖА
1.1.Классификация печатных плат
Кроме того двухсторонние печатные платы значительно меньше коробятся, т. к. проводящие металлические слои, расположенные с противоположных сторон основания, компенсируют деформацию диэлектрика. Наиболее сильно подвержен короблению гетинакс.
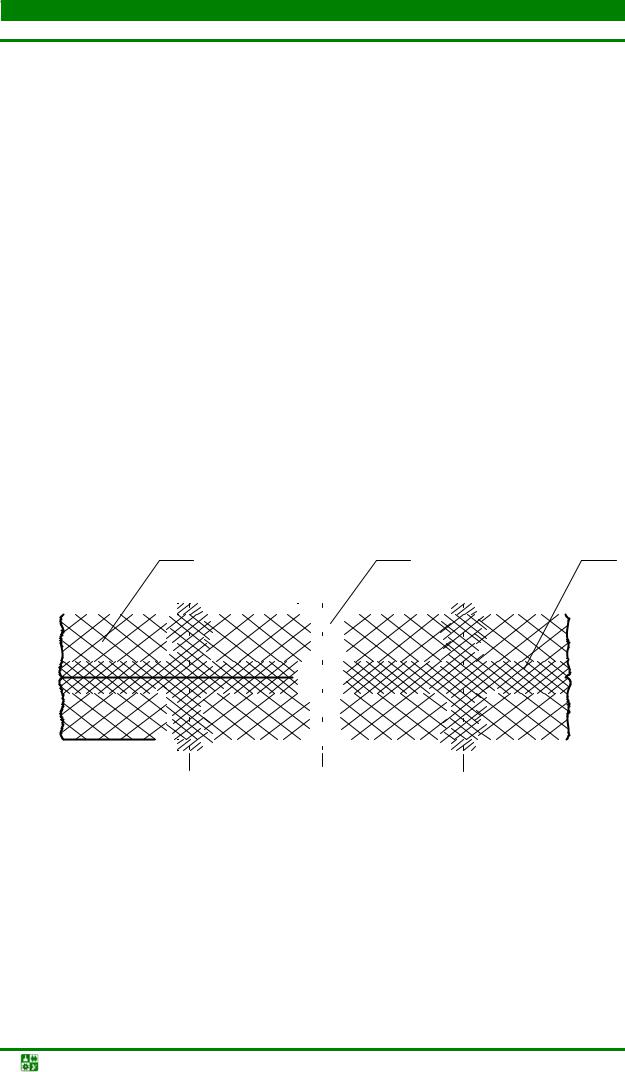
Многослойные печатные платы (МПП) [5] обладают самыми высокими коммутационными свойствами, возможностью обеспечения высокой помехозащищенности цепей, однако стоимость конструкции более высока.
Многослойные печатные платы, изготовленные методом попарного прессования (рис. 1.4), характеризуются:
•наличием межслойных соединений;
•быстрым освоением в производстве;
•возможностью монтажа элементов как с планарными, так и со штыревыми выводами ЭРЭ (применение планарных выводов предпочтительнее). Компоненты с планарными выводами устанавливаются с двух сторон, со штыревыми – с одной.
•малым количеством слоев (до 8). Оптимальны четырехслойные конструкции;
•возможностью осуществления промежуточного контроля качества проводящих слоев и межслойных соединений в процессе производства.
|
|
1 |
|
2 |
|
|
|
|
|
3 |
|||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Рис. 1.4. Конструкция МПП, изготовленная попарным прессованием: 1– фольгированный диэлектрик; 2 – сквозное отверстие;
3 – прокладочная стеклоткань
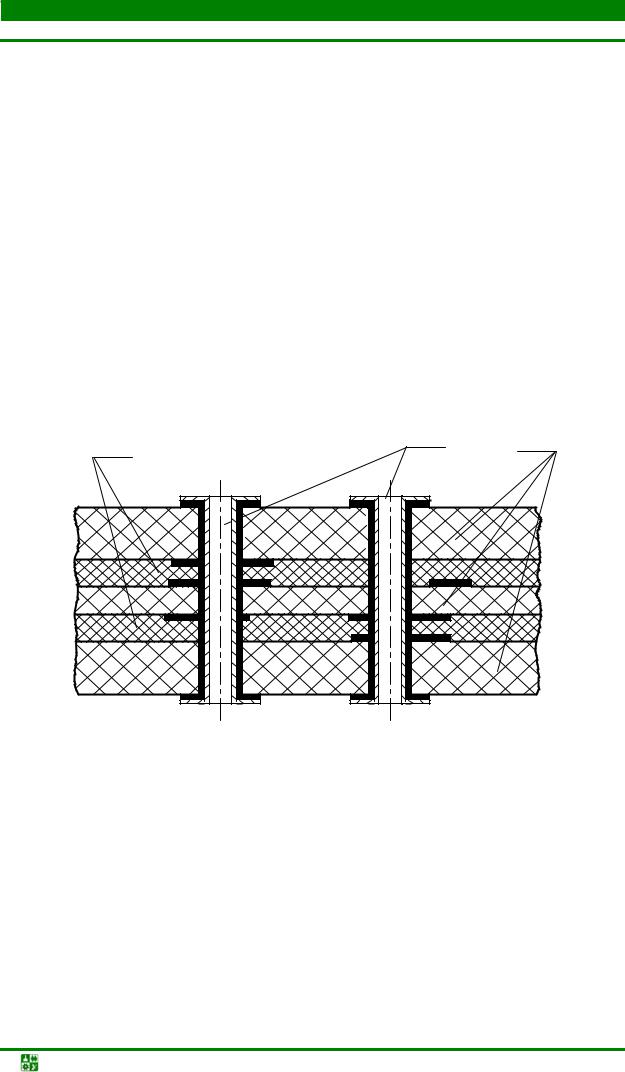
Многослойные печатные платы, изготовленные методом металлизации сквозных отверстий, (рис. 1.5) характеризуются:
•наличием межслойных соединений;
•практически неограниченным числом слоев (больше 50, по типовому технологическому процессу – 20);
Автоматизация проектирования РЭС. Топологическое проектирование печатных плат. Учебное пособие |
-13- |
1.ОСНОВНЫЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ ПЕЧАТНОГО МОНТАЖА
1.1.Классификация печатных плат
•возможностью монтажа элементов как с планарными, так и со штыревыми выводами ЭРЭ;
•достаточно низкой трудоемкостью и длительностью процесса изготовления;
•возможностью осуществления промежуточного контроля качества проводящих слоев;
•высоким выходом годных плат и высокой надежностью;
•высокими коммутационными свойствами и помехозащищенностью;
•обязательным наличием контактных площадок в каждом проводящем слое, имеющим электрическое соединение с монтажным или переходным отверстием;
•низким классом точности на наружных слоях (1–2-й класс точности);
•высокой стоимостью.
3 |
2 |
1 |
Рис. 1.5. Конструкция МПП, изготовленная металлизацией сквозных отверстий: 1 – фольгированный диэлектрик; 2 – сквозное отверстие; 3 – прокладочная стеклоткань
Сравнительная характеристика различных конструкций ПП представлена в табл. 1.1 [6, 47], где использованы следующие сокращения для многослойных печатных плат: ППр – с попарным соединением слоев; ОКП – с открытыми контактными площадками; ВВ – с выступающими выводами; МСО – со сквозной металлизацией слоев (металлизация сквозных отверстий); ПН – с последовательной металлизацией слоев (послойное наращивание). Характеристика в столбцах 3–7 указана в относительных единицах.
Автоматизация проектирования РЭС. Топологическое проектирование печатных плат. Учебное пособие |
-14- |

1.ОСНОВНЫЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ ПЕЧАТНОГО МОНТАЖА
1.1.Классификация печатных плат
|
|
|
Характеристика различных конструкций ПП |
Таблица 1.1 |
|||||
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
Тип |
Плот- |
Коли- |
Цена |
Надеж- |
Время |
Стойкость |
Тип |
Автоматизи- |
|
ность |
чество |
изготов- |
к внешним |
рованная |
|||||
платы |
монтажа |
слоев |
|
ность |
ления |
воздействиям |
выводов |
сборка |
|
ОПП |
Низкая |
1 |
1 |
1 |
1 |
3 |
Планарный, |
+ |
|
|
|
|
|
|
|
|
штыревой |
|
|
ДПП |
Выше |
2 |
2 |
4 |
2 |
3 |
Планарный, |
+ |
|
|
ОПП |
|
|
|
|
|
штыревой |
|
|
ППр |
Выше |
4 |
3 |
2 |
4 |
3 |
Планарный, |
+ |
|
|
ДПП |
|
|
|
|
|
штыревой |
|
|
ОКП |
Выше |
8 |
3 |
5 |
3 |
3 |
Планарный, |
- |
|
|
ППр |
|
|
|
|
|
штыревой |
|
|
ВВ |
Выше |
15 |
5 |
5 |
4 |
4 |
Планарный |
- |
|
|
ОКП |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
МСО |
Выше |
20 |
4 |
4 |
4 |
4 |
Планарный, |
+ |
|
|
ВВ |
|
|
|
|
|
штыревой |
|
|
ПН |
Выше |
5 (50) |
5 |
5 |
5 |
4 |
Планарный |
+ |
|
|
МСО |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Классифицировать ПП можно также по методам изготовления, которые |
||||||||
определяют ряд характеристик готового изделия: надежность, устойчивость к внешним воздействиям, точность, стоимость и др. Выбор метода является прерогативой проектировщика, который указывает его в конструкторской документации (КД) на печатную плату.
Методы изготовления плат в соответствии с ГОСТ 20406–75 делятся на субтрактивные (химические), аддитивные (электрохимические) и механические.
Для субтрактивных методов характерно использование фольгированных материалов с химическим удалением проводящего слоя. Эти методы отличает простота технологических процессов, однако при их использовании получить соединение слоев можно только с помощью металлической арматуры по ГОСТ 22318–77 (заклепки, штыри) или использовать соединение слоев с помощью выводов ЭРЭ.
В зависимости от способа формирования защитного рисунка на проводящем слое заготовки существует три разновидности субтрактивной технологии.
Фотохимический способ предусматривает нанесение на фольгированный материал фоторезиста и засветку его через фотошаблон с травлением фольги после формирования рисунка. Этот метод обладает наивысшей точностью и не требует сложного оборудования, позволяет легко перестраивать производство на новые виды печатных плат. Используется в серийном и опытном производстве при большой номенклатуре сложных плат.
Офсетохимический способ предусматривает печатание позитивного изображения офсетным способом кислотощелочестойкой краской, обладает большой производительностью и используется в крупносерийном производстве при малой номенклатуре печатных плат.
Автоматизация проектирования РЭС. Топологическое проектирование печатных плат. Учебное пособие |
-15- |

1.ОСНОВНЫЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ ПЕЧАТНОГО МОНТАЖА
1.1.Классификация печатных плат
Сеточно-химический способ предусматривает печатание позитивного изображения кислотощелочестойкой краской через сеточный трафарет (трафаретная печать). Обладает максимальной производительностью. Применяется в крупносерийном и массовом производстве при малой номенклатуре печатных плат.
Из полуаддитивных технологий наиболее широко применяется комбинированный позитивный метод, позволяющий производить металлизацию отверстий. В данном случае на поверхности просверленных или пробитых отверстий химически осаждается медь, а затем производится ее гальваническое наращивание до необходимой толщины. В качестве материала основания применяются фольгированный гетинакс или текстолит с толщиной фольги 35 или 50 мкм. Поскольку электрохимическое осаждение меди происходит не только в отверстиях, но и на проводящих участках, толщины проводников получаются очень большими.
Этот недостаток устраняется при использовании полуаддитивного метода, при котором в качестве материала основания применяется слофадит с толщиной фольги 5 мкм.
К механическим методам изготовления ПП относят фрезерование, при котором удаление фольги проводится на специальных координатно-фрезерных станках.
1.2 Факторы, влияющиенакачествопроектирования
печатныхплат
Габариты, конструкция и качество печатного узла и аппаратуры во многом зависят от выбранного принципа конструирования. Таких принципов четыре: моносхемный, функционально-блочный, функциональномодульный и функционально-узловой.
Моносхемный (моноконструкций) – вся электрическая схема изделия располагается на одной печатной плате. Метод отличает повышенная плоскостность компоновки, малое количество крепежных деталей, отсутствие межплатных соединений. В виду ограниченной ремонтопригодности применяется для бытовой, дешевой и невосстанавливаемой аппаратуры.
Функционально-блочный (схемно-узловой) – вся электрическая схема разбивается на отдельные части с четко выраженными входными и выходными характеристиками (УВЧ, УПЧ и т. д.), которые выполняются на отдельных печатных платах. Для метода характерны: улучшенная компоновка и ремонтопригодность. Предполагает наличие коммутационной платы или жгута.
Функционально-модульный (каскадно-узловой) – на отдельной печат-
ной плате выполняется каждый каскад. При большой объемной плотности компоновки, простоте обслуживания и повышенной стойкости к механиче-
Автоматизация проектирования РЭС. Топологическое проектирование печатных плат. Учебное пособие |
-16- |

1.ОСНОВНЫЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ ПЕЧАТНОГО МОНТАЖА
1.2Факторы, влияющие на качество проектирования печатных плат
ским воздействиям наблюдается увеличение габаритов и массы за счет большого числа армирующих и крепежных деталей. Большое число межплатных соединений увеличивает наводки и снижает надежность изделия. Этот метод применяется редко в связи с возрастающим применением микросхем (МС) высокой степени интеграции.
Функционально-узловой – электрическая схема разбивается на узлы, каждый из которых выполняет ограниченное число функций. Отличается простотой, высокой надежностью, большой объемной плотностью и стойкостью к внешним воздействиям. Однако несколько увеличен вес и число межплатных соединений по сравнению с реализацией моносхемного или схемно-узлового принципов. Рекомендуется для аппаратуры с малым временем восстановления и для часто модернизируемой аппаратуры, а также для аппаратуры, назначение которой зависит от набора функциональных частей.
В чистом виде рассмотренные принципы конструирования аппаратуры на печатных платах применяются редко, однако при выборе любого принципа (за исключением моносхемного) необходимо стремиться к унификации по типоразмерам проектируемых ПП.
На качество проектирования печатных плат влияют также и следующие факторы:
•степень сложности;
•способ изготовления;
•назначение изделия;
• |
условия эксплуатации; |
• |
диапазон частот и рабочих напряжений. |
По степени сложности аппаратура делится на пять групп [7, 8]:
1.Простая (содержит до 10 активных ЭРЭ (2–3 МС));
2.Нормальной сложности (10–20 активных ЭРЭ (до 5 МС));
3.Повышенной сложности (до 50 активных элементов (до 20 МС), возможно использование больших интегральных схем (БИС)).
4.Высокой сложности (до 100 активных ЭРЭ (до 50 МС), применение
(БИС)).
5.Весьма высокой сложности (свыше 100 активных ЭРЭ (свыше 50 МС), применение БИС и сверхбольших интегральных схем (СБИС)).
Характер производства (серийность выпуска), с учетом степени сложности, влияет на выбор способа получения печатного рисунка (фотоспособ, сеточный или офсетный способы) [9]. Выбор способа пайки ЭРЭ формирует требования к элементам печатного рисунка и взаимной ориентации этих элементов.
Для крупносерийного и массового производства рекомендуются офсетный и сеточный методы формирования рисунка. Применяются трафаретное маркирование и маркирование травлением.
Для серийного производства рекомендуются фотоспособ и сеточный способ. Маркирование – трафаретное и травлением.
Автоматизация проектирования РЭС. Топологическое проектирование печатных плат. Учебное пособие |
-17- |

1.ОСНОВНЫЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ ПЕЧАТНОГО МОНТАЖА
1.2Факторы, влияющие на качество проектирования печатных плат
Для единичного и опытного производства – фотоспособ и фрезерование, маркирование травлением и ручная маркировка. Применение фрезерования для других типов производств сдерживается высокой стоимостью изготовления, однако технологической подготовки производства при механическом способе формирования печатного рисунка не требуется. В табл. 1.2 приведены сравнительные данные для ПП изготовленных по различным технологическим процессам.
Таблица 1.2
Сравнительная характеристика сроков изготовления и стоимости ПП, изготовленных по субтрактивной и механической технологиям
Характеристика |
|
Цена изготовления (срок изготовления) |
|
|
в зависимости от технологии изготовления, отн. ед |
||
|
|
Метод фрезерования |
Субтрактивные методы |
Подготовка производства |
|
– |
10 за один слой |
Односторонняя печатная плата |
2,0 (0,3–0,45) |
1,0 (1,0) |
|
Двухсторонняя печатная плата |
4,0 (0,45–0,7) |
1,3 (1,0) |
|
Для изделий |
1–2-й групп сложности применим любой способ |
||
формирования рисунка. |
|
|
|
Для изделий 3-й группы сложности – любой способ формирования рисунка, кроме сеточного.
Для изделий 4–5-й групп сложности – формирование рисунка фотоспособом.
Применяемые в крупносерийном производстве групповые способы пайки (пайка волной припоя, окунанием, для монтажа на поверхность – в термопечах) накладывают дополнительные ограничения на способы установки ЭРЭ и конфигурацию печатного рисунка. Например, элементы должны быть зафиксированы дополнительно на месте установки, токопроводящие дорожки должны располагаться параллельно сторонам платы, контактные площадки не должны иметь избыточной площади и т. д. Более подробно такие ограничения будут рассмотрены в главе 2.
На качество проектирования ПП влияют также назначение изделия и объект установки РЭС. Для бытовой РЭС рекомендуется формирование рисунка сеточным и офсетным способами, а для аппаратуры специального назначения – офсетным и фотоспособом. Для аппаратуры автоматики, телемеханики и вычислительной техники предпочтительны фотоспособы, отличающиеся наибольшей разрешающей способностью [9].
Для стационарной аппаратуры применимы все принципы конструирования. Для носимой (кроме бытовой) – все принципы, кроме моносхемного, если при его применении плата по механическим характеристикам не удовлетворяет предъявляемым требованиям. Для подвижной РЭС применяются каскадно-узловой и функционально-узловой принципы. Для высокоподвижной основным является функционально-узловой принцип.
Если рассматривать РЭС с точки зрения обслуживаемости во время эксплуатации, то для аппаратуры разового действия применим любой принцип конструирования, для ремонтопригодной и с подстройкой в процессе
Автоматизация проектирования РЭС. Топологическое проектирование печатных плат. Учебное пособие |
-18- |
1.ОСНОВНЫЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ ПЕЧАТНОГО МОНТАЖА
1.2Факторы, влияющие на качество проектирования печатных плат
эксплуатации – все принципы, кроме моносхемного. Для изделий с выборочным контролем во время эксплуатации рекомендуются функциональноузловой и каскадно-узловой принципы.
Условия эксплуатации РЭС определяют выбор группы жесткости, которые нормируют условия и параметры испытаний, проводимых с целью проверки работоспособности ПП. В соответствии с ГОСТ 23752–79 ″Платы печатные. Общие технические условия″ выделены 4 группы жесткости (табл. 1.3).
|
|
|
|
|
|
|
|
Таблица 1.3 |
|
|
Группы жесткости ПП |
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
Воздействующие факторы |
|
|
|
Группа жесткости |
|
|
|
||
|
1 |
|
2 |
3 |
|
4 |
|
||
|
|
|
|
|
|
||||
|
По- |
+ |
|
+ |
+ |
|
+100 |
|
|
Температура окружающей |
вышенная |
55 |
|
85 |
85 |
|
|
|
|
среды, °С |
Пониженная |
- |
|
-40 |
- |
|
-60 |
|
|
|
|
|
25 |
|
|
60 |
|
|
|
Относительная влажность воздуха, % |
|
75 |
|
98 |
|
98 |
|
||
|
|
|
при тем- |
при температуре |
|||||
|
|
|
пературе |
до 40 °С |
|||||
|
|
|
|
до 35 °С |
|
|
|
|
|
Смена температур, °С |
|
|
От –40 |
|
От –60 |
От –60 |
|
От –100 |
|
|
|
|
до +55 |
|
до +85 |
до +85 |
|
до +100 |
|
Атмосферное давление, кПа (мм рт.ст.) |
|
Нор- |
|
53,6 |
(400) |
|
0,67 (5) |
|
|
|
|
|
мальное |
|
|
|
|
|
|
Поскольку каждое изделие РЭС проходит разные виды контроля и приемочных испытаний, то обязательное задание в конструкторской документации (КД) группы жесткости однозначно определяет процедуры испытаний для конкретных ПП.
Частотный диапазон и рабочее напряжение кроме требований к конфигурации рисунка (глава 2) влияют и на выбор способа изготовления. При частотах до 6 МГц и напряжениях до 50 В приемлемы все способы изготовления. До 30 МГц и до 300 В не применяется сеточный способ формирования рисунка, а выше 30 МГц и свыше 300 В ПП изготавливаются только фотоспособом.
1.3. Порядокпроектированияпечатныхплат
Перед рассмотрением методики проектирования ПП, покажем ее место в общем цикле разработки РЭС. Процесс разработки РЭС в целом строится, как правило, на основе типовых проектных процедур [10]. Количество процедур и их последовательность определяются как спецификой РЭС, так и методологией проектирования, которая основывается в настоящее время на системных принципах проектирования РЭС [11] с применением САПР.
Автоматизация проектирования РЭС. Топологическое проектирование печатных плат. Учебное пособие |
-19- |
1.ОСНОВНЫЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ ПЕЧАТНОГО МОНТАЖА
1.3.Порядок проектирования печатных плат
Исходя из вышеизложенного, рассмотрим маршрут автоматизированного проектирования (АП) РЭС нестационарного исполнения для самых ранних стадий их разработки. Предполагается, что РЭС выполняется в виде блока, который, в свою очередь, включает в свой состав ряд конструктивных узлов. На приведенном маршруте (рис. 1.6) проектные процедуры представляются в виде блоков, а связи между ними отображаются в виде различных информационных потоков. Нумерация блоков на схеме маршрута отражает генеральную последовательность выполнения автоматизированных проектных процедур. Рассматриваемый маршрут ориентирован на исследование в РЭС различных физических процессов электрических, тепловых, электромагнитных, механических, деградационных и т. п. На рис. 1.6 условно изображены информационные потоки (Дтз1 – Дтз7), которые отражают как требования ТЗ к определенным характеристикам и показателям РЭС (например, электрическим, надежностным, массо-габаритным и т. д.), так и уровень дестабилизирующих факторов (например, температурные и механические воздействия и т. д.).
Блок 1. На начальном этапе маршрута проектирования выполняется процедура предварительного моделирования электрических процессов, протекающих в схеме РЭС. Процедура моделирования может осуществляться на основе подходов, изложенных в [10, 12]. Результаты моделирования (вектор электрических характеристик (ЭХ)) сравниваются с требованиями технического задания (ТЗ) к ЭХ, которые содержатся в информационном потоке Дтз1. Учитывая неопределенность некоторых данных на рассматриваемом этапе (отсутствие информации о локальных температурах ЭРЭ, отсутствие данных о значениях, например, паразитных параметров печатного монтажа и т. п.), такими данными задаются в первом приближении.
Блок 2. Исходя из результатов моделирования ЭХ разрабатываемого РЭС, требований к параметрам конструкции (если задаются в ТЗ), а также уровня тепловых и механических воздействий, осуществляется предварительная разработка конструкции проектируемого устройства. В процессе разработки конструкции решаются, например, следующие задачи: компоновка электрической схемы в типовые конструктивные узлы (разрезание схемы
на части) |
[13, 14]; размещение конструктивных узлов, например в блоке, |
с учетом |
тепловых, электромагнитных и механических характеристик; |
определение параметров корпуса блока, исходя из действующих на него дестабилизирующих факторов, а также требований к массо-габаритным и удельным характеристикам (обычно задаются в ТЗ или ЧТЗ (информационный поток Дтз2) и т. п. [14].
Автоматизация проектирования РЭС. Топологическое проектирование печатных плат. Учебное пособие |
-20- |
1.ОСНОВНЫЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ ПЕЧАТНОГО МОНТАЖА
1.3.Порядок проектирования печатных плат
|
Дтз1 |
|
1 |
Моделирование ЭХ |
Вектор ЭХ, параметры |
|
|
|
|
|
схемы и ЭРЭ |
||
|
|
Тэ |
|
схемы |
|
|
|
|
2 |
|
|
Pэ, частотные |
|
|
|
|
|
|
||
|
Дтз2 |
|
Разработка предварительного |
характеристики и т. п. |
||
|
|
|
|
|||
|
|
|
|
варианта конструкции |
|
|
|
|
|
3 |
Моделирование ТР |
|
|
|
Дтз3 |
|
|
Рэ |
||
Т |
|
|
в конструкции верхнего |
|||
|
|
|
|
|||
Е |
|
|
|
иерархического уровня |
|
Тгк |
Х |
|
|
|
(например блока) |
|
|
Н |
|
|
4 |
|
Элементная база, список |
|
И |
|
|
Предварительное размещение ЭРЭ |
контактных цепей (КЦ) |
||
Ч |
|
|
на КУ и трассировка соединений |
|
Куэ |
|
Е |
|
|
5 |
|
|
|
|
|
|
|
|
||
С |
|
|
Моделирование ТР КУ |
|
Рэ |
|
К |
|
|
|
(ПУ, ФЯ, УР, МСБ) |
|
|
О |
Дтз4 |
Тп |
6 |
|
|
|
Е |
Моделирование МР |
|
|
|||
|
|
|
|
|
|
|
З |
|
|
7 |
|
|
|
А |
|
|
|
|
Токи, напряжения |
|
|
|
|
Анализ ЭМС |
|
||
Д |
|
|
|
частотные характеристики |
||
|
|
|
|
|||
А |
|
A |
8 |
|
Тэ |
∂Y |
Н |
Дтз5 |
|
Анализ безотказности |
|||
|
|
|
∂q , I |
|||
И |
|
|
|
по постепенным отказам |
|
|
Е |
|
|
|
|
|
|
|
|
|
|
Aэ |
|
|
|
|
|
9 |
|
Кэн, λоэ |
|
|
Дтз6 |
|
Анализ безотказности |
|
||
|
|
|
|
по внезапным отказам КУ |
Тэ |
|
|
|
То ку |
|
|
||
|
|
10 |
|
|
|
|
|
Дтз7 |
Анализ безотказности конструкции |
|
|
||
|
|
|
верхнего уровня иерархии |
|
|
|
|
|
|
(например блока) по внезапным |
|
A |
|
|
|
|
|
отказам |
|
|
|
|
Куэ(T)11 |
|
Куэ(ЭM) |
||
|
|
|
Окончательное размещение ЭРЭ |
|
Элементная база, |
|
|
Куэ(M) |
на КУ и трассировка соединений |
|
|||
|
|
список КЦ |
||||
|
|
|
|
|||
|
|
|
12 |
|
|
|
|
|
|
Автоматизированный выпуск |
|
|
|
|
|
|
конструкторской документации |
|
|
|
Рис. 1.6. Маршрут сквозного АП РЭС
Автоматизация проектирования РЭС. Топологическое проектирование печатных плат. Учебное пособие |
-21- |
1.ОСНОВНЫЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ ПЕЧАТНОГО МОНТАЖА
1.3.Порядок проектирования печатных плат
Блок 3. Для разработанного первоначального варианта конструкции РЭС моделируется ее тепловой режим (ТР) при помощи соответствующих программных средств, например [15, 16]. Для анализа теплового режима используется макромодель всей конструкции, т. е. осуществляется контроль теплового режима конструкции самого верхнего уровня иерархии (стойки, блока или микроблока) [16, C. 40-56]. В потоке исходной информации для моделирования ТР могут быть использованы данные ТЗ (информационный поток Дтз3), в качестве которых могут выступать: воздействующие температуры и их временные диаграммы; допустимые перегревы или интегральные температуры отдельных конструктивных узлов или ЭРЭ; вид охлаждения и его параметры и т.п.
Блок 4. Основываясь на результатах предыдущих процедур, решается в первом приближении задача размещения ЭРЭ на монтажных полях конструктивных узлов [13, 17], на которых реализуются соответствующие фрагменты электрической схемы. На данном этапе выполняется также предварительная трассировка печатного или пленочного монтажа.
Используемые в процессе решения перечисленных задач топологического проектирования алгоритмы и критерии [13, 17] определяются дестабилизирующими факторами и технологическими требованиями (классом точности изготовления печатной платы, количеством слоев печатной платы), уровнем помехозащищенности и т. п. [3, 13, 14, 17, 18].
Блок 5. Используя результаты размещения ЭРЭ на несущих конструктивах (подложках, печатных платах, основаниях функциональных ячеек и т. п. [19]), а также вектор мощностей ЭРЭ ( PЭ ), граничные или краевые усло-
вия (TГК ), полученные в блоке 3 маршрута проектирования, осуществляется детальное моделирование тепловых режимов конструктивных узлов (печатных узлов (ПУ), функциональных ячеек (ФЯ), узлов радиаторов (УР), микросборок (МСБ) и т.п.) с помощью соответствующих программных средств, например [15]. Процесс моделирования может осуществляться в соответствии с методикой, приведенной в [10, с. 75–82].
Блок 6. Выполняется процесс моделирования механических режимов работы (МР) проектируемой конструкции. При этом в качестве исходной информации могут использоваться данные ТЗ или ЧТЗ (поток Дтз4), которые определяют требования к резонансным частотам конструктивных узлов и элементов РЭС, а также вид механических воздействий и их параметры, включая, в ряде случаев, информацию об уровнях механических воздействий в местах установки конструктивных узлов. Кроме этого, в качестве исходных данных выступают координаты установки ЭРЭ ( K уэ ), полученные в результа-
те размещения (см. блок 4) и скорректированные в процессе анализа и обеспечения тепловых характеристик в блоке 5, а также тепловые поля конструкции (Tп ) для возможного учета температурных зависимостей физико-
механических параметров конструкции [10, с. 125–126] и т. д. В общем слу-
Автоматизация проектирования РЭС. Топологическое проектирование печатных плат. Учебное пособие |
-22- |
1.ОСНОВНЫЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ ПЕЧАТНОГО МОНТАЖА
1.3.Порядок проектирования печатных плат
чае процесс моделирования может строиться по схеме, представленной в
[10, с. 83].
Для моделирования механических характеристик плоских конструкций РЭС может использоваться программное обеспечение, описанное в [20].
Блок 7. Осуществляется анализ электромагнитной совместимости (ЭМС) разрабатываемого устройства. В первом приближении оценивается, например, необходимость введения экранов и их эффективность [13, 14]. Исходной информацией для анализа ЭМС являются конструктивные параметры устройства и его электрические характеристики (частотные характеристики, токи и напряжения в узлах схемы и т. д.).
Для оценки основных характеристик внутриаппаратурной ЭМС может быть использован, например, ППП, описанный в [21].
Блок 8. На основе результатов предыдущих этапов маршрута АП (блоки 1, 3, 5, 6) осуществляется оценка безотказности устройства по постепенным отказам, допусковый анализ и т. п. [11, 12, 14]. Исходной информацией для данного вида анализа служат электрические характеристики (токи
( I ), функции чувствительности выходных характеристик устройства к изменению параметров элементов схемы ( ∂Y  ∂q ) и т. д., параметры дестабилизирующих факторов, например перегревы элементной базы ( T ), виброперегрузки на ЭРЭ ( Aэ ) и т. д., а также требования ТЗ к анализируемым пока-
∂q ) и т. д., параметры дестабилизирующих факторов, например перегревы элементной базы ( T ), виброперегрузки на ЭРЭ ( Aэ ) и т. д., а также требования ТЗ к анализируемым пока-
зателям безотказности (информационный поток Дтз5).
Блоки 9–10. Выполняется анализ показателей надежности проектируемого устройства по внезапным отказам. Анализ проводится по методике, изложенной в [10, с. 143–150]. В качестве исходной информации для мо-
делирования выступают коэффициенты электрической нагрузки ЭРЭ ( Kэн ),
интенсивности отказов ЭРЭ ( λоэ ), температуры и виброускорения ЭРЭ (Tэ и
Aэ ). Кроме этого, в ТЗ или в ЧТЗ могут регламентироваться данные на пока-
затели безотказности устройства в целом (информационный поток Дтз7), а также на отдельные конструктивные узлы (информационный поток Дтз6).
Блок 11. С учетом внесенных на предыдущих этапах маршрута АП изменений в размещение ЭРЭ на конструктивах с позиций обеспечения тепло-
вых (Kуэ(Т)) и механических (Kуэ(М)) режимов работы, анализа ЭМС (Kуэ(ЭМ)) (введение экранов), анализа показателей надежности и качества
(замена отдельных ЭРЭ, введение резервирования как отдельных ЭРЭ, так и функциональных узлов и т. д.) выполняется окончательное размещение ЭРЭ на конструктивах с учетом закрепленных ЭРЭ. Затем осуществляется процесс окончательной трассировки соединений [13, 17, 18, 22, 23]. В результате топологического проектирования получают информацию, которая была не определена на начальных этапах проектирования. К такой информации можно отнести данные о параметрах печатного монтажа, которые в ряде случаев необходимо использовать при моделировании электрических характеристик
Автоматизация проектирования РЭС. Топологическое проектирование печатных плат. Учебное пособие |
-23- |

1.ОСНОВНЫЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ ПЕЧАТНОГО МОНТАЖА
1.3.Порядок проектирования печатных плат
[24, с. 199–202] (блок 1), а также при анализе электромагнитной совместимости (блок 7) проектируемого устройства. В последнем случае параметры печатного монтажа позволяют произвести анализ возможного наведения и распространения помех по различным электрическим цепям конструктивного узла или устройства в целом [4, 13]. Учитывая это, а также тот факт, что процесс трассировки может вестись итеративно с процессом размещения незакрепленных ЭРЭ, необходимо повторно выполнить все вычислительные процедуры, начиная с 1-го блока. Повторное выполнение процедур позволяет также учесть в расчетах системные связи (учет вектора Тэ в блоке 1; учет
вектора Куэ в блоках 4 и 6; учет вектора Рэ в блоках 3 и 5 и т.п.).
Блок 12. На заключительном этапе маршрута после итеративных расчетов осуществляется автоматизированный выпуск комплекта конструкторской документации (КД), например, средствами системы AutoCAD [25] на проектируемое устройство. В данном блоке также выполняются операции по разработке комплекта технологической документации (ТД).
Как следует из маршрута сквозного автоматизированного проектирования РЭС (рис. 1.6, блоки 2, 4, 11), разработка топологии печатных плат состоит из двух взаимосвязанных основных этапов: размещение компонентов и трассировка печатных проводников. Их взаимосвязь обусловлена не только внешними факторами: механическими и тепловыми воздействиями, условиями распространения электрического сигнала, расположением и закреплением платы в блоке и т. д., но и технологией изготовления ПП и ПУ, а также конструкторско-технологическими нормами на проектирование.
Относительно РЭС в целом можно выделить следующие процедуры автоматизированного топологического проектирования (рис. 1.6, блоки 2, 4, 11) [6, 13, 14, 17, 18, 26, 43]:
1.Компоновка (упаковка частей схемы в типовые конструктивные единицы).
2.Размещение (размещение конструктивных узлов или ЭРЭ на монтажном пространстве несущей конструкции (блока, печатной платы, подложки, кристалла) по определённым критериям).
3.Трассировка (определение конкретных геометрических параметров печатного, плёночного или проводного монтажа, реализующего соединения между элементами схемы).
Вобщем случае, можно выделить следующую последовательность процедур проектирования (аналогично рассмотренной в [3, 26]), применяемых при разработке печатных плат:
1.Анализ частного технического задания (ЧТЗ) на разработку платы.
2.Выбор класса точности и шага координатной сетки.
3. |
Выбор |
типа ПП, ее габаритов и материала основания. |
4. |
Выбор и расчёт элементов печатного рисунка. |
|
Автоматизация проектирования РЭС. Топологическое проектирование печатных плат. Учебное пособие |
-24- |

1.ОСНОВНЫЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ ПЕЧАТНОГО МОНТАЖА
1.3.Порядок проектирования печатных плат
5.Размещение электрорадиоэлементов.
6.Исследование путем математического моделирования различных физических процессов [15, 16, 20, 21, 34] (тепловых, механических, электромагнитных).
7.Трассировка печатных элементов, уточнение типа ПП, класса точности и габаритов.
8.Выбор конструкционных покрытий.
9.Анализ показателей надежности [3, с. 165–174; 10, с. 143–150 ].
Процедуры 5, 7 проводят после настройки программ-трассировщиков,
входящих в САПР ПП (P-CAD [22, 23, 27], Pspase [24], ACCEL [28] и т.п.) по результатам процедур 2–4. В блоке 11 (рис. 1.6) процедуры 5–7 проводят вторично с учетом результатов, полученных при моделировании различных физических процессов (рис. 1.6, блоки 5–10).
Совокупность процедур 1–5, 7 составляют процесс топологического проектирования печатных плат, который будет рассмотрен детально ниже.
1.4. Анализчастноготехническогозадания наплату
Частное техническое задание на плату формируется на основе технического задания (ТЗ) изделия [7]. В нем определяются: условия эксплуатации, серийность выпуска, условия размещения печатной платы в изделии и способа ее крепления, габаритно-установочные размеры, вид электрической коммутации платы с выносными ЭРЭ и другими узлами и т. п. ЧТЗ совместно со схемой электрической принципиальной, перечнем элементов и картой электрических режимов являются основным документом для разработки печатного узла.
Условия эксплуатации должны включать как климатические, так и механические факторы, а также вид защиты, обеспечиваемый несущей конструкцией, корпусом, кожухом и т. п. Климатические воздействия необходимы для выбора группы жесткости ПП (параграф 1.2) и дополнительной защиты ПУ лакокрасочными покрытиями.
Механические дестабилизирующие факторы (удары, вибрации, линейные ускорения) задаются с указанием направления их воздействия, что необходимо для выбора правильной ориентации элементов на плате (параграф 1.9) (с учетом ориентации платы в блоке), способов дополнительного крепления ЭРЭ (параграф 1.9 и параграф 2.1), материала основания (параграф 1.6.3) и габаритов ПП.
С точки зрения уменьшения количества межплатных соединений, массы и количества крепежных элементов выгоднее применять одноплатные конструкции или снижать количество в изделии печатных плат с увеличением их габаритов, соответственно. Однако чем больше размеры и масса печатного узла, тем ниже его резонансная частота [6] и выше вероятность ее по-
Автоматизация проектирования РЭС. Топологическое проектирование печатных плат. Учебное пособие |
-25- |

1.ОСНОВНЫЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ ПЕЧАТНОГО МОНТАЖА
1.4.Анализ частного технического задания на плату
падания в диапазон возбуждающих частот. Поэтому, для подвижной РЭС, даже на этапе анализа ЧТЗ необходимо оценивать устойчивость проектируемой ПП при заданных механических воздействиях.
Конструкторский анализ схем электрических и карты электрических режимов работы ЭРЭ позволяют выявить:
•тепловыделяющие и теплочувствительные ЭРЭ, электрорадиоэлементы, сопрягаемые с несущей конструкцией (индикаторы, переключатели и т. п.) для последующей компоновки ПУ;
•подборные ЭРЭ и ЭРЭ с малой надежностью, для принятия необходимых мер по многократной перепайке в процессе настройки и регулировки или эксплуатации ПУ или прибора в целом;
•точки, необходимые для проведения внутрисхемного контроля, с целью введения в топологию проводящего рисунка контрольных контактных площадок;
•электрические цепи различного функционального назначения. Обычно выделяют потенциальные (питания и земли), сигнальные (ма-
ломощные и большой величиной сигнала), управляющие цепи и цепи, которые необходимо экранировать. Эта процедура особенно важна при проектировании МПП и устройств с малым уровнем входных токов.
Конструкторский анализ элементной базы состоит в определении: массы, габаритных размеров, установочной площади Vi, диаметра выводов dв электрорадиоэлементов. Масса и габаритные размеры применяемых компонентов влияют на выбор варианта и места установки ЭРЭ и способа его дополнительного крепления.
Диаметры выводов ЭРЭ необходимы для расчета диаметров монтажных отверстий.
Габаритные размеры, а точнее установочные площади, позволяют предварительно оценить площадь печатной платы.
Установочная площадь электрорадиоэлемента Si определяется из справочника [29] или вычисляется по формуле
Si = 1,3·L·B, |
(1.1) |
где L и B – длина и ширина ЭРЭ по установочным размерам, в соответствии с вариантом установки по ОСТ 4.010.030–81 ″Установка навесных элементов на печатные платы″.
Характеристика вариантов установки приведена в прил. 2 (см. также параграф 2.1).
Поскольку, в общем случае, Si может определяться длиной и высотой ЭРЭ, шириной и высотой или вариантом расположения на плате (рис. 1.6)
ииметь при этом разные значения, то желательно определять минимальную
имаксимальную установочные площади.
Автоматизация проектирования РЭС. Топологическое проектирование печатных плат. Учебное пособие |
-26- |

1.ОСНОВНЫЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ ПЕЧАТНОГО МОНТАЖА
1.4.Анализ частного технического задания на плату
H
|
|
|
|
|
|
|
|
|
|
|
D |
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
D |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
H |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
a) |
|
|
|
|
|
|
|
|
б) |
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
Рис. 1.7. Влияние варианта установки конденсатора на установочную площадь: а) Si = 1,3·п·D; б) Si = 1,3·D·H
Полученные в результате анализа данные удобно представлять в форме следующей таблицы
Наименова- |
Кол., |
Габаритные |
Установочная |
Масса, Г |
Диаметр |
Вариант |
ние и тип ЭРЭ |
шт |
размеры, мм |
площадь, мм2 |
выводов, мм |
установки |
|
|
|
|
|
|
|
|
Рис. 1.7. Форма таблицы конструктивных характеристик ЭРЭ
При вычислении установочной площади ЭРЭ следует помнить, что установочные размеры, особенно для компонентов с разнонаправленными выводами, могут зависеть от шага координатной сетки при одном и том же варианте установки. Более подробно выбор шага рассмотрен в следующем разделе.
1.5. Выборклассаточностиишагакоординатнойсетки
На основании имеющихся в ЧТЗ данных по типу производства, группе сложности и составу элементной базы, конструктор может ориентировочно определить класс точности печатной платы и выбрать затем шаг координатной сетки. Шаг координатной сетки является одним из параметров, необходимых для настройки редакторов печатных плат и программ-трассировщиков (параграф 1.8), и поэтому, должен быть установлен до процедур компоновки ПП и трассировки проводников.
1.5.1. Выборклассаточности
Класс точности, как одна из характеристик печатной платы, определяет номинальные, минимальные, максимальные и точностные значения элементов печатного рисунка и параметров печатных плат (диаметры отверстий, габаритные размеры и т. д.).
В соответствии с ГОСТ 23751–86 ″Платы печатные. Основные параметры конструкции″ выделены 5 классов точности, краткая характеристика которых приведена в табл. 1.4 [30].
Автоматизация проектирования РЭС. Топологическое проектирование печатных плат. Учебное пособие |
-27- |

1.ОСНОВНЫЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ ПЕЧАТНОГО МОНТАЖА
1.5.Выбор класса точности и шага координатной сетки
|
Характеристика классов точности |
Таблица 1.4 |
|||
|
|
|
|||
|
|
|
|
|
|
Класс |
|
Основной |
Тип про- |
||
точно- |
Область применения |
||||
материал |
изводства |
||||
сти |
|
||||
|
|
|
|
||
1 |
Печатные платы с дискретными |
Фольгированный |
Любой |
|
|
|
элементами и низкой плотностью |
гетинакс |
|
|
|
|
монтажа (1 и 2-я группы сложно- |
|
|
|
|
|
сти) |
|
|
|
|
2 |
Печатные платы с дискретными |
Фольгированный |
Все кроме |
|
|
|
элементами и ИМС со средней |
текстолит |
массового |
||
|
плотностью монтажа (2–4- |
|
|
|
|
|
я группы сложности) |
|
|
|
|
3 |
Печатные платы с ИМС и высо- |
Фольгированный |
Единич- |
|
|
|
кой плотностью монтажа (3 и 4-я |
стеклотекстолит |
ное и мел- |
||
|
группы сложности) |
с толщиной |
косерий- |
||
|
|
фольги 20–35 |
ное |
||
|
|
мкм |
|
|
|
4,5 |
Печатные платы с БИС, СБИС, |
Термостойкие |
Единич- |
|
|
|
ИМС и высокой плотностью |
травящиеся ди- |
ное и мел- |
||
|
монтажа (5-я группа сложности) |
электрики со |
косерий- |
||
|
|
сверхтонкой |
ное |
||
|
|
фольгой |
|
|
|
1-й и 2-й классы точности характеризуют простоту, надежность, малую стоимость, а 4-й и 5-й классы – использование высококачественных материалов, спецоснастки и дорогого оборудования.
Класс точности определяет в первую очередь минимально допустимые геометрические размеры элементов ПП (табл. 1.5), обозначенные на рис. 1.2, рис. 1.3, рис. 1.4.
Таблица 1.5
Влияние класса точности на параметры ПП
Минимально допустимые геометри- |
Класс точности |
|
|
|
|
|
|
ческие параметры печатных плат |
|
|
|
|
|
||
|
1 |
2 |
|
3 |
4 |
5 |
|
Ширина проводника t, мм |
0,75 |
0,45 |
|
0,25 |
0,15 |
0,10 |
|
Расстояние между проводниками |
0,75 |
|
0 |
0,25 |
0,15 |
0,10 |
|
S, мм |
|
,45 |
|
|
|
|
|
Ширина гарантийного пояска b, |
0,30 |
0,20 |
|
0,10 |
0,05 |
0,02 |
|
мм |
|
|
|
|
|
5 |
|
Относительная толщина платы J, |
0,40 |
0,40 |
|
0,33 |
0,25 |
0,20 |
|
мм |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Автоматизация проектирования РЭС. Топологическое проектирование печатных плат. Учебное пособие |
-28- |
|
|||||
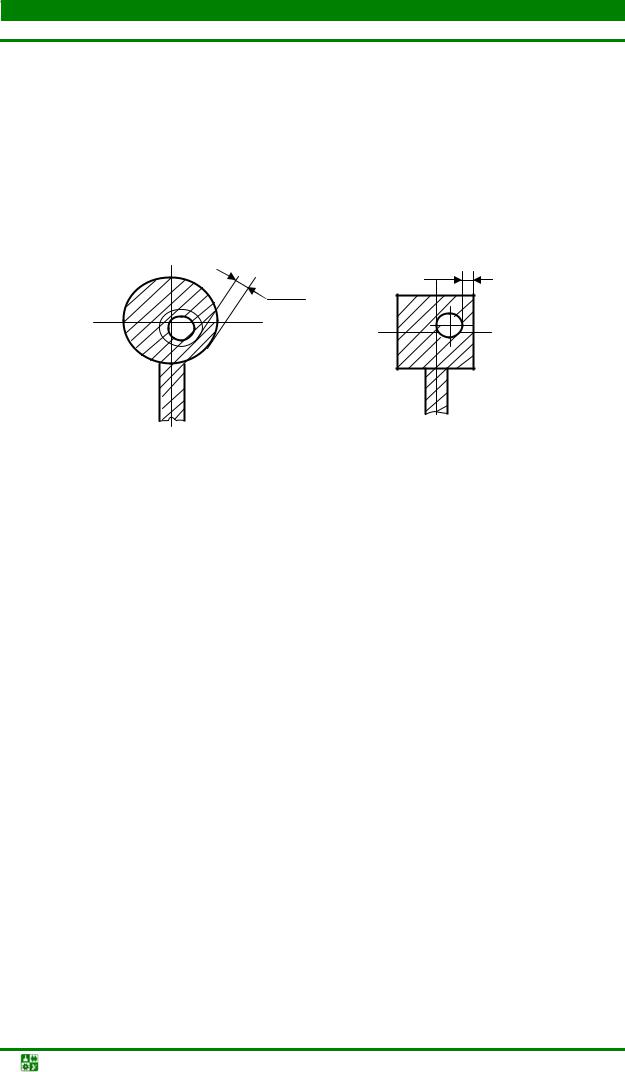
1.ОСНОВНЫЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ ПЕЧАТНОГО МОНТАЖА
1.5.Выбор класса точности и шага координатной сетки
Ширина печатного проводника t – поперечный размер проводника на любом участке в плоскости основания.
Расстояние между проводниками S – расстояние между краями сосед-
них проводников на одном слое ПП.
Ширина гарантийного пояска b – расстояние между краем монтажного отверстия и краем контактной площадки (рис. 1.8).
Относительная толщина ПП J – отношение минимального диаметра металлизированного отверстия к толщине платы. Толщина платы определяется толщиной материала основания с учетом толщины фольги.
b
b
a |
б |
Рис. 1.8. Гарантийный поясок: а – металлизированное отверстие; б – неметаллизированное отверстие
Первоначально выбранный класс точности при дальнейшей разработке может быть изменен, поскольку конструирование есть итерационный процесс синтеза через анализ.
Кроме параметров печатных плат, указанных в табл. 1.5, класс точности влияет на позиционные допуски расположения осей монтажных и переходных отверстий (табл. 1.15), позиционные допуски расположения контактных площадок (табл. 1.16) и проводников (табл. 1.17). Таким образом, он определяет ограничения на элементы печатных плат, накладываемые существующими технологическими процессами.
1.5.2. Выборшагакоординатнойсетки
Координатная сетка вводится для задания координат центров монтажных и переходных отверстий, контактных площадок и других элементов печатного рисунка на поверхности ПП и является самым удобным способом для указанных целей. Альтернативные способы приведены в ГОСТ 2.417–78.
Шаг координатной сетки – это расстояние между линиями координатной сетки и его значения (для прямоугольных координат) определены ГОСТ 10317–79 ″Платы печатные. Основные размеры″: 2,5; 1,25; 0,625 и 0,5 мм. Шаг 2,5 мм является основным, а 0,5 мм применять не рекомендуется. При выборе шага сетки руководствуются следующими соображениями.
Для классов точности 1 и 2, при низкой плотности монтажа, выбирают шаг 2,5 мм.
Автоматизация проектирования РЭС. Топологическое проектирование печатных плат. Учебное пособие |
-29- |

1.ОСНОВНЫЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ ПЕЧАТНОГО МОНТАЖА
1.5.Выбор класса точности и шага координатной сетки
Шаг 1,25 мм применяют в том случае, если на плату устанавливают многовыводные элементы с шагом расположения выводов 1,25 мм, так как все монтажные отверстия должны попадать в узлы координатной сетки.
При использовании многовыводных элементов (количество выводов по одной стороне более 24) зарубежного производства необходимо применять не метрическую, а дюймовую систему задания шага в САПРах ПП для обеспечения условий сборки ПУ.
Применяемое технологическое оборудование для автоматизированного производства ПП тоже накладывает свои ограничения, так как большинство из них имеет дискретность установки шага 0,25 мм.
1.6. Выбор типа ПП, ее габаритов и материалаоснования
1.6.1. ВыбортипаПП
При проектировании печатного монтажа разработчик должен стремиться к минимизации стоимости ПП и, соответственно, числа проводящих слоев (стоимость двухсторонней печатной платы с металлизацией отверстий примерно в два раза больше стоимости односторонней, см. рис. 1.2). При этом решение ряда топологических задач проводится введением навесных перемычек (объемных проводников). Например, 80–90 % бытовой аудиовидеотехники ведущих зарубежных производителей (SONI, PANASONIC, LG и т. д.) выполняется на односторонних печатных платах. Для повышения надежности в критичных местах (места частых перепаек, подключения внешних проводников) устанавливаются металлические заклепки.
Количество перемычек обычно не превышает 5 % от числа печатных проводников. При автоматизированной сборке ПУ количество перемычек не должно быть более 3–4-х на 100 см2 площади ПП.
Таким образом, при отсутствии специальных требований, например, по увеличению надежности, первоначально желательно выбирать одностороннюю плату.
1.6.2. Выборматериалаоснования
Материал основания ПП (табл. 1.6) выбирается исходя из: электрических характеристик (частотный диапазон, пробивное напря-
жение и т. д.); климатических воздействий (температура и влажность);
стойкости к механическим воздействиям (прочность, жесткость, ударная вязкость и т. д.);
типа печатной платы (количество слоев) и способа ее изготовления. Материалы печатных плат выбирают по ГОСТ 10316–78 и
ОСТ 4.010.022–85.
В табл. 1.6, табл. 1.7, табл. 1.8 приведены данные, позволяющие определить необходимый материал основания, исходя из требований, предъявленных к ПП.
Автоматизация проектирования РЭС. Топологическое проектирование печатных плат. Учебное пособие |
-30- |
1.ОСНОВНЫЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ ПЕЧАТНОГО МОНТАЖА
1.6.Выбор типа ПП, ее габаритов и материала основания
|
|
|
Таблица 1.6 |
|
Назначение материалов оснований ПП |
||
|
|
|
|
Наименова- |
Марка |
Тип |
Назначение |
ние |
|
платы |
|
1 |
2 |
3 |
4 |
Гетинакс фоль- |
ГФ-1- |
ОПП, |
Для печатных плат, работающих в |
гированный |
ГФ-2- |
ДПП |
диапазоне частот до 1 МГц и в негер- |
ГОСТ 10316–78 |
|
|
метичных РЭС. Толщина фольги 35 и |
|
|
|
50 мкм |
Стеклотекстолит |
СФ-1- |
ОПП, |
Для печатных плат, работающих в |
фольгированный |
СФ-2- |
ДПП |
диапазоне частот до 1 МГц. Толщина |
ГОСТ 10316–78 |
|
|
фольги 35 и 50 мкм |
Стеклотекстолит |
СФ-1Н- |
ОПП, |
Для термостойких печатных плат, ра- |
нагревостойкий |
СФ-2Н- |
ДПП |
ботающих в диапазоне частот до 1 |
ГОСТ 10316–78 |
|
|
МГц. Нагревостойкость: плюс 180 ºС в |
|
|
|
течение 100 часов |
Стеклотекстолит |
СФ-1-35Г- |
ОПП, |
Для печатных плат изготавливаемых |
гальваностойкий |
СФ-2-35Г- |
ДПП |
сеточным и офсетным способами и ра- |
ГОСТ 10316–78 |
СФ-1-50Г- |
|
ботающих в диапазоне частот до 1 |
|
СФ-2-50Г- |
|
МГц |
Стеклотекстолит по- |
СФПН-1-50 |
ОПП, |
Для термостойких печатных плат, ра- |
вышенной нагрево- |
СФПН-2-50 |
ДПП |
ботающих в диапазоне частот до |
стойкости |
|
|
1 МГц. Нагревостойкость: плюс 200 ºС |
ТУ 16-503.091–71 |
|
|
в течение 50 часов |
Материал для полу- |
СТПА-5-1, |
ОПП, |
Для печатных плат, работающих в |
аддитивной техноло- |
СТПА-5-2 |
ДПП |
диапазоне частот до 1 МГц |
гии (слофадит) |
|
|
|
ТУ 6-19.136–79 |
|
|
|
Лавсан фольгиро- |
ЛФ-1-35 |
ГПП |
Для гибких печатных плат, работаю- |
ванный |
ЛФ-1-50 |
|
щих в диапазоне частот до 1 МГц |
Стеклотекстолит |
ФТС-1-18-А,Б |
МПП, |
Для многослойных печатных плат, из- |
фольгированный |
ФТС-1-18-А,Б |
ГПП |
готовленных методом металлизации |
травящийся одно- и |
ФТС-2-18-А,Б |
|
сквозных отверстий и работающих в |
двухсторонний |
ФТС-2-18-А,Б |
|
диапазоне частот до 1 МГц |
ТУ 16-503.154–75 |
|
|
|
|
|
|
|
Гибкий фольгиро- |
ФДЛ-1 |
ГПП, |
Для печатных плат, работающих в |
ванный диэлектрик |
|
ГПК |
диапазоне частот до 1 МГц |
ТУ 61 У0.029.409 |
|
|
|
Диэлектрик фольги- |
ФДН-1 |
ОПП, |
Для печатных узлов с креплением эле- |
рованный никелем |
ФДН-2 |
ДПП |
ментов сваркой и работающих в диа- |
одно- и двухсторон- |
|
|
пазоне частот до 1 МГц |
ний |
|
|
|
ТУ ИЖ 68–71 |
|
|
|
|
|
|
|
Диэлектрик фольги- |
ФДМ-1А |
МПП |
Для печатных плат, работающих в |
рованный тонкий |
ФДМ-1Б |
ГПП |
диапазоне частот до 1 МГц |
одно- и двухсторон- |
ФДМ-2А |
|
|
ний гибкий |
ФДМ-2Б |
|
|
ТУ ИЖ 51–66 |
|
|
|
|
|
|
|
Автоматизация проектирования РЭС. Топологическое проектирование печатных плат. Учебное пособие |
-31- |
1.ОСНОВНЫЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ ПЕЧАТНОГО МОНТАЖА
1.6.Выбор типа ПП, ее габаритов и материала основания
|
|
|
|
|
|
|
|
|
Окончание табл. 1.6 |
|||
|
|
1 |
|
2 |
|
3 |
|
4 |
|
|
|
|
|
Диэлектрик фольгиро- |
ФДМЭ-1А |
|
МПП |
Для печатных плат, работающих в |
|||||||
|
ванный тонкий для |
ФДМЭ-1Б |
|
ГПП |
диапазоне частот до 1 МГц |
|
|
|||||
|
микроэлектроники ТУ |
ФДМЭ-2А |
|
|
|
|
|
|
|
|||
|
ИЖ 54–67 |
|
ФДМЭ-2Б |
|
|
Для гибких печатных плат, работаю- |
||||||
|
Полиамид фольгиро- |
ПФ-1-35 |
|
ГПП |
||||||||
|
ванный |
|
ПФ-2-35 |
|
|
щих в диапазоне частот до 1 МГц |
||||||
|
Фольгированный ари- |
ФА-4 |
|
ОПП, |
Для печатных плат, работающих в |
|||||||
|
локс ТУ 6/2–71 |
|
|
|
|
ДПП, |
диапазоне частот до 10 ГГц |
|
|
|||
|
|
|
|
|
|
|
МПЛ |
Для печатных плат, работающих в |
||||
|
Фольгированный арми- |
ФАФ-4 |
|
ОПП, |
||||||||
|
рованный фторопласт-4 |
|
|
|
|
ДПП, |
диапазоне частот до 10 ГГц, и при |
|||||
|
|
|
|
|
|
|
МПЛ |
повышенных требованиях к механи- |
||||
|
|
|
|
|
|
|
|
ческим характеристикам |
|
|
||
|
Фольгированный |
ФФ-4 |
|
ОПП, |
Для печатных плат, работающих в |
|||||||
|
фторопласт-4 |
|
|
|
|
ДПП, |
диапазоне частот до 10 ГГц. Не |
|||||
|
ТУ 6-05-1414–71 |
|
|
|
|
МПЛ |
гигроскопичен, но менее механиче- |
|||||
|
|
|
|
|
|
|
|
ски прочен, чем ФАФ-4 |
|
|
||
|
Фольгированный |
|
|
ФМ- |
|
МПЛ |
Для печатных плат, работающих в |
|||||
|
микапол |
|
|
2В |
|
|
диапазоне частот до 1 ГГц |
|
|
|||
|
МРТУ 16-503.097–69 |
ФМ-2Б |
|
|
|
|
|
|
|
|||
|
|
|
ФМ-2А |
|
|
Для изоляции элементов от провод- |
||||||
|
Стеклоткань |
СП-2 |
|
МПЛ, |
||||||||
|
прокладочная |
СП-1 |
|
ОПП, |
ников и печатных плат, работающих |
|||||||
|
ТУ16-503.097–69 |
|
|
|
|
ДПП |
в диапазоне частот до 1 ГГц |
|
|
|||
|
Стеклоткань травя- |
СП-0,25 |
|
МПП |
Для печатных плат, работающих в |
|||||||
|
щаяся прокладочная |
СП-3 |
|
|
диапазоне частот до 1 МГц |
|
|
|||||
|
ТУ16-503.035–75 |
|
|
|
|
|
Для печатных плат, работающих в |
|||||
|
Огнеупорный стекло- |
FR-4 |
|
ОПП, |
||||||||
|
текстолит |
|
|
|
|
|
ДПП, |
диапазоне частот до 1 МГц |
|
|
||
|
|
|
|
|
|
|
МПП |
Для гибких печатных плат, работаю- |
||||
|
Гибкий фольгирован- |
Bendflex |
|
ГПП |
||||||||
|
ный диэлектрик |
|
|
|
|
|
щих в диапазоне частот до 1 МГц |
|||||
|
|
|
|
|
|
|
|
|
Таблица 1.7 |
|||
|
|
Электрофизические параметры материалов печатных плат |
|
|
||||||||
|
|
|
|
|
|
|
Рабочие параметры |
|
|
|||
|
Наименование |
|
|
|
|
|
|
|||||
|
Час- |
|
Диэлектриче- |
Тангенс |
Удельное сопротивление |
|||||||
|
материала, |
|
ская прони- |
угла |
изоляции |
|||||||
|
марка материала |
тота, |
|
цаемость, |
потерь, |
|
|
|
|
|||
|
|
поверхностное, |
|
объем- |
||||||||
|
Гц |
|
|
|||||||||
|
|
|
|
отн. ед. |
отн. ед. |
Ом/квадрат |
|
ное, Ом·м |
||||
|
|
|
|
|
|
|||||||
|
|
1 |
2 |
|
|
3 |
4 |
5 |
|
6 |
|
|
|
Гетинакс |
фольгирован- |
106 |
|
5,5–7,0 |
0,038 |
109 |
|
1010 |
|
||
|
ный ГФ |
|
|
|
|
|
|
|
1010 |
|
|
|
|
Стеклотекстолит фоль- |
106 |
|
5,5–6,0 |
0,025 |
|
1011 |
|
||||
|
гированный СФ |
|
|
|
|
|
|
– |
|
|
|
|
|
Огнеупорный стеклокте- |
106 |
|
4,5–5,4 |
– |
|
– |
|||||
|
столит FR-4 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Автоматизация проектирования РЭС. Топологическое проектирование печатных плат. Учебное пособие |
-32- |
|
||||||||
1.ОСНОВНЫЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ ПЕЧАТНОГО МОНТАЖА
1.6.Выбор типа ПП, ее габаритов и материала основания
|
|
|
|
|
|
|
|
1013 |
|
|
|
|
|
Лавсан фольгированный |
|
106 |
3,1 |
|
|
– |
|
– |
|
||||
ЛФ-1-35, ЛФ-1-50 |
|
|
|
|
|
|
|
Окончание |
|
|
|
||
|
|
|
|
|
|
|
|
|
|
табл. 1.7 |
|
||
1 |
|
|
2 |
3 |
|
|
4 |
|
5 |
|
6 |
|
|
Фольгированный |
|
1010 |
2,6 |
|
|
0,0006 |
|
– |
|
|
1014 |
|
|
арилокс ФА-4, ФА-6 |
|
|
|
|
|
|
|
|
|
|
|
|
|
Диэлектрик |
фольгиро- |
|
|
|
|
|
|
|
|
|
|
|
|
ванный тонкий: |
|
106 |
|
|
|
|
|
1012 |
|
|
1010 |
|
|
односторонний ФДМ-1; |
|
4,8-5,0 |
|
0,03 |
|
|
|
||||||
двусторонний ФДМ-2; |
|
106 |
4,8-5,0 |
|
0,03 |
|
1012 |
|
1010 |
|
|||
гибкий ФДМЭ-1 |
|
106 |
4,0-6,0 |
|
0,03 |
|
1012 |
|
1011 |
|
|||
Слофадит |
|
|
106 |
– |
|
– |
|
– |
|
|
– |
|
|
Гибкий фольгированный |
|
1010 |
4,0 |
|
|
– |
|
1014 |
|
|
1013 |
|
|
диэлектрик ФДЛ-1 |
|
|
|
|
|
|
|
1013 |
|
|
|
|
|
Фольгированный |
|
1010 |
2,6 |
|
|
– |
|
|
|
– |
|
||
фторопласт ФФ-4 |
|
|
|
|
|
|
|
5 ·1014 |
|
|
|
|
|
Фольгированный |
|
1010 |
2,5 |
|
|
0,0016 |
|
|
|
1013 |
|
||
фторопласт |
армирован- |
|
|
|
|
|
|
|
|
|
|
|
|
ный ФАФ-4 |
|
|
|
|
|
|
|
|
1014 |
|
|
|
|
Фольгированный мека- |
|
1010 |
2,3 |
|
|
0,0016 |
|
|
|
1012 |
|
||
пол ФМ-2А...-2В |
|
|
|
|
|
|
|
– |
|
|
|
|
|
Стеклоткань |
прокладоч- |
|
106 |
– |
|
– |
|
|
|
– |
|
||
ная СП-1, СП-2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Эксплуатационные параметры материалов печатных плат |
Таблица 1.8 |
|
||||||||||
|
|
|
|
|
|||||||||
|
|
|
|
Толщина |
|
||||||||
Наименование материала, |
|
Параметры воздействий |
|
||||||||||
марка материала |
Диапазон тем- |
|
Отн.влажность,%, |
материала, |
|
|
металли- |
|
|||||
|
|
|
ператур, °С |
|
притемпературе,°С |
мм |
|
|
зации, |
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
мкм |
|
1 |
|
|
2 |
|
3 |
|
4 |
|
|
5 |
|
||
Гетинакс фольгирован- |
От –60 до +90 |
|
45-75 при 40 |
1,0-3,0 |
|
|
35, 50 |
|
|||||
ный ГФ |
|
|
|
|
|
|
|
|
|
|
|
|
|
Стеклотекстолит фольги- |
От –60 до +105 |
|
|
98 при 40 |
0,5-3,0 |
|
|
35, 50 |
|
||||
рованный СФ |
|
|
|
|
|
|
|
|
|
|
|
||
Огнеупорнный стеклотек- |
От –60 до +135 |
|
|
98 при 40 |
0,78; 1,56; |
|
|
до 50 |
|
||||
столит FR-4 |
|
|
|
|
|
|
|
|
2,33; 3,13 |
|
|
|
|
Диэлектрик фольгирован- |
|
|
|
|
|
|
|
|
|
|
|
||
ный тонкий: |
|
|
|
|
|
|
|
|
|
|
|
|
|
односторонний ФДМ-1; |
|
– |
|
|
– |
0,2 |
|
18, 35 |
|
||||
двухсторонний ФДМ-2; |
|
– |
|
|
– |
0,25 |
|
18, 35 |
|
||||
гибкий ФДМЭ-1 |
|
– |
|
|
– |
0,1–0,2 |
|
18, 35 |
|
||||
Стеклотекстолит фольги- |
|
|
|
|
|
|
|
|
|
|
|
||
рованный травящийся од- |
|
|
|
|
|
|
|
|
|
|
|
||
носторонний: |
|
|
|
|
|
|
|
|
|
|
|
|
|
ФТС-1-18-А,Б; |
От –60 до +150 |
|
|
– |
0,08;0,15 |
|
18 |
|
|||||
ФТС-1-35-А,Б |
От –60 до +150 |
|
|
– |
0,5 |
|
35 |
|
|||||
и двухсторонний: |
|
|
|
|
|
|
|
|
|
|
|
||
ФТС-2-18-А,Б; |
От –60 до +150 |
|
|
– |
0,08;0,15 |
|
18 |
|
|||||
ФТС-2-35-А,Б |
От –60 до +150 |
|
|
– |
0,5 |
|
35 |
|
|||||
Автоматизация проектирования РЭС. Топологическое проектирование печатных плат. Учебное пособие |
-33- |
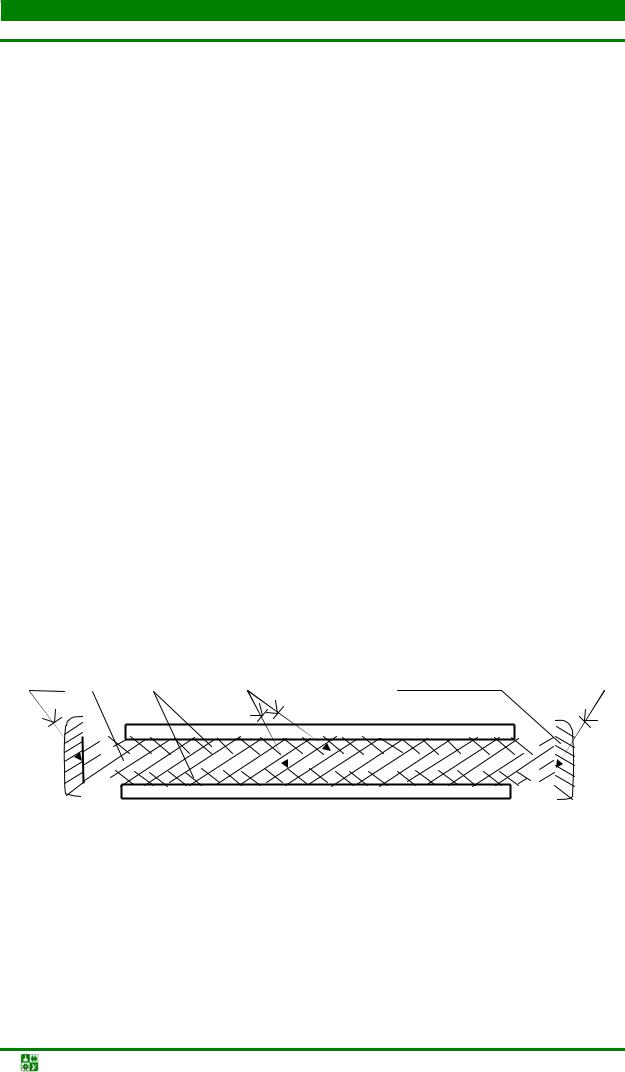
1.ОСНОВНЫЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ ПЕЧАТНОГО МОНТАЖА
1.6.Выбор типа ПП, ее габаритов и материала основания
Слофадит СТПА-5-1 |
От –60 до +150 |
– |
0,1-3,0 |
5 |
Фольгированный арилокс |
От –60 до +150 |
– |
0,5-3,0 |
35 |
ФА-4, ФА-6 |
|
|
|
|
|
|
|
Окончание |
табл.1.8 |
1 |
2 |
3 |
4 |
5 |
Фольгированный фторо- |
От 60 до .+250 |
– |
1,5-3,0 |
35 |
пласт ФФ-4 |
|
|
|
|
Фольгированный фторо- |
От 60 до .+250 |
– |
1,0-3,0 |
35 |
пласт армированный |
|
|
|
|
ФАФ-4 |
|
|
|
|
Фольгированный мекапол |
От 60 до .+80 |
– |
1,5; 2,0 |
35 |
МФ-2А;, МФ-2В |
|
|
|
|
Гибкий фольгированный |
От 60 до .+125 |
– |
0,045- 0,08 |
20, 35 |
диэлектрик ФДЛ-1 |
|
|
|
|
Стеклоткань прокладоч- |
От 60 до .+100 |
98 при 40 |
0,025, 0,06 |
Без ме- |
ная СП-1, СП-2 |
|
|
|
таллиза- |
|
|
|
|
ции |
Для оснований обычно используют изоляционные материалы типа фольгированных пластмасс. Наибольшее распространение в производстве ПП получили фольгированный гетинакс марок ГФ-1 (фольгированный с одной стороны), ГФ-2 (фольгированный с двух сторон) и фольгированный стеклотекстолит марок СФ-1 (фольгированный с одной стороны), СФ-2 (фольгированный с двух сторон).
Выбор металлического основания оправдан при необходимости уменьшения (в 3–4 раза) теплового сопротивления платы. Металлическое основание представляет собой лист металла толщиной 0,5 мм с полимерной пленкой толщиной 0,15 мм, накатанной с двух сторон листа.
Улучшенными тепловыми характеристиками обладает и конструкция печатного узла, представленного на рис. 1.9. Такие конструкции целесообразно применять при кондуктивных способах отвода тепла и больших механических нагрузках (например, бортовая и космическая РЭС).
3 |
|
|
1 |
2 |
3 |
Стенка блока |
3 |
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Рис. 1.9. Конструкция печатной платы с кондуктивным отводом тепла: 1– металлическое основание (алюминиевый сплав): 2 – печатные платы с элементами, установленными по планарной технологии; 3 – клеевые соединения
Кроме материала основания на такие свойства ПП, как жесткость и теплопроводность, оказывает влияние и его толщина. Установлен следующий размерный ряд значений толщины оснований ПП (в мм) – как гибких, так и жестких:
Автоматизация проектирования РЭС. Топологическое проектирование печатных плат. Учебное пособие |
-34- |

1.ОСНОВНЫЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ ПЕЧАТНОГО МОНТАЖА
1.6.Выбор типа ПП, ее габаритов и материала основания
0,1 |
0,2 |
0,4 |
0,8 |
1,0 |
1,5 |
2,0 |
3,0 |
|
Гибкие |
|
|
Жесткие |
|
|
|
Наибольшее распространение в применении получили толщины 1,0 и 1,5 мм. Толщина 1,0 мм обычно используется для плат с габаритами сторон не более 100 мм.
1.6.3. ВыборгабаритовПП
Габариты и конфигурация печатной платы задаются в ЧТЗ одним из
следующих способов: |
|
|
|
1. |
Жестко – указанием всех необходимых размеров, |
определяемых |
|
конфигурацией платы. |
|
|
|
2. |
Ориентировочно – указанием |
размеров других |
плат изделия с |
целью их унификации; |
|
|
|
3.Ориентировочно – указанием площади платы;
4.Ориентировочно – указанием площади платы и соотношения
сторон.
По конфигурации наиболее предпочтительна прямоугольная форма ПП, круглая и другие формы должны применяться только в технически обоснованных случаях.
Независимо от способа задания габаритов предварительно определяется необходимая площадь печатной платы. Однако если для первого способа этим должна быть подтверждена возможность реализации печатного монтажа на заданной площади ПП, то для остальных нахождение площади, занимаемой ЭРЭ, – основание для выбора численных значений габаритных размеров.
Площадь, занимаемая ЭРЭ (Sэрэ), вычисляется как сумма установочных площадей ЭРЭ Si, определенных при анализе ЧТЗ (разд. 1.4). Расчетная площадь печатной платы Sр, необходимая для расположения n-го количества ЭРЭ (рабочая или монтажная зона), определяется как
Sр = (∑ Si) /kз, |
(1.2) |
где kз 0,6–0,7 – коэффициент заполнения по площади.
Установочной площадью называют контур площадки, занимаемой на ПП i-м навесным элементом. На (рис.1.10) условно представлены возможные зоны, влияющие на величину Si. В зону коммутации помимо выводов электрорадиоэлемента входят и контактные площадки, необходимые для обеспечения электрического контактирования.
Автоматизация проектирования РЭС. Топологическое проектирование печатных плат. Учебное пособие |
-35- |
1.ОСНОВНЫЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ ПЕЧАТНОГО МОНТАЖА
1.6.Выбор типа ПП, ее габаритов и материала основания
Площадь, определяемая физическим объемом ЭРЭ без учета зон
Границы тепловой зоны Границы зоны коммутации Границы зоны под автоматизированную сборку Границы зоны электромагнитного влияния
Рис. 1.10. Возможные зоны, учитываемые в процессе определения установочных площадей (границы зон показаны условно)
Зона для возможности применения автоматизированной сборки определяется применяемым инструментом. Границы тепловой зоны и зоны электромагнитного влияния вычисляются при анализе теплового режима и электромагнитной совместимости (блоки 5, 7, рис 1.6) и учитываются, как правило при окончательном размещении ЭРЭ (блок 11, рис. 1.6).
Площадь ПП состоит из рабочей (монтажной) зоны и зоны краевого поля [26], предусматриваемого для вспомогательных целей (размещения разъемов, крепежных отверстий, зон для направляющих элементов и т. п.) (рис. 1.11).
Ширина краевого поля есть расстояние от края ПП до первого ряда посадочных мест (рис. 1.11). Она состоит из четырех зон:
x1 – ширина краевого поля по оси Х (как правило, одинакова слева и справа), которая определяется направляющими элементами конструкции, конструкцией выводов устанавливаемых на ПП ЭРЭ, крепежными изделиями и т. д.;
у1 – ширина краевого поля нижней кромки ПП, предназначенного для установки соединителя. Размер краевого поля у1 зависит от типа выбранного соединителя (табл. 1.9) [19];
у2 – ширина краевого поля на верхней кромке ПП, где размещаются: лицевая панель для модулей кассетной конструкции (рис. 1.13) и контрольные гнезда.
Автоматизация проектирования РЭС. Топологическое проектирование печатных плат. Учебное пособие |
-36- |
1. ОСНОВНЫЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ ПЕЧАТНОГО МОНТАЖА
1.6. Выбор типа ПП, ее габаритов и материала основания
2 |
|
|
y |
|
|
y |
|
|
l |
|
|
Y |
|
|
x1 |
lx |
x1 |
1 |
|
|
y |
|
|
Монтажная зона
X
Рис. 1.11. Расположение компоновочных зон на ПП
Для штыревых выводов величину x принимают равной 5 мм, для планарных – 2,5 мм. Величина у2 при отсутствии контрольных гнезд равна 2,5 мм, а при их наличии – 12,5 мм. При установке лицевых панелей у2 увеличивается примерно на 5–10 мм и зависит от конкретного конструктивного исполнения.
В последнее время с применением малогабаритных соединителей типа СНП 10 и плоских кабелей для ряда радиотехнических изделий (бытовая радиоаппаратура, персональные ЭВМ, электронные телефонные аппараты и т. п.) внешнее соединение может производиться через разъемы, установленные в монтажной зоне (рис.1.12). Однако распайка одиночных проводников и жгутов на ПП должна производиться только в зонах краевого поля.
Автоматизация проектирования РЭС. Топологическое проектирование печатных плат. Учебное пособие |
-37- |
1. ОСНОВНЫЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ ПЕЧАТНОГО МОНТАЖА
1.6. Выбор типа ПП, ее габаритов и материала основания
а
б
Рис. 1.12. Расположение разъемов по всей площади ПП
Автоматизация проектирования РЭС. Топологическое проектирование печатных плат. Учебное пособие |
-38- |

1.ОСНОВНЫЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ ПЕЧАТНОГО МОНТАЖА
1.6.Выбор типа ПП, ее габаритов и материала основания
Таблица 1.9
Зависимость размера краевого поля y1 от типа соединителя
Тип |
Число контактов |
Ответная часть на |
Паяный шов |
у1, мм |
соединителя |
ПП |
|||
1 |
2 |
3 |
4 |
5 |
|
|
|
|
|
|
|
|
|
|
ГРППЗ |
14; 36; 46; 58 |
Вилка |
В отверстии |
17,5 |
ГРППЗ |
24; |
Вилка |
Внахлест |
15 |
ГРПМ1-ШУ |
31; 45; 51; 90 |
Вилка или розетка |
В отверстии |
22,5 |
ГРПМ1-ШУ |
122 |
Вилка или розетка |
В отверстии |
25 |
ГРПМ1-ГУ |
25 |
Вилка или розетка |
В отверстии |
25 |
ГРПМ9-Н |
25 |
Вилка |
Внахлест |
17,5 |
РППМ |
40 |
Вилка |
В отверстии |
30,0 |
РППМ2 |
142 |
Вилка |
Внахлест |
22,5 |
РППМ26 |
17; 72 |
Вилка |
Внахлест |
17,5 |
СНП34 |
135 |
Розетка |
В отверстии |
15,0 |
СНП58 |
16; 32; 48; 64; 96 |
Вилка |
В отверстии |
17,0 |
СНП59 |
16; 32; 48; 64 |
Вилка |
В отверстии |
18,5 |
Кабель гибкий |
- |
- |
В отверстии |
25,0 |
печатный |
|
|
или внахлест |
|
Жгут объемный |
- |
- |
В отверстии |
35,0 |
Монтажная зона, предназначенная для размещения ЭРЭ, определяется при установке однотипных микросхем, не только их установочными площадями, но и шагом установки (рис. 1.11, табл. 1.10) [26].
|
|
Шаги установки микросхем в зависимости от среднего |
Таблица 1.10 |
||||
|
|
|
|
|
|||
|
|
числа задействованных выводов |
|
|
|
||
|
|
|
Шаг установки микросхем по осям, мм |
||||
|
Корпус по |
Среднее число задейство- |
|||||
|
ГОСТ 17467– |
ванных выводов в одной |
(рис.1.11) |
|
|
|
|
79 |
МС, не более |
lx |
|
ly |
|
|
|
1 |
2 |
3 |
|
4 |
|
|
|
1203.14–5 |
8 |
22,5 |
|
15,0 |
|
|
|
|
|
9 |
22,5 |
|
17,5 |
|
|
|
|
11 |
25,0 |
|
17,5 |
|
|
|
|
12 |
25,0 |
|
20,0 |
|
|
|
|
14 |
27,5 |
|
22,5 |
|
|
1206.14–5 |
8 |
22,5 |
|
25,0 |
|
|
|
|
|
10 |
25,0 |
|
25,0 |
|
|
|
|
12 |
27,5 |
|
25,0 |
|
|
|
|
14 |
29,0 |
|
25,0 |
|
|
1207.14–5 |
8 |
22,5 |
|
32,5 |
|
|
|
|
|
10 |
25,0 |
|
35,0 |
|
|
|
|
12 |
27,5 |
|
37,5 |
|
|
|
|
14 |
29,0 |
|
39,0 |
|
|
1211.28–5 |
13 |
42,5 |
|
32,5 |
|
|
|
|
|
20 |
47,5 |
|
32,5 |
|
|
|
|
22 |
50,0 |
|
32,5 |
|
|
|
|
24 |
52,5 |
|
32,5 |
|
|
|
|
26 |
55,0 |
|
32,5 |
|
|
|
|
|
|
|
|
|
|
|
Автоматизация проектирования РЭС. Топологическое проектирование печатных плат. Учебное пособие |
-39- |
|
||||

1. ОСНОВНЫЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ ПЕЧАТНОГО МОНТАЖА
1.6. Выбор типа ПП, ее габаритов и материала основания
|
|
28 |
57,5 |
32,5 |
|
|
|
|
Окончание табл. 1.10 |
|
1 |
2 |
3 |
4 |
|
1202.14–5 |
8 |
22,5 |
12,5 |
|
|
9 |
22,5 |
15,0 |
|
|
11 |
25,0 |
15,0 |
|
|
12 |
25,0 |
17,5 |
|
|
14 |
27,5 |
17,5 |
|
1230.24–5 |
18 |
45,5 |
22,5 |
|
|
20 |
45,5 |
22,5 |
|
|
22 |
47,5 |
25,0 |
|
|
24 |
50,0 |
25,0 |
|
1207.48–5 |
30 |
50,0 |
40,0 |
|
|
32 |
52,5 |
40,0 |
|
|
34 |
55,0 |
40,0 |
|
|
36 |
57,5 |
40,0 |
|
|
38 |
60,0 |
40,0 |
|
|
40 |
62,5 |
40,0 |
|
|
42 |
65,0 |
42,5 |
|
|
44 |
67,5 |
45,0 |
|
|
46 |
70,0 |
45,0 |
|
|
48 |
70,0 |
47,5 |
|
3101.8–5 |
8 |
12,5 |
12,5 |
|
3103.12–5 |
10 |
15,0 |
17,5 |
|
|
12 |
17,5 |
17,5 |
|
4105.14–5 |
10 |
12,5 |
15,0 |
|
|
11 |
12,5 |
17,5 |
|
|
12 |
15,0 |
17,5 |
|
|
14 |
15,0 |
20,0 |
|
4106.16–5 |
14 |
12,5 |
20,0 |
|
|
16 |
17,5 |
20,0 |
|
4138.42–5 |
42 |
40,0 |
37,5 |
При вычислении габаритов ПП необходимо учитывать и то, что от края платы до центра крепежного отверстия должно быть не менее 5 мм. Кроме того, крепёжные изделия (шайбы, гайки и т. п.) или их элементы (головки винтов, болтов и т. д.) не должны выступать за габариты печатной платы.
Если конфигурация и габариты платы не определены жестко базовой несущей конструкцией (например, «База-1», «База-2», «База-3», «База-4», Ев-
ромеханика и т. д.), то полученные численные значения размеров длины |
и |
||||||||
ширины |
ПП следует |
выбирать |
в соответствии |
с ОСТ |
4.010.020–83 |
||||
(табл. 1.11). |
|
|
|
|
Таблица 1.11 |
||||
|
|
|
|
|
|
|
|
||
|
|
|
Линейные размеры ОПП, ДПП, МПП на жестком основании |
|
|||||
|
|
|
|
|
|
|
|
|
|
|
Размеры сторон печатных плат, мм |
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
Ширина |
|
Длина |
Ширина |
|
Длина |
Ширина |
Длина |
|
|
1 |
|
2 |
3 |
|
4 |
5 |
6 |
|
|
22,5 |
|
60 |
70 |
|
(70); (90); 110; 120; |
120 |
140; (160); |
|
|
|
|
|
|
|
(140); 150 |
|
180; 200; 220; |
|
|
|
|
|
|
|
|
|
240; 280 |
|
|
30 |
|
40; 55; 60; (90) |
75 |
|
170 |
130 |
150; 170; 200; |
|
|
|
|
|
|
|
|
|
|
|
|
Автоматизация проектирования РЭС. Топологическое проектирование печатных плат. Учебное пособие |
-40- |
|||||||
1. ОСНОВНЫЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ ПЕЧАТНОГО МОНТАЖА
1.6. Выбор типа ПП, ее габаритов и материала основания
|
|
|
|
|
|
300 |
|
|
|
|
|
Окончание табл. 1.11 |
|
1 |
2 |
3 |
4 |
5 |
|
6 |
35 |
100 |
80 |
80; 90; 100; (110); |
140 |
|
(140); 150; |
|
|
|
(120); 140; 160; 200; |
|
|
220; 240; 280 |
|
|
|
240 |
|
|
|
40 |
(40); 50; 60; |
85 |
150 |
150 |
|
170; (180); |
|
(80); 100; (120) |
|
|
|
|
200; 240; 280 |
50 |
(50); 60; (70); |
90 |
(90); 100; 110; 120; |
160 |
|
200; 210; 240; |
|
75; 80; 100 |
|
130; 150; 160; 170; |
|
|
320 |
|
|
|
(180); 200; 260 |
|
|
|
60 |
60; (75); 80; 90; |
100 |
100; 110; 120; 150; |
170 |
|
170; 200; 240; |
|
(100); 110; 120; |
|
160; (170); 180; 200 |
|
|
250; 270; 280; |
|
(160); 180 |
|
|
|
|
300; 340 |
62,5 |
125 |
105 |
125; 130 |
185 |
|
205; 270 |
65 |
90; 100 |
110 |
150; (160); 170; |
200 |
|
220; 240; 320 |
|
|
|
(200); 260 |
|
|
|
|
|
|
|
240 |
|
300; 320 |
П р и м е ч а н и е. Размеры ПП без скобок являются предпочтительными.
Максимальный размер любой из сторон должен быть не более 470 мм. Соотношение линейных размеров сторон ПП должно быть не более 3:1, предпочтительное – 2:1.
Размеры каждой стороны печатной платы должны быть кратными: 2,5 – при длине до 100 мм; 5 – при длине до 350 мм; 10 – при длине более 350 мм.
Допуски на линейные размеры сторон печатной платы должны соответствовать ГОСТ 25346–82 и ГОСТ 25347–82. Для сопрягаемых размеров ПП (например, при установке по направляющим) устанавливается допуск по 12-му квалитету, для несопрягаемых – по 14-му [26]. Отклонение от перпендикулярности печатных плат не должно быть более 0,2 на 100 мм длины.
Рекомендуемое количество типоразмеров ПП в изделии не более
трех.
Проектирование технологичной РЭС основано на модульном принципе. В настоящее время существует ряд систем модульных конструктивов [2, 19, 31, 32, 33], которые предназначены для размещения стандартных плат, кассет и конструкций, унифицированных по высоте, ширине и глубине. В них приняты несколько опорных и рекомендуемых для повторения величин высоты, ширины и глубины. Эти конструктивы учитывают тот факт, что в раму (корзину, крейт) могут встраиваться изделия различных производителей.
Автоматизация проектирования РЭС. Топологическое проектирование печатных плат. Учебное пособие |
-41- |
1.ОСНОВНЫЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ ПЕЧАТНОГО МОНТАЖА
1.6.Выбор типа ПП, ее габаритов и материала основания
Модульные конструкции с ПУ (рис. 1.13) в отечественной литературе [2, 19, 31, 32, 33] называются ячейками, для стандарта ЕВРОМЕХАНИКА приняты названия плата (Druckplatte) и кассета (Kassete) [33].
Плата представляет собой, в отличие от кассеты, бескаркасную конструкцию, ячейка может быть как каркасной, так и бескаркасной.
|
1 |
|
2 |
|
B |
L |
3 |
Рис. 1.13. Конструктивное исполнение ячейки: 1 – панель; |
|
2 – печатный узел; 3 – электрический соединитель (один или два) |
|
Базовые несущие конструкции (БНК) для РЭС, определяющие размеры печатных плат, делятся на три уровня: БНК-1, БНК-2 и БНК-3 [30]. Структура обозначения входящих в них ячеек имеет следующий вид:
Я ХХ . ХХ . ХХ . ХХ
Модификация конструктивного исполнения Вариант конструкции
Значение множителя b Значение множителя h Ячейка
Для конструкций БНК1 и БНК2 модуль приращения М = 5, для БНК3 – М=10 [29]. Соответственно, для ячейки БНК1: Я34.15.01.01 размеры печатной платы Н х В = 170 х 75 мм.
Для универсальных типовых конструкций УТК-1 и УТК-II применяются три типоразмера печатных плат [32]: 140 х 150, 160 х 220 и 160 х 280. ПП типоразмера 140 х 150 предназначены для кассетной компоновки блоков, типоразмера 160 х 220 – для книжной компоновки и типоразмера 160 х 280 – для установки в частичный блок.
Единицей высоты печатных плат в стандарте ЕВРОМЕХАНИКА [33,15] является условная единица НЕ (Hocheinheit). В американской литера-
Автоматизация проектирования РЭС. Топологическое проектирование печатных плат. Учебное пособие |
-42- |

1.ОСНОВНЫЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ ПЕЧАТНОГО МОНТАЖА
1.6.Выбор типа ПП, ее габаритов и материала основания
туре принято обозначение для единицы высоты U (Unit). U = HE = 44,45 мм. Эти величины не допускают дробления, но допускают производство над собой целочисленных математических операций.
Высота платы В вычисляется по формуле
В = N х НЕ - 33,35 мм,
где N изменяется от двух до двенадцати.
Стандартная плата 3НЕ: ширина 100 мм, соответственно для платы 6НЕ ширина 233,35 мм.
Реально указывается ширина 233 мм или 233,5 мм. Эти величины допустимы и соответствуют допуску при изготовлении плат.
Величины длин ПП определены стандартным рядом ЕВРОМЕХАНИКА: !00 мм, 160 мм, 220 мм, 280 мм.
Плата с габаритами 100х160 мм называется Европлатой, плата с габаритами 233х160 мм называется двойной Европлатой. Платы с габаритами 100х100 мм, 100х220 мм, 100х280 мм хотя и допустимы стандартом, но получили очень малое распространение.
Исходя из изложенного, можно рекомендовать следующую последовательность в предварительном определении габаритных размеров ПП:
•вычисление площади монтажной зоны по формуле (1.2);
•определение длины и ширины монтажной зоны. В первом приближении их можно определить как L = B = √ S;
•учет габаритных размеров зон подключения внешних выводов;
•учет габаритных размеров зон размещения элементов контроля;
•учет зон механического крепления ПП и зон, определяемых несущей конструкцией блока (направляющие и т.п.);
• приведение полученных значений размеров к стандартным
(табл. 1.11).
1.7. Расчетэлементовпечатногорисунка
При реализации схемотехнических решений минимально необходимые размеры элементов печатного монтажа и их взаимное расположение определяются в результате расчета исходя из технологических ограничений и заданных электрических параметров.
Однако из практики известно, что слишком малые размеры элементов и жесткие допуски значительно снижают процент выхода годных изделий, поэтому при конструировании печатных плат после определения параметров элементов в результате расчета необходимо определить их оптимальные размеры, зазоры между ними и допуски на изготовление.
Автоматизация проектирования РЭС. Топологическое проектирование печатных плат. Учебное пособие |
-43- |
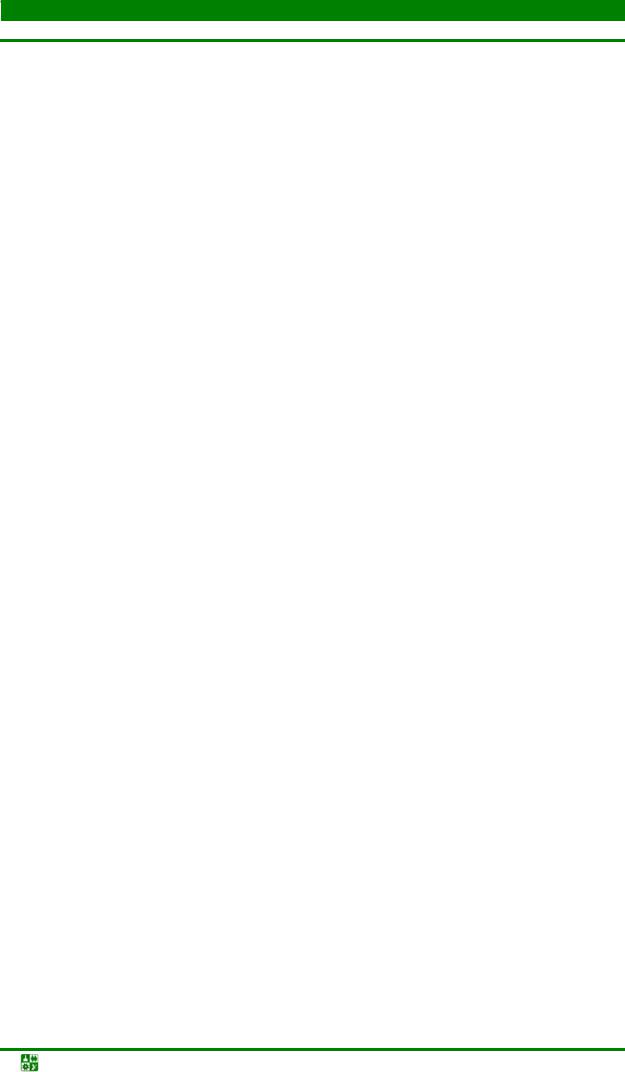
1.ОСНОВНЫЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ ПЕЧАТНОГО МОНТАЖА
1.7.Расчет элементов печатного рисунка
Кпараметрам элементов печатной схемы, которые необходимо определить перед трассировкой, относятся:
•диаметры монтажных и переходных отверстий;
•форма и размеры контактных площадок;
•размеры печатных проводников;
•расстояния между элементами печатного рисунка.
Расчет или обоснование численных значений параметров указанных элементов проводятся исходя из технологических ограничений и электрических режимов работы (токов, напряжений и т. д.) проектируемого ПУ.
При проведении энергетических расчетов допустимую токовую нагрузку на элементы проводящего рисунка ПП (в зависимости от допустимого перегрева проводника относительно температуры окружающей среды) выбирают по табл. 1.12. Для проводников, имеющих дополнительное металлическое покрытие менее 12 мкм, за толщину принимают толщину основного проводящего слоя (фольги). При толщине покрытия более 12 мкм за толщину принимают суммарную толщину основной и осажденной меди Нпр (рис. 1.3). Величину допустимой токовой нагрузки следует уменьшать на 15 % для проводников расположенных на расстоянии равном или меньшем их ширины, а также для проводников, выполненных по полуаддитивной или аддитивной технологиям [14].
|
Таблица 1.12 |
|
Допустимая плотность тока для медных проводников |
||
Характеристика медного слоя |
Допустимая токовая нагрузка, А/мм2 |
|
Медная фольга |
От 100 до 250 |
|
Гальваническая медь |
От 60 до 100 |
|
При использовании значений ширины печатного проводника t, расстояния между проводниками S и ширины гарантийного пояска b, указанных в табл. 1.5, следует иметь в виду, что они заданы для узких мест. Для свободных мест указанные значения следует устанавливать по любому более низкому классу, а для первого класса – увеличивать в два раза.
1.7.1. Расчетдиаметровотверстий
Расчет рекомендуется начинать с определения размеров металлизированных отверстий [2]. Металлизированные отверстия на печатных платах могут быть двух типов: переходные – для создания электрических связей между слоями (контактирование между слоями производят только через отверстия, через край ПП – недопустимо) и монтажные – для крепления вывода ЭРЭ. Для переходных отверстий с целью увеличения плотности монтажа диаметр выбирается по возможности минимальным и ограничивается только рассеивающей плотностью электролита [2], которая влияет на качество осаждения меди на диэлектрик.
Автоматизация проектирования РЭС. Топологическое проектирование печатных плат. Учебное пособие |
-44- |

1.ОСНОВНЫЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ ПЕЧАТНОГО МОНТАЖА
1.7.Расчет элементов печатного рисунка
Минимальный диаметр dмин металлизированного отверстия зависит, в первую очередь, от класса точности (табл. 1.5) и его можно определить из следующего соотношения:
dмин = J H,
где J – относительная толщина ПП (выбирается по табл. 1.5); Н – толщина платы с учетом фольги.
Особенностью отверстий в пластмассах, применяемых для оснований ПП (в отличие от металлов), является то, что допуск на номинальный размер диаметра может быть, как положительным, так и отрицательным (табл. 1.13) в соответствии с ГОСТ 23751–86. Это связано с тем, что в отверстиях возможно выступание неполимеризовавшейся смолы (отрицательное поле допуска), а также усадки диэлектрической подложки [2]. Поэтому, минимально применимый диаметр переходного отверстия необходимо вычислять по формуле
dпер = J H + Δd , |
(1.3) |
где d – максимальное предельное отклонение диаметра рассчитываемого отверстия.
Для переходных отверстий значение d следует выбирать как для неметаллизированных отверстий.
Таблица 1.13
Предельные отклонения диаметров монтажных и переходных отверстий
Диаметр |
Наличие |
Предельное отклонение диаметра |
d, мм, |
||||
отверстия |
|
для класса точности |
|
|
|||
металлизации |
|
|
|
||||
d, мм |
|
|
|
|
|
|
|
1 |
2 |
3 |
4 |
|
5 |
||
|
|
||||||
До 1,0 |
Без металлизации |
±0,10 |
±0,10 |
±0,05 |
±0,05 |
|
±0,025 |
|
С металлизацией без |
+0,05; |
+0,05; |
+0 |
+0 |
|
+0; |
|
оплавления |
–0,15 |
–0,15 |
–0,1 |
–0,1 |
|
–0,075 |
|
С металлизацией и |
+0,05; |
+0,05; |
+0 |
+0 |
|
+0; |
|
с оплавлением |
–0,18 |
–0,18 |
–0,13 |
–0,13 |
|
–0,13 |
Св. 1,0 |
Без металлизации |
±0,15 |
±0,15 |
±0,1 |
±0,1 |
|
±0,01 |
|
С металлизацией без |
+0,1; |
+0,1; |
+0,05 |
+0,05 |
|
+0,05 |
|
оплавления |
–0,20 |
–0,20 |
–0,15 |
–0,15 |
|
–0,15 |
|
С металлизацией и |
+0,1; |
+0,1; |
+0,05 |
+0,05 |
|
+0,05 |
|
с оплавлением |
–0,23 |
–0,23 |
–0,18 |
–0,18 |
|
–0,18 |
При установке объемных проводников и выводов элементов в металлизированное монтажное отверстие обеспечивается более надежный электрический контакт при пайке (рис. 1.14). Как видно из рис. 1.14, в этом случае
Автоматизация проектирования РЭС. Топологическое проектирование печатных плат. Учебное пособие |
-45- |
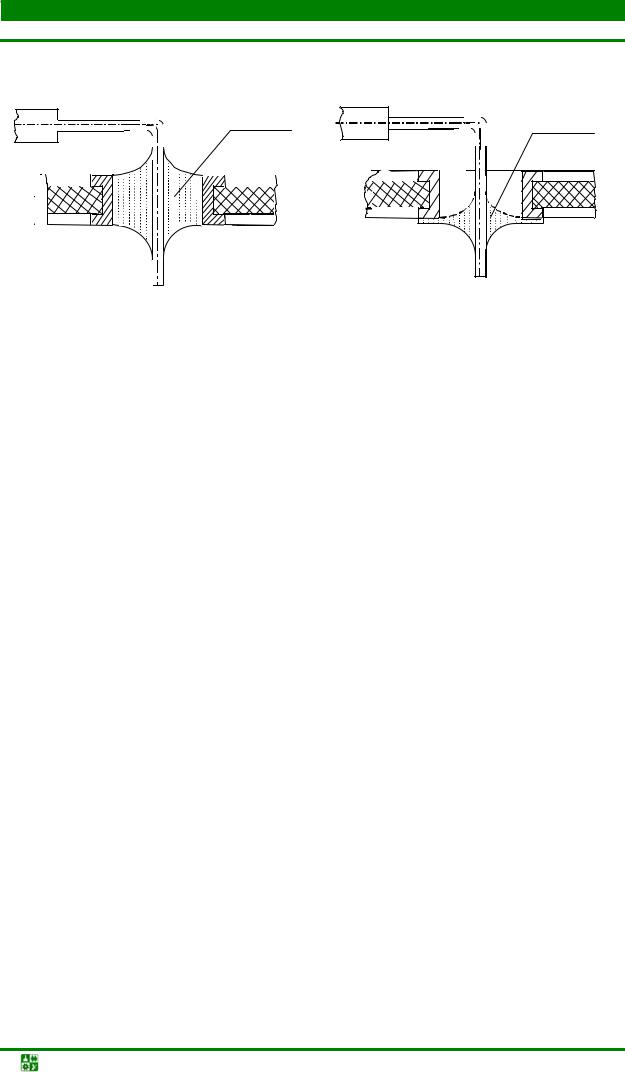
1.ОСНОВНЫЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ ПЕЧАТНОГО МОНТАЖА
1.7.Расчет элементов печатного рисунка
припой затекает в отверстие и тем самым уменьшает возможность создания ″ложных″ паек.
Припой
a |
Припой
б
Рис. 1.14. Вид паяного соединения: а – пайка металлизированного отверстия; б – пайка неметаллизированного отверстия
Диаметр монтажного отверстия, в отличие от переходного, должен быть больше диаметра вывода на величину, удовлетворяющую условиям пайки и автоматизированной сборки, и может быть рассчитан следующим образом [14, 26]:
dмонт = dвыв + Δd + r, |
(1.4) |
где dвыв – диаметр (для прямоугольных выводов – размер по наибольшей стороне) вывода ЭРЭ; r – гарантированный зазор между диаметром монтажного отверстия и выводом ЭРЭ.
Величину d для монтажных отверстий следует выбирать с учетом всех приведенных в табл. 1.13 факторов (диаметра, металлизации и оплавления). Оплавление следует учитывать при нанесении покрытий (припой ПОС61 и сплав РОЗЕ) горячим методом (для ПП, изготовленных фотоспособами) или гальваническим (О-С (60)) с последующим оплавлением (комбинированный позитивный способ или полуаддитивная технология).
Численное значение гарантированного зазора r лежит в пределах от 0,1 до 0, 4 мм и выбирается исходя из следующего. Чем меньше зазор, тем больше капиллярный эффект и, соответственно, лучше пропай в монтажном отверстии. С другой стороны, большая величина зазора облегчает автоматизацию сборочных работ. Поэтому при автоматизированной установке ЭРЭ на ПП желательно применять металлизированные отверстия с зазором, равным
0,4 мм.
Формула (1.4) применима для случая, когда dвыв > dпер. Для обратной ситуации при расчете dмонт необходимо пользоваться следующим выражением:
Автоматизация проектирования РЭС. Топологическое проектирование печатных плат. Учебное пособие |
-46- |

1.ОСНОВНЫЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ ПЕЧАТНОГО МОНТАЖА
1.7.Расчет элементов печатного рисунка
dмонт = J H + Δd + r . |
(1.5) |
Условия выбора значения d такие же, как и для выражения (1.4). Обычно монтажные отверстия диаметром менее 0,5 Н не применяют.
Диаметры неметаллизированных монтажных отверстий рассчитывают по выражению (1.4) с учетом того, что при автоматизированной сборке ПУ гарантированный зазор r = 0,4 мм, при ручной сборке r = 0,1–0,2 мм.
Расчетные значения диаметров монтажных и переходных металлизированных и неметаллизированных отверстий приводятся к номинальным, которые в соответствии с ГОСТ 10317–79 должны быть выбраны из ряда 0,4; 0,5; 0,6; 0,7; 0,8; 0,9; 1,0; 1,1; 1,2; 1,3; 1,4; 1,5; 1,6; 1,7; 1,8; 1,9; 2,0; 2,1; 2,2; 2,3; 2,4; 2,5; 2,6; 2,7; 2,8; 3,0.
Предпочтительные размеры монтажных отверстий выбирают из ряда
0,7; 0,9; 1,1; 1,3; 1,5, переходных – из ряда 0,7; 0,9; 1,1 [26]. Рекомендуемое количество типоразмеров значений диаметров не более трех как для монтажных, так и для переходных отверстий.
Для переходных отверстий необходимо проводить поверочные расчеты на возможность протекания через них заданного в ЧТЗ тока. Допустимые значения токовой нагрузки приведены в табл. 1.12, которые следует уменьшить на 20–25 %, так как металлизированные отверстия можно получить только при аддитивной или полуаддитивной технологиям и с учетом ухудшенной теплоотдачи, по сравнению с проводниками, расположенными на поверхности ПП. Толщина осажденной меди в отверстиях составляет
20–25 мкм.
Металлизированные отверстия не выполняют на гетинаксе, фольгированном фторопласте (ФФ-4) и фольгированном армированном фторопласте (ФАФ-4). Гетинакс имеет температурный коэффициент линейного расширения (ТКЛР), отличающийся от меди примерно в 10 раз (стеклотекстолит – всего в 3 раза), поэтому возможно отслаивание осажденной металлизации. С фторопластом осажденная медь имеет плохую адгезию и, соответственно, надежность металлизированных отверстий в ФФ-4 и ФАФ-4 низка.
Особо следует остановиться на выборе диаметров сквозных отверстий под крепежные детали. В соответствии с ГОСТ 11284–75 диаметр такого отверстия имеет гарантированный зазор (табл. 1.14), величина которого зависит от диаметра крепежного изделия.
Таблица 1.14
Номинальные значения диаметров крепежных отверстий
Диаметр |
Диаметркрепежного |
Диаметр |
Диаметр |
Диаметркрепежного |
Диаметр |
||||||||
крепежного |
|
отверстия,мм |
|
резервной |
крепежного |
|
отверстия,мм |
|
резервной |
||||
1-й |
|
2-й |
|
3-й |
1-й |
|
2-й |
|
3-й |
||||
изделия,мм |
|
|
зоны,мм |
изделия,мм |
|
|
зоны,мм |
||||||
|
ряд |
|
ряд |
|
ряд |
|
|
ряд |
|
ряд |
|
ряд |
|
2 |
2,2 |
|
2,4 |
|
2,6 |
7 |
4 |
4,3 |
|
4,5 |
|
4,8 |
13 |
2,5 |
2,7 |
|
2,9 |
|
3,1 |
9 |
5 |
5,3 |
|
5,5 |
|
5,8 |
17 |
3 |
3,2 |
|
3,4 |
|
3,7 |
11 |
6 |
6,4 |
|
6,6 |
|
6,8 |
19 |
П р и м е ч а н и е. Для заклепочных отверстий 3-й ряд не применять.
Автоматизация проектирования РЭС. Топологическое проектирование печатных плат. Учебное пособие |
-47- |
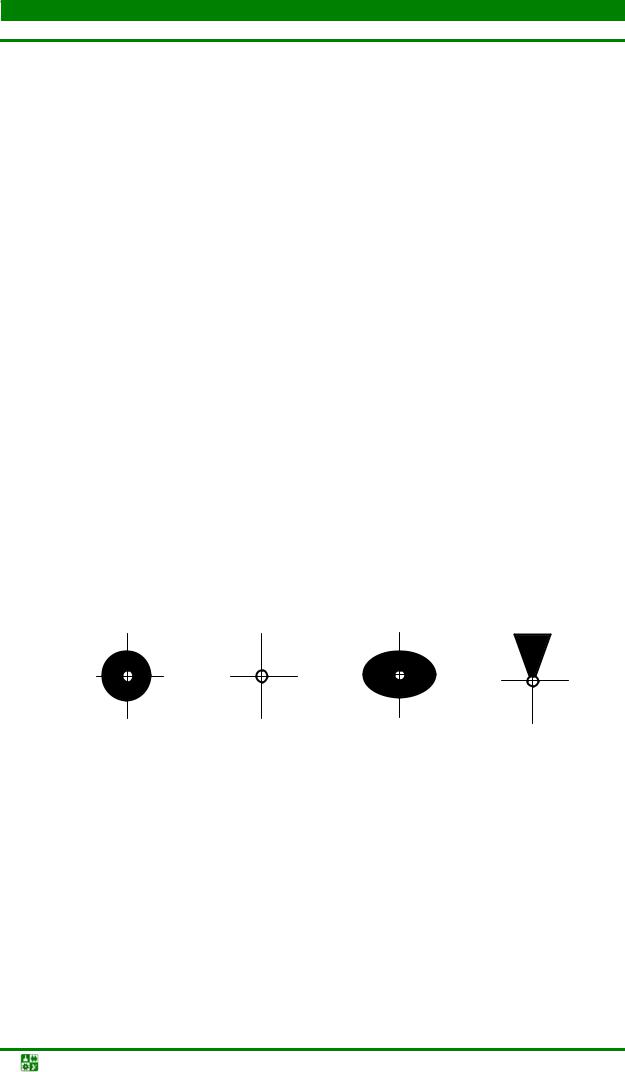
1.ОСНОВНЫЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ ПЕЧАТНОГО МОНТАЖА
1.7.Расчет элементов печатного рисунка
Допуски на отверстия 1-го ряда должны соответствовать 12-му квалитету по ГОСТ 25346–82, а 2-го и 3-го – 14-му.
Резервная зона – это зона вокруг крепежного отверстия запрещенная для расположения проводников и других элементов печатного рисунка. Ее размер определяется внутренним и внешним диаметрами металлических шайб и диаметром крепежного отверстия.
Допуск на межцентровое расстояние dкр рассчитывается по выражению (1.6) для винтовых соединений и выражению (1.7) – для болтовых.
dкр = (dкр – dотв) / 2, |
(1.6) |
где dкр – диаметр крепежного изделия; dотв – диаметр крепежного отверстия.
dкр = dкр – dотв |
(1.7) |
При болтовом соединении сквозные нерезьбовые отверстия изготавливаются в обеих соединяемых деталях, а при винтовом – в одной из деталей отверстия резьбовые.
1.7.2. Выборформыиразмеровконтактныхплощадок
Для припайки к печатному проводнику объемного проводника или вывода навесного ЭРЭ, на проводнике делают контактную площадку (КП) в виде участка с увеличенной шириной. Наиболее широко известны четыре формы контактных площадок (рис. 1.15).
|
|
|
|
1 |
2 |
3 |
4 |
Рис. 1.15. Основные формы контактных площадок: 1 – круглая, 2 – прямоугольная; 3 – овальная; 4 – клиновидная.
Самая распространенная круглая контактная площадка, она технологична и обеспечивает равномерное растекание припоя. Овальная КП при равномерном растекании припоя создает более прочное и надежное соединение. Прямоугольная контактная площадка, из-за неравномерности растекания припоя и, соответственно, низкого качества соединения для монтажа выводов ЭРЭ в отверстия практически не применяется. Основное ее назначение – КП для пайки планарных выводов микросхем и безкорпусных
Автоматизация проектирования РЭС. Топологическое проектирование печатных плат. Учебное пособие |
-48- |

1.ОСНОВНЫЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ ПЕЧАТНОГО МОНТАЖА
1.7.Расчет элементов печатного рисунка
ЭРЭ. Клиновидные КП применяются в узких местах при недостатке площади под другие типы контактных площадок.
Рассмотрим вычисление минимального диаметра Dmin круглой КП для различных методов изготовления печатной платы по методике, изложенной в [6, с. 136–137]. В основу расчетов положено определение минимального эффективного диаметра контактной площадки для каждого монтажного или переходного отверстия di.
Diэфф= 2 (b +diмах/2 + Тd + ТD),
где diмах – максимальный диаметр монтажного или переходного отверстия с учетом допуска; Тd и ТD – позиционные допуски расположения осей отверстий и контактных площадок по ГОСТ 23751–86 (табл. 1.15, табл. 1.16), соответственно.
Минимальный эффективный диаметр Diэфф – это диаметр, полученный при изготовлении с учетом подтрава проводящего слоя под защитной маской (подтрав составляет порядка 70 % от толщины проводящего слоя [38]). Поскольку толщина проводящего слоя Нпр (толщина фольги (рис. 1.2) или толщина фольги плюс толщина осажденной меди (рис. 1.3)) различается для различных типов печатных плат, то при расчете минимального диаметра контактной площадки Dmin способ изготовления ПП обязательно должен быть учтен. Способ нанесения защитной маски также влияет на величину Dmin.
Для субтрактивных технологий |
|
Dmin = Diэфф + 1,5Нпр. |
(1.8) |
Для комбинированного позитивного метода и полуаддитивной технологии при фотохимическом способе нанесения защитной маски
Dmin = Diэфф + 1,5Нпр + 0,03. |
(1.9) |
Для сеткографического способа нанесения защитной маски
Dmin = Diэфф + 1,5Нпр + 0,08. |
(1.10) |
Толщина осажденной меди для комбинированного позитивного способа изготовления ПП составляет 15–25 мкм [19].
Таблица 1.15
Значения позиционного допуска расположения осей отверстий
Размер печатной платы |
Значения позиционного допуска расположения осей |
||||||
|
отверстий Td, мм, для класса точности |
|
|||||
по большей стороне, мм |
|
|
|||||
1 |
|
2 |
3 |
4 |
|
5 |
|
|
|
|
|||||
До 180 включительно |
0,20 |
|
0,15 |
0,08 |
0,05 |
|
0,05 |
Св. 180 до 360 включительно |
0,25 |
|
0,20 |
0,10 |
0,08 |
|
0,08 |
Св. 350 |
0,30 |
|
0,25 |
0,15 |
0,10 |
|
0,10 |
|
|
|
|
|
|
|
|
Автоматизация проектирования РЭС. Топологическое проектирование печатных плат. Учебное пособие |
-49- |
||||||

1.ОСНОВНЫЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ ПЕЧАТНОГО МОНТАЖА
1.7.Расчет элементов печатного рисунка
Таблица 1.16
Значения позиционного допуска расположения центров контактных площадок
|
Размер печатной платы |
Значения позиционного допуска |
|||||
|
расположения центров контактных |
||||||
Вид изделия |
по большей стороне, мм |
||||||
площадок TD, мм для класса точности |
|||||||
|
|
1 |
2 |
3 |
4 |
5 |
|
ОПП; ДПП; ГПК; |
До 180 включ. |
0,35 |
0,25 |
0,15 |
0,10 |
0,05 |
|
МПП (наружный |
Св. 180 до 360 включ. |
0,40 |
0,30 |
0,20 |
0,15 |
0,08 |
|
слой) |
Св. 360 |
0,45 |
0,35 |
0,25 |
0,20 |
0,15 |
|
МПП (внутренний |
До 180 включ. |
0,40 |
0,30 |
0,20 |
0,15 |
0,10 |
|
слой) |
Св. 180 до 360 включ. |
0,45 |
0,35 |
0,25 |
0,20 |
0,15 |
|
|
Св. 360 |
0,50 |
0,40 |
0,30 |
0,25 |
0,20 |
|
Контактную площадку, рассчитанную по формулам (1.8), (1.9), (1.10),
необходимо развивать в свободную сторону, чтобы ее площадь, без учета отверстия, составляла для 1-го и 2-го классов точности не менее 2,5 мм2, а для
3-го и 4-го – 1,6 мм2 [26].
Точность позиционирования, в свою очередь, определяет возможность автоматизированной установки ЭРЭ на печатную плату и совмещения установленных на плату электрорадиоэлементов (светодиодов, переменных резисторов и т. п.) с отверстиями в экранах, передней и задней панелях и других конструктивных элементах.
Поэтому, например, у печатных плат, предназначенных для автоматической установки навесных элементов, Тd, независимо от класса точности ПП, устанавливается для монтажных отверстий – по 4-му классу точности, а для переходных – по 3-му.
Если позиционный допуск расположения осей отверстий необходимо учитывать при разработке элементов конструкции, то предельные отклонения расстояния между центрами двух отверстий ПП определяют как полусумму позиционных допусков расположения центров этих отверстий.
Контактные площадки выполняют около каждого монтажного отверстия, для металлизированных отверстий – с двух сторон [26]. При попадании в зону экрана (рис. 1.16) КП формируют вырезами (секторными или кольцевыми), для предотвращения растекания припоя по экрану при пайке (рис. 1.16, а, б) или создания изоляционного зазора (рис. 1.16, в).
Обеспечение качественной пайки в зоне подсоединения вывода возможно только для контактной площадки с площадью не более 8 кв.мм. Поэтому формирование контактных площадок вырезами производится в случае подсоединения вывода как к печатному экрану, так и к широким проводникам.
Количество секторных вырезов (рис. 1.16, а) 2–4, их ширина 1–1,5 мм, расстояние между ними 1–2 мм. Ширина одного проводника (перемычки) в случае прямоугольных вырезов (рис. 1.16, б) должна быть не менее минимальной для широких мест, а суммарное сечение перемычек должно обеспечивать протекание заданного тока.
Автоматизация проектирования РЭС. Топологическое проектирование печатных плат. Учебное пособие |
-50- |
1.ОСНОВНЫЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ ПЕЧАТНОГО МОНТАЖА
1.7.Расчет элементов печатного рисунка
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
а |
|
б |
|
|
|
|
|
|
|
в |
||||||||||
Рис. 1.16. Формирование контактных площадок в зоне экрана:
а, б – при электрическом контакте с экраном; в – без электрического контакта.
6 х 1, 2 5 = 7, 5
2,1-0,1
1,25
13,3-0,1
а
0,8-0,1
9 х 1, 2 5 = 11,2 5
1,25
0,8-0,1
1,1-0,1
1,1-0,1
б
Рис. 1.17. Пример контактных групп для микросхем с прямоугольными контактными площадками: а – для микросхемы в корпусе 401.14-3; ) – для диодной матрицы 2Д 908А
В ОСТ 4.010.030–81 ″Установка навесных элементов на печатные платы″ приведены размеры контактных групп для микросхем с планарными выводами (см. рис. 1.17).
При специальном проектировании прямоугольных контактных площадок их габаритные размеры должны быть больше соответствующих размеров выводов на 0,1–0,4 мм, а расстояние между ним соответствовать 1–2-му классу точности (табл. 1.5).
Габариты прямоугольных КП для безкорпусных ЭРЭ и под планарные выводы ЭРЭ зависят от размеров паяемых элементов или выводов, а расстояние между КП определяются возможностями технологического оборудования и электрической прочностью.
Автоматизация проектирования РЭС. Топологическое проектирование печатных плат. Учебное пособие |
-51- |

1.ОСНОВНЫЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ ПЕЧАТНОГО МОНТАЖА
1.7.Расчет элементов печатного рисунка
Таблица 1.17
Предельные отклонения ширины печатных элементов |
|
|||||||
|
Предельные отклонения ширины печатных элементов |
t, мм, |
||||||
Наличие |
||||||||
металлического |
|
|
для класса точности |
|
|
|
||
покрытия |
|
|
|
|
|
|
|
|
1 |
2 |
|
3 |
|
4 |
|
5 |
|
|
|
|
|
|||||
Без покрытия |
±0,15 |
±0,10 |
|
±0,05 |
|
±0,03 |
|
0 |
|
|
|
|
|
|
|
|
-0,03 |
С покрытием |
+0,25 |
+0,15 |
|
±0,10 |
|
±0,05 |
|
±0,03 |
|
-0,20 |
-0,10 |
|
|
|
|
|
|
Предельные отклонения размеров ширины печатных элементов t (проводников, контактных площадок, концевых печатных контактов, экранов) для узких мест не должны превышать значений, указанных в табл. 1.17.
1.7.3. Расчетпараметровпроводников
Расчет минимальной ширины проводника tmin должен производиться так же, как и для диаметра КП, с учетом подттрава проводящего слоя.
Для субтрактивных технологий
tmin = timin + 1,5Нпр, |
(1.11) |
где tmin – минимальная ширина проводника, определяемая классом точности или полученная при проведении энергетических расчетов.
Для комбинированного позитивного метода и полуаддитивной технологии при фотохимическом способе нанесения защитной маски
tmin = timin + 1,5Нпр + 0,03. |
(1.12) |
Для сеткографического способа нанесения защитной маски
tmin = timin + 1,5Нпр + 0,08. |
(1.13) |
Плотность тока и потери, кроме ширины проводника t, зависят и от толщины проводящего слоя Нпр, которая определяется толщиной фольги и, при использовании полуаддитивных технологий, толщиной гальванически наращенной меди. Толщина фольги, в зависимости от марки применяемого материала (табл. 1.8), регламентирована для отечественных фольгированных диэлектриков значениями 5, 20, 35 и 50 мкм, для импортных – 12, 18 и 35 мкм. Если потери несущественны для работы электрической схемы, то предпочтение отдается минимальной толщине. Проводники толщиной более 50 мкм делать не рекомендуется, так как с увеличением толщины происходит ухудшение сцепления проводника с материалом основания ПП.
Автоматизация проектирования РЭС. Топологическое проектирование печатных плат. Учебное пособие |
-52- |
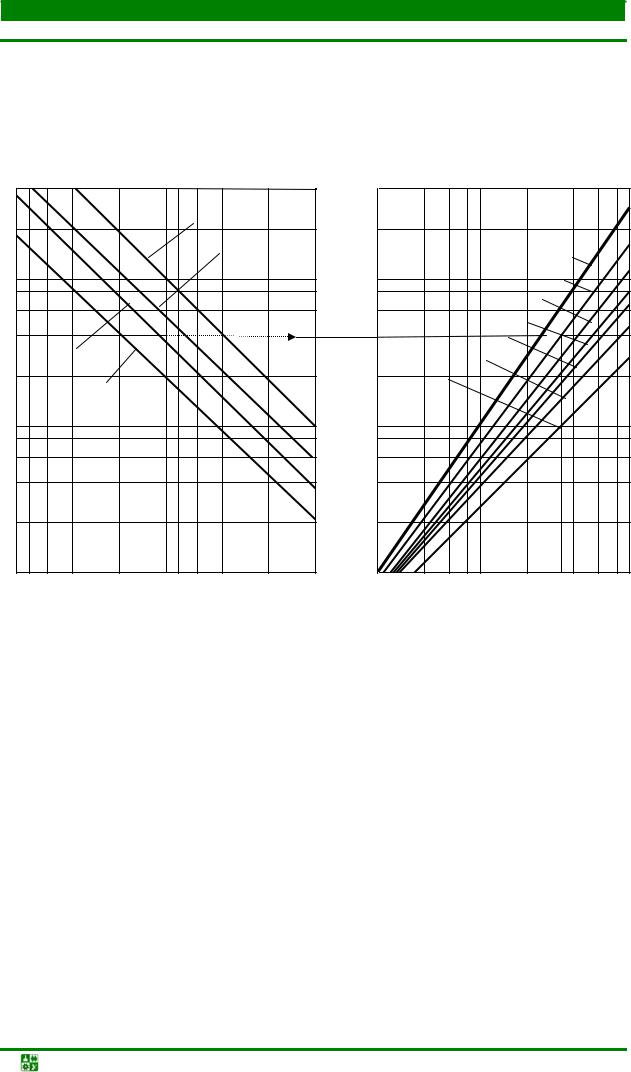
1.ОСНОВНЫЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ ПЕЧАТНОГО МОНТАЖА
1.7.Расчет элементов печатного рисунка
|
Допустимую токовую нагрузку на элементы проводящего рисунка ПП |
|||||||||||
(в |
зависимости от допустимого перегрева проводника относительно темпе- |
|||||||||||
ратуры окружающей среды) выбирают по табл. 1.12. На графике (рис. 1.18) |
||||||||||||
приведена нагрузочная способность по току одиночных |
медных проводни- |
|||||||||||
ков |
постоянной |
ширины Sпр, мм, |
расположенных на расстоянии большем, |
|||||||||
чем ширина проводников. |
|
|
|
|
|
|
|
|
||||
|
|
|
|
h= 100мкм |
|
0.2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
30 мкм |
|
|
|
|
10 °С |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0.1 |
|
|
20 °С |
|
|
|
|
|
|
|
|
|
0.08 |
|
|
30 °С |
|
|
|
|
|
|
|
|
|
0.06 |
|
|
45 °С |
|
|
|
|
|
|
|
|
|
0.04 |
|
60 °С |
|
|
|
|
35 мкм |
|
|
|
|
|
0.02 |
75 °С |
|
|
||
|
20 мкм |
|
|
|
|
|
100 °С |
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0.01 |
|
|
|
|
|
|
|
|
|
|
|
|
0.008 |
|
|
|
|
|
|
|
|
|
|
|
|
0.006 |
|
|
|
|
|
|
|
|
|
|
|
|
0.004 |
|
|
|
|
|
|
|
|
|
|
|
|
0.002 |
|
|
|
|
|
t, мм 6 4 |
2 |
1 0.8 |
0.4 |
0.2 |
0.1 |
0.2 |
0.4 0.6 |
1 |
2 |
3 4 |
I, A |
|
|
Рис. 1.18. Нагрузочная способность по току для печатных проводников |
|
|
|||||||||
Представленный график используют при выборе токовой нагрузочной способности проводников для ПП, критичных к рассеиваемой мощности с их поверхности, и проводников, допускающих прохождение тока большой плотности. Например, для проводника толщиной 35 мкм, шириной 1 мм при нагреве на 20 °C нагрузочная способность по току будет составлять примерно 3 А.
Допустимую токовую нагрузку следует уменьшать на 15 % для проводников, расположенных на расстоянии, равном или меньшем их ширины, и для проводников выполненных по полуаддитивным технологиям [26]. Исходя из нагрузочной способности по току, обычно выбирают 2–3 типоразмера ширины проводников на проектируемой печатной плате.
Вычисление таких электрических параметров проводящего рисунка, как сопротивление проводников, их индуктивность, емкость, возможно только после топологической прокладки проводников и поэтому будет рассмотрена далее – в параграфе 1.11.
Автоматизация проектирования РЭС. Топологическое проектирование печатных плат. Учебное пособие |
-53- |

1.ОСНОВНЫЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ ПЕЧАТНОГО МОНТАЖА
1.7.Расчет элементов печатного рисунка
1.7.4.Расчетрасстояниямеждуэлементамипечатногорисунка
Минимальное расстояние между элементами печатного рисунка Smin определяется исходя из технологических возможностей производства печатных плат (разрешающая способность), условий сборки ПУ (автоматизированная или ручная) и электрических параметров (пробивного напряжения и сопротивления изоляции). Технологические ограничения Smin задаются классом точности (см. табл. 1.5), а электрические – указанием в ЧТЗ пробивного напряжения, допустимых токов утечки и т. д.
Цель расчетов – определить расстояние между центрами рассматриваемых токопроводящих элементов L0.
Расстояние L0 между серединой проводника и центром контактной площадки определяется по формуле
L0 = Smin+ [(Dmax/2 +)+(tмах/2 + Тl)], |
(1.14) |
где Тl – позиционный допуск расположения печатного проводника относительно соседнего элемента проводящего рисунка (табл. 1.18); Dmax – диаметр КП с учетом допуска при изготовлении Dmax = Dmin+ (0,02–0,06); tmax – ширина печатного проводника с учетом допуска при изготовлении: tmax = tmin+ (0,02–0,06).
|
|
|
|
|
|
Таблица 1.18 |
||
Значения позиционного допуска расположения печатного проводника |
|
|
||||||
|
|
Значения позиционного допуска |
||||||
|
|
|||||||
Вид изделия |
Размер печатной платы |
|
расположения Тl, мм, |
|
|
|||
по большей стороне, мм |
|
для класса точности |
|
|
||||
|
|
|
|
|||||
|
|
1 |
|
2 |
3 |
4 |
5 |
|
ОПП; ДПП; ГПК; |
До 180 включ. |
0,35 |
|
0,25 |
0,15 |
0,10 |
0,05 |
|
МПП (наружный |
Св. 180 до 360 включ. |
0,40 |
|
0,30 |
0,20 |
0,15 |
0,08 |
|
слой) |
Св. 360 |
0,45 |
|
0,35 |
0,25 |
0,20 |
0,15 |
|
МПП (внутренний |
До 180 включ. |
0,40 |
|
0,30 |
0,20 |
0,15 |
0,10 |
|
слой) |
Св. 180 до 360 включ. |
0,45 |
|
0,35 |
0,25 |
0,20 |
0,15 |
|
|
Св. 360 |
0,50 |
|
0,40 |
0,30 |
0,25 |
0,20 |
|
Расстояние L0 между центрами двух контактных площадок определяет-
ся как |
|
L0 = Smin+ (Dmax + 2Тl). |
(1.15) |
Расстояние L0 между центрами двух проводников равно |
|
L0 = + (Dmax + 2Тl). |
(1.16) |
Автоматизация проектирования РЭС. Топологическое проектирование печатных плат. Учебное пособие |
-54- |
1.ОСНОВНЫЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ ПЕЧАТНОГО МОНТАЖА
1.7.Расчет элементов печатного рисунка
Минимально допустимое расстояние между печатными проводниками Smin, из расчета обеспечения электрической прочности изоляции, определяется расположением проводников в одном (табл. 1.19) или разных слоях (табл. 1.20). Нанесение на ПП диэлектрических покрытий (табл. 1.21) позволяет повысить устойчивость ПП к климатическим воздействиям, а также уменьшить расстояние между проводниками (в 1,5–2 раза) вследствие увеличения пробивного напряжения. При этом пробивное напряжение между проводниками не будет зависеть от влажности и атмосферного давления.
Таблица 1.19
Допустимое рабочее напряжение между элементами проводящего рисунка, расположенными в одном слое
|
|
|
|
Рабочее напряжение, В, для материалов |
|
|
|
||||||
Расстояние между |
|
|
|
Воздействующие факторы |
|
|
|
||||||
элементами проводя- |
Нормальные |
|
Относительная |
Давление, мм рт. ст. |
|||||||||
щего рисунка, |
|
влажность 98 % при |
|||||||||||
|
мм |
условия |
|
температуре 40 °C |
|
|
|
|
|
|
|
||
|
|
|
400 |
|
|
5 |
|||||||
|
|
|
|
|
|
|
|||||||
|
|
ГФ |
СФ |
|
ГФ |
СФ |
ГФ |
|
СФ |
|
ГФ |
|
СФ |
От 0,15 до 0,20 вкл. |
– |
25 |
|
– |
15 |
– |
|
20 |
|
– |
|
10 |
|
Св. 0,20 |
до 0,30 вкл. |
30 |
50 |
|
20 |
30 |
25 |
|
40 |
|
20 |
|
30 |
Св. 0,30 |
до 0,40 вкл. |
100 |
150 |
|
50 |
100 |
80 |
|
110 |
|
30 |
|
50 |
Св. 0,40 |
до 0,70 вкл. |
150 |
300 |
|
100 |
200 |
110 |
|
160 |
|
50 |
|
80 |
Св. 0,70 |
до 1,20 вкл. |
300 |
400 |
|
230 |
300 |
160 |
|
200 |
|
80 |
|
100 |
Св. 1,20 |
до 2,00 вкл. |
400 |
600 |
|
300 |
360 |
200 |
|
300 |
|
100 |
|
130 |
Св. 2,00 |
до 3,50 вкл. |
500 |
830 |
|
360 |
430 |
250 |
|
430 |
|
110 |
|
160 |
Св. 3,50 |
до 5,00 вкл. |
660 |
1160 |
|
500 |
600 |
350 |
|
560 |
|
150 |
|
210 |
Св. 5,00 |
до 7,50 вкл. |
1160 |
1500 |
|
660 |
830 |
500 |
|
660 |
|
200 |
|
250 |
Св. 7,50 до10,00 вкл. |
1300 |
2000 |
|
830 |
1160 |
560 |
|
1000 |
|
230 |
|
300 |
|
Св.10,00 |
до15,00 вкл. |
1800 |
2300 |
|
1160 |
1600 |
660 |
|
1160 |
|
300 |
|
330 |
П р и м е ч а н и е. Цепи с напряжением более 250 В в МПП применять не рекомендуется; цепи с напряжением более величин, указанных в табл. 1.19, также применять в ПП не рекомендуется.
Таблица 1.20
Допустимое рабочее напряжение между элементами проводящего рисунка, расположенными в соседних слоях
Расстояние между элементами |
Рабочее напряжение, В, для материалов |
||
Гетинакс |
Стеклотекстолит |
||
проводящего рисунка, мм |
|||
фольгированный (ГФ) |
фольгированный (СФ) |
||
|
|||
От 0,10 до 0,20 вкл. |
– |
25 |
|
Св. 0,20 до 0,30 вкл. |
– |
50 |
|
Св. 0,30 до 0,40 вкл. |
75 |
100 |
|
Св. 0,40 до 0,50 вкл. |
150 |
200 |
|
Св. 0,50 до 0,75 вкл. |
250 |
350 |
|
Св. 0,75 до 1,50 вкл. |
350 |
500 |
|
Св. 1,50 до 2,50 вкл. |
500 |
850 |
|
Автоматизация проектирования РЭС. Топологическое проектирование печатных плат. Учебное пособие |
-55- |