

дет маш. конспекты лекций и доп. инфа / Конспект лекции по теме Допуски форм и расп.поверхности
.pdfЛекция № 9 ДОПУСКИ ФОРМЫ И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТИ
Модуль - №3, тема - №9
Цель: изучение принципов выбора допусков формы и расположения поверхностей, непосредственно связанных с обеспечением высокой эффективности производства и качества продукции; формирование практических знаний и навыков по их использованию в конструировании деталей и узлов машин.
Задачи:
1.Рассмотреть существующие допуски формы и расположения поверхностей деталей;
2.Изучить влияние отклонений формы и расположения поверхностей на качество деталей;
3.Сформировать умение выбора допусков формы и расположения поверхностей для гладких элементов деталей.
Желаемый результат:
Студенты должны знать:
-классификацию отклонений геометрических параметров деталей;
-основы влияния отклонений формы и расположения поверхностей на качество деталей;
-методы контроля допусков формы и расположения поверхностей деталей;
уметь:
-выбирать допуски формы и расположения поверхностей деталей;
-выбирать численные значения допусков формы и расположения поверхностей деталей;
-проставлять на чертежах допуски формы и расположения поверхностей деталей;
иметь представление:
-о независимых и зависимых допусках;
-о выборе базы для допусков расположения.
Учебные вопросы:
1.Классификация отклонений геометрических параметров деталей.
2.Влияние отклонений на качество деталей.
3.Допуски формы.
4.Допуски расположения.
5.Суммарные допуски.
6.Независимые и зависимые.
7.Численные значения и обозначения на чертежах.
8.База.
9.Методы контроля.
Учебная информация:
Классификация отклонений геометрических параметров деталей
При анализе точности геометрических параметров деталей различают поверхности: номинальные (идеальные, не имеющие отклонений формы и размеров), форма которых задана чертежом, и реальные (действительные), которые ограничивают деталь, отделяя её от окружающей среды. Реальные поверхности деталей получают в результате обработки или видоизменения при эксплуатации машин. Аналогично следует различать поминальный и реальный профиль, номинальное и реальное расположение поверхности (профиля). Номинальное расположение поверхности определяется номинальными линейными и угловыми размерами между ними и базами или между рассматриваемыми поверхностями, если базы не даны. Реальное расположение поверхности (профиля) определяется действительными линейными и угловыми размерами. Профиль поверхности — линия пересечения (или контур) поверхности с плоскостью или заданной поверхностью. Реальные поверхности и профили отличаются от номинальных.
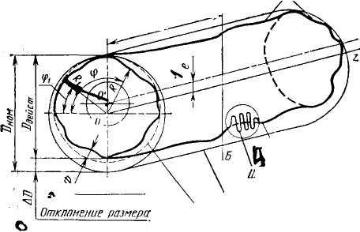
Вследствие отклонений действительной формы от номинальной один размер в различных сечениях детали может быть различным (рис.1).
Рис. 1. Отклонения геометрических параметров различных порядков
Размеры в поперечном сечении можно определить переменным радиусом R, отсчитываемым от геометрического центра О номинального сечения (рис.1). Этот радиус называют текущим размером, т. е. размером, зависящим от положения осевой координаты х (сечения Б—Б) и угловой координаты φ точки, лежащей на измеряемой поверхности (φх — угловая координата радиуса Rx).
Влияние отклонений на качество деталей
Точность геометрических параметров деталей характеризуется точностью не только размеров ее элементов, но и точностью формы и взаимного расположения поверхностей. Отклонения (погрешности) формы и расположения поверхностей возникают в процессе обработки деталей из-за неточности и
деформации станка, инструмента и приспособления; деформации обрабатываемого изделия; неравномерности припуска на обработку; неоднородности материала заготовки и т. п. В подвижных соединениях эти отклонения приводят к уменьшению износостойкости деталей вследствие повышенного удельного давления на выступах неровностей, к нарушению плавности хода, шумообразованию и. т. д. При работе механизмов с использованием направляющих, копиров, кулачков и т. д. в связи с искажением заданных геометрических профилей, также снижаются их точности. В неподвижных и плотных подвижных соединениях, отклонения формы и расположения поверхностей вызывают неравномерность натягов или зазоров, вследствие чего снижаются прочность соединения, герметичность и точность центрирования.
При увеличении нагрузок, скоростей, рабочих температур, характерных для современных машин и приборов, воздействие отклонений формы и расположения поверхностей усиливается.
Отклонения формы и расположения поверхностей снижают не только эксплуатационные, но и технологические показатели изделий. Так, они существенно влияют на точность и трудоемкость сборки и повышают объем пригоночных операций, снижают точность измерения размеров, влияют на точность базирования детали при изготовлении и контроле.
Таким образом, для обеспечении требуемой точности параметров изделия, его работоспособности и долговечности в рабочих чертежах деталей необходимо указание не только предельных отклонений размеров, но и в необходимых случаях допусков формы и расположения поверхностей. Правильное и более полное нормирование точности формы и расположения поверхностей, способствующее повышению точности геометрии деталей при их изготовлении и контроле, является одним из основных факторов повышения качества машин и приборов.
Допуски формы и расположения поверхностей. Конфигурация дета-
ли полностью определена, если допуски заданы на все ее элементы: размеры, форму и взаимное расположение поверхностей. Допуски формы и расположения нормируются следующими стандартами: основные термины - ГОСТ 24642-81, числовые значения допусков - ГОСТ 24643-81, указания на чертежах - ГОСТ 2.308-79.
Допуски формы.
Отклонение формы - отклонение формы реальной поверхности или реального профиля от формы номинальной поверхности или номинального профиля.
При измерении отклонений формы допускается их количественная оценка относительно среднего элемента.
1). Средний элемент - поверхность (профиль), имеющий форму номинальной поверхности (профиля) и расположенный по отношению к реальной поверхности так, чтобы среднее квадратичное отклонение точек реальной

поверхности от средней поверхности (профиля) в пределах нормируемого участка имело минимальное значение.
2). При отсчете от среднего элемента отклонение формы равно сумме абсолютных значений наибольших отклонений точек реальной поверхности (профиля) по обе стороны от среднего элемента (рис.1).
Рис. 2. Средний профиль поверхности
Количественно отклонение формы оценивается наибольшим расстоянием от точек реальной поверхности (профиля) до прилегающей поверхности (профиля) по нормали к прилегающей поверхности (профилю).
Примечания:
1.Шероховатость поверхности не включается в отклонение формы. В обоснованных случаях допускается нормировать отклонение формы, включая шероховатость поверхности.
2.Волнистость включается в отклонение формы. В обоснованных случаях допускается нормировать отдельно волнистость поверхности или часть отклонения формы без учета волнистости
Допуск формы (T) - наибольшее допустимое значение отклонения формы.
Поле допуска формы - область в пространстве или на плоскости, внутри которой должны находиться все точки реального рассматриваемого элемента в пределах нормируемого участка. Ширина или диаметр поля допуска определяется значением допуска, а расположение относительно реальной поверхности определяется прилегающим элементом.
В зависимости от вида допуска формы поле допуска может представлять собой:
1). Область в пространстве, ограниченную двумя поверхностями, эквидистантными номинальной поверхности и отстоящими друг от друга по нормали к ним на расстоянии, равном допуску формы поверхности.
2). Область в пространстве, ограниченную цилиндром, диаметр которого равен допуску формы оси (линия) в пространстве.
З). Область в пространстве, ограниченную прямоугольным параллелепипедом, стороны сечения которого равны допускам формы оси (линия) в двух взаимно перпендикулярных направлениях.
4). Область на плоскости заданного направления, ограниченную двумя
линиями, эквидистантными номинальному профилю и отстоящим друг от друга по нормали к ним на расстоянии, равном допуску формы профиля.
К отклонениям и допускам формы относятся:
1.Отклонение от прямолинейности, допуск прямолинейности.
2.Отклонение от плоскостности, допуск плоскостности.
3.Отклонение от круглости, допуск круглости.
4.Отклонение от цилиндричности, допуск цилиндричности.
5.Отклонение и допуск профиля продольного сечения цилиндрической поверхности.
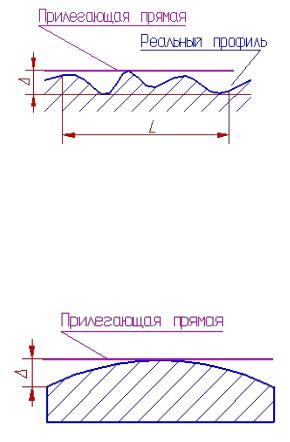
Отклонение от прямолинейности в плоскости - наибольшее рас-
стояние от точек реального профиля до прилегающей прямой в пределах нормируемого участка (рис.3).
Рис. 3. Отклонение от прямолинейности в плоскости
Частными видами отклонения от прямолинейности являются выпуклость и вогнутость.
Выпуклость - отклонение от прямолинейности, при котором удаление точек реального профиля от прилегающей прямой уменьшается от краев к середине (рис. 4).
Рис. 4. Выпуклость
Вогнутость — отклонение от, прямолинейности при котором удаление точек реального профиля от прилегающей прямой увеличивается от краев к середине (рис. 5).
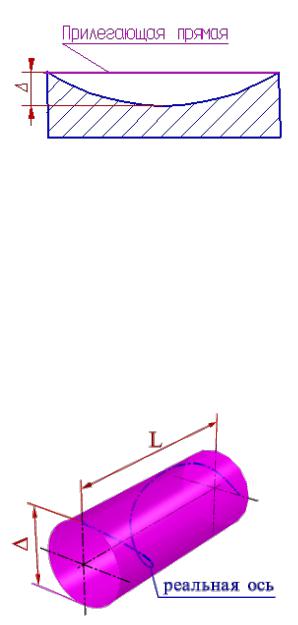
Рис. 5. Вогнутость Допуск прямолинейности - наибольшее допускаемое отклонение от
прямолинейности.
Поле допуска прямолинейности - область на плоскости ограниченная двумя параллельными прямыми, отстоящими друг от друга на расстоянии, равном допуску прямолинейности Т.
Отклонение от прямолинейности оси (или линии) в пространстве -
наименьшее значение диаметра цилиндра Δ, внутри которого располагается реальная ось поверхности вращения (линия) в пределах нормируемого участка (рис. 6).
Рис. 6. Отклонение от прямолинейности оси (или линии) в пространст-
ве
Отклонение от прямолинейности оси (или линии) в заданном на-
правлении - наименьшее расстояние между двумя параллельными плоскостями, перпендикулярными к плоскости заданного направления, в пространстве между которыми располагается реальная ось поверхности вращения (линия) в пределах нормируемого участка (рис.7).
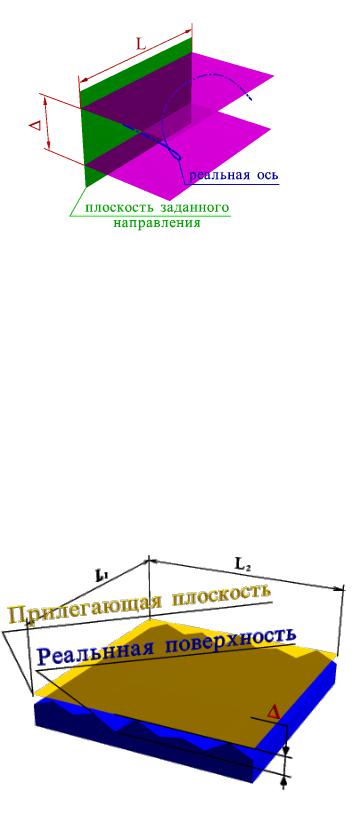
Рис. 7.Отклонение от прямолинейности оси (или линии) в заданном направлении
Поле допуска прямолинейности оси (линии) в пространстве:
1). Область в пространстве, ограниченная цилиндром, диаметр которого равен допуску прямолинейности Т.
2). Область в пространстве, ограниченная прямоугольным параллелепипедом, стороны сечения которого равны допускам прямолинейности оси (линии) в двух взаимно перпендикулярных направлениях Т1 и Т2 боковые грани соответственно перпендикулярны плоскостям заданных направлений.
Отклонения от плоскостности и допуски плоскостности
Отклонение от плоскостности - наибольшее расстояние от точек реальной поверхности до прилегающей плоскости в пределах нормируемого участка (рис.8).
Рис. 8. Отклонение от плоскостности Частными видами отклонения от плоскостности являются выпуклость
и вогнутость.
Выпуклость - отклонение от плоскостности, при котором удаление точек реальной поверхности от прилегающей плоскости уменьшается от краев к середине (рис.9).
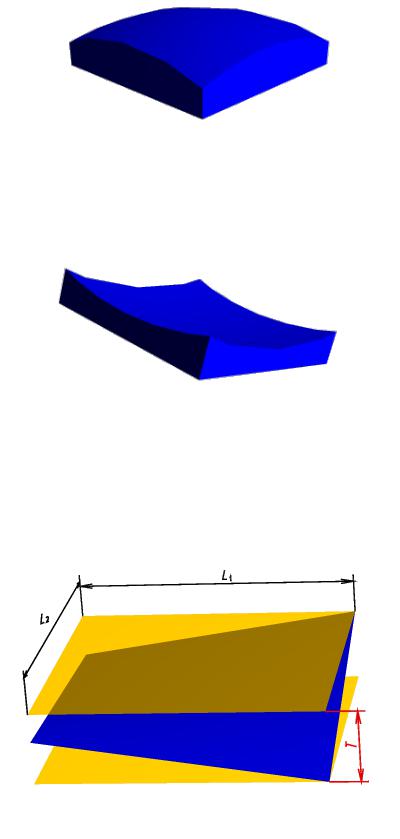
Рис. 9. Выпуклость
Вогнутость—отклонение от плоскостности, при котором удаление точек реальной поверхности от прилетающей плоскости увеличивается от краев к середине (рис.10).
Рис. 9. Вогнутость
Допуск плоскостности - наибольшее допускаемое значение отклонения от плоскостности.
Поле допуска плоскостности - область в пространстве, ограниченная двумя параллельными плоскостями, отстоящими друг от друга на расстоянии равном допуску плоскостности Т (рис.11)
Рис. 11. Поле допуска плоскостности
Отклонения от круглости и допуски круглости
Отклонение от круглости - наибольшее расстояние от точек реального профиля до прилегающей окружности (рис.12). Частными видами отклонений от круглостя являются овальность и огранка.
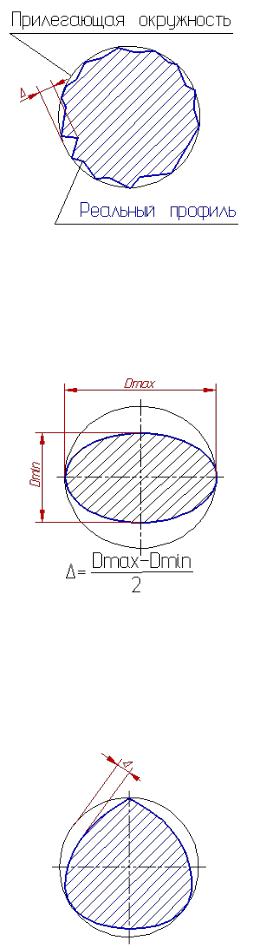
Рис. 112. Отклонение от круглости
Овальность — отклонение от круглости, при котором реальный профиль представляет собой овалообразную фигуру, наибольший в наименьший диаметры которой находится во взаимноперпендикулярных направлениях
(рис.13).
Рис. 13. Овальность
Огранка — отклонение от круглости, при котором реальный профиль представляет собой многогранную фигуру. Огранка подразделяется по числу граней. В частности, огранка с нечетным числом граней характеризуется тем, что диаметры профиля поперечного сечения во всех направлениях одинаковы (рис.14).
Рис. 14. Огранка
Количественно овальность и огранка оцениваются так же, как отклонение от круглости.
В ранее разработанной технической документации овальность оценивалась разностью между наибольшим и наименьшим диаметрами поперечного сечения, т. е. удвоенными значениями отклонения от круглости.
Допуск круглости - наибольшее допускаемое значение отклонения от круглости.
Поле допуска круглости - область на поверхности перпендикулярной оси поверхности вращения или проходящей через центр сферы ограниченная двумя концентричными окружностями, отстоящими друг от друга на расстоянии равном допуску круглости Т (рис.15).
Рис.15. Поле допуска круглости
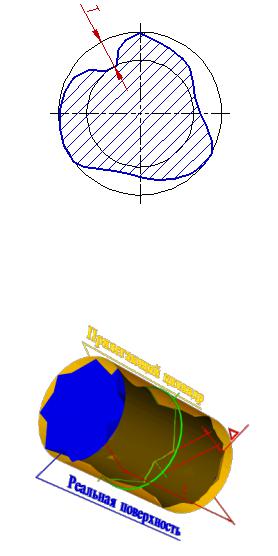
Отклонения от цилиндричности и допуски цилиндричности
Отклонение от цилиндричности - Наибольшее расстояние от точек реальной поверхности до прилегающего цилиндра в пределах нормируемого участка (рис. 16).
Рис. 16. Отклонение от цилиндричности
Допуск цилиндричности - Наибольшее допускаемое значение отклонения от цилиидричности.
Поле допуска цилиндричности - Область в пространстве, ограниченная двумя соосными цилиндрами, отстоящими друг от друга на расстоянии, равном допуску цилиндричности Т (рис.17).