

5.11.2 Характеристики шлифовальных кругов
1 Зернистость
Определяется размерами зёрен по ГОСТ 3647-71. Они подразделяются на 28 номеров зернистости. Номер зернистости соответствует размеру зерна в мкм.
200-16 номера – «шлифовальные зёрна»,
12-3 номера – «шлифовальные порошки»,
М63-М14 – микропорошки,
М10-М5 – «тонкие микропорошки».
Чем больше поверхность контакта круга с обрабатываемой деталью, тем крупнее порошок.
2 Твёрдость шлифовального круга
Она характеризуется твёрдостью «связки».
Твёрдость абразивного инструмента – это способность связки удерживать зёрна от выкрашивания.
Слишком твёрдые шлифовальные круги быстро засаливаются. Подразделяются:
М – мягкие: М1, М2, М3;
СМ – средней мягкости: СМ1-СМ2;
С – редкие: С1, С2;
СТ – средне-твёрдые: СТ1-СТ3;
Т – твёрдые: Т1, Т2;
ВТ – весьма твёрдые: ВТ1, ВТ2;
ЧТ – чрезвычайно твёрдые: ЧТ1, ЧТ2.
С увеличением твёрдости обрабатываемого материала твёрдость круга уменьшается.
3 Структура шлифовальных кругов
Она характеризуется количественным состоянием в круге между зёрнами, связкой и порами.
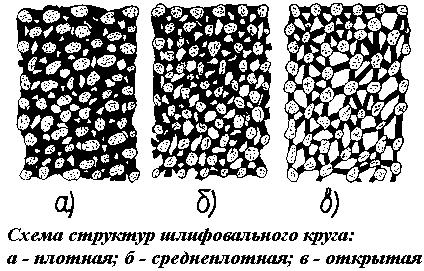
Рисунок 125
Существует 12 номеров структуры:
0-3 (плотные),
4-6 (средней плотности),
7-12 (открытые).
С увеличением номера зернистости уменьшается склонность абразивного инструмента к ожогам и засаливаемости. Для увеличения производительности необходимо брать открытые структуры.
5.11.3 Маркировка шлифовальных кругов
На торце шлифовального круга краской наносятся условные обозначения круга.
Содержание маркировки:
завод-изготовитель;
типоразмер;
марка абразивного материала;
номер зернистости;
степень твёрдости;
вид связки;
рабочая окружная скорость (для кругов с диаметром
 150
мм);
150
мм);размеры круга;
класс дисбаланса;
номер маршрутного листа.
Круги для скоростного шлифования, то есть для V=50 м/с, должны иметь на торце красную полоску. Две полоски – для V=60м/с.
Последовательность:
- марка абразивного материала;
- номер зернистости;
- степень твёрдости;
- номер структуры;
- вид связки;
Пример маркировки:
КАЗ24А40С25К1
35 м/с 250x20x127 (DxHxd)
2 кл. 142
КАЗ – Касулинский абразивный завод,
24А – электрокорундовый белый,
40 – номер зернистости,
С2 – твёрдость (средняя),
5 – номер структуры,
К1 – вид связки (керамическая).
44А40с25к5
Пример обозначения алмазного круга:
ТЗАИ АСР100/80 100 Б156 2317 1973
ТЗАИ – Томилинский завод абразивного инструмента,
АСР100 – марка, 80 – зернистость,
100 – концентрация алмаза,
Б156 – бакелитовая связка,
2317 – номер круга,
1973 – год изготовления.
Пример обозначения эльборового круга:
ИЛО 12С2 100 7К 1215 1974
ИЛО – Ленинград,
12С2 – марка эльборового порошка,
100 – размер зерна,
7К – номер керамической структурной связки,
1215 – номер круга,
1974 – год изготовления.
5.11.4 Шлифование
Считается окончательной обработкой материалов. Однако эта операция имеет более широкое применение. Она применяется для обдирки, зачистки. Она довольно производительная.
Станки:
круглошлифовальные (для наружных и внутренних поверхностей),
плоскошлифовальные,
бесцентровошлифовальные (для наружных и внутренних поверхностей),
резьбошлифовальные, зубошлифовальные, хонинговальные – для отделочной обработки деталей.
Режущий инструмент – шкурки, шлифовальные круги, паста. Шлифовальный круг состоит из зёрен и связки, между которыми есть поры.
Виды шлифования
I. Наружное шлифование
1 Круглое (на круглошлифовальных станках)
V=20-80м/с, очень высокая; Vз – м/мин .
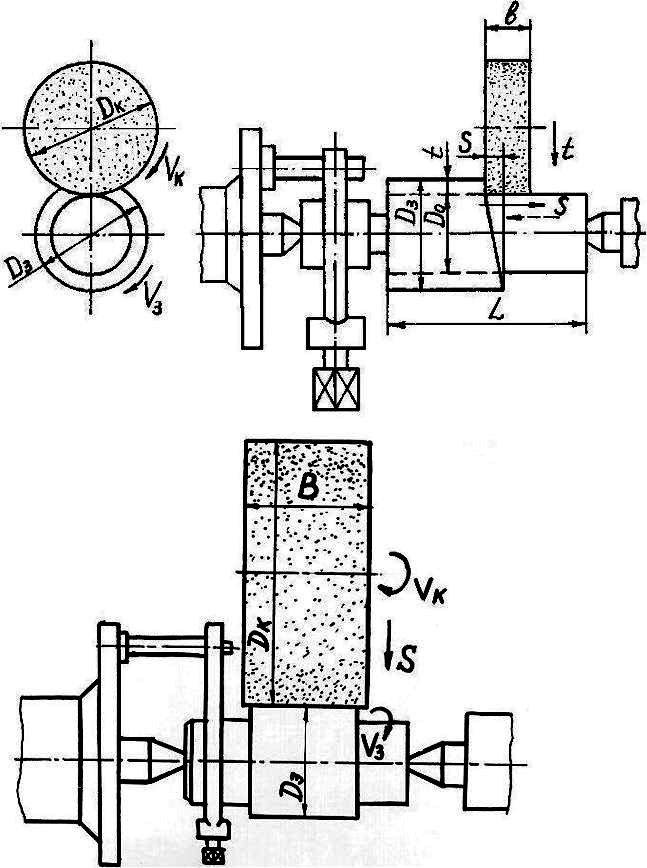
Рисунок 126
2 Глубинный способ
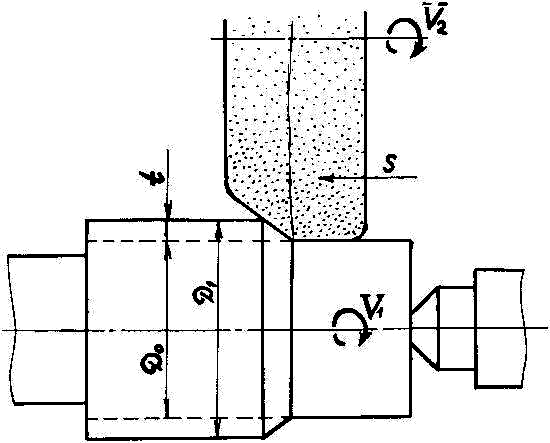
Рисунок 127
Более производителен, нежели предыдущий. Применяется для грубой обработки.
3 Плоское шлифование
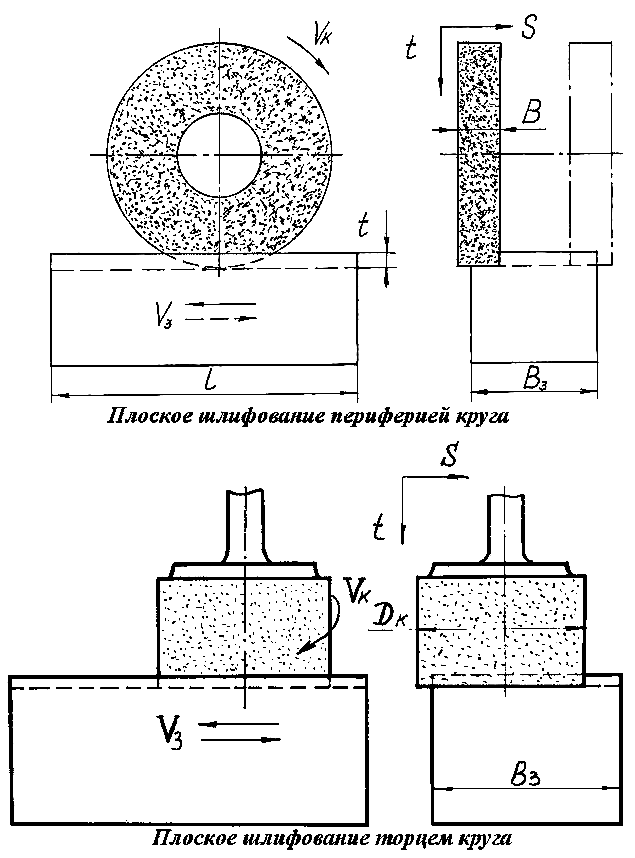
Рисунок 128
4 Бесцентровое шлифование
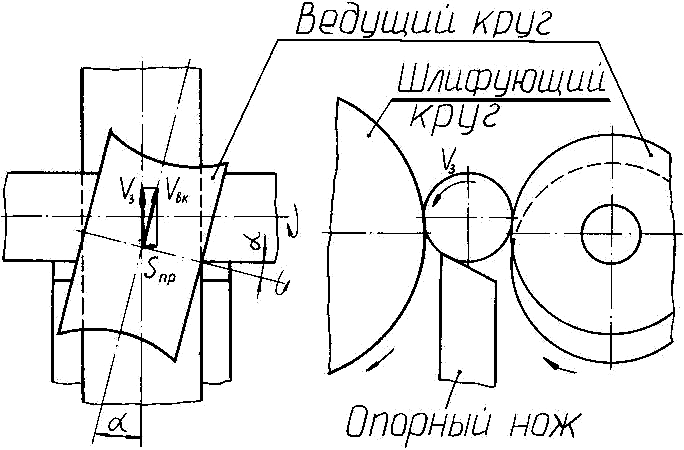
Рисунок 129
Наиболее производителен.
Нож прижимает заготовку к ведущему кругу. Контакт заготовки и ведущего круга – линейный. Ведущий круг наклонён. Этот способ легко автоматизировать.
![]() ,
,
![]()
Можно шлифовать длинные прутки. Качество обработки ниже, нельзя выправить огранку, нельзя устранить дефект при шлифовании трубы, если отверстия несоосны.
II. Внутреннее шлифование
Обработка внутреннего отверстия ещё более затруднена, так как контакт больше, ограничены размеры круга, жёсткость при внутреннем шлифовании. За один проход снимаются тысячные доли мм.
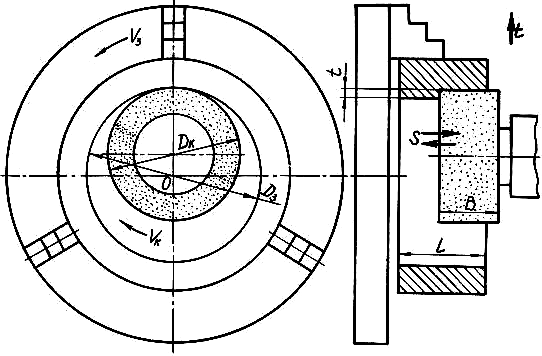
Рисунок 130
Особенности шлифования
Отличается от обработки лезвийным инструментом.
I Большое количество режущих лезвий (зёрен)
Они самой неопределённой формы и снимают стружку в виде запятой.
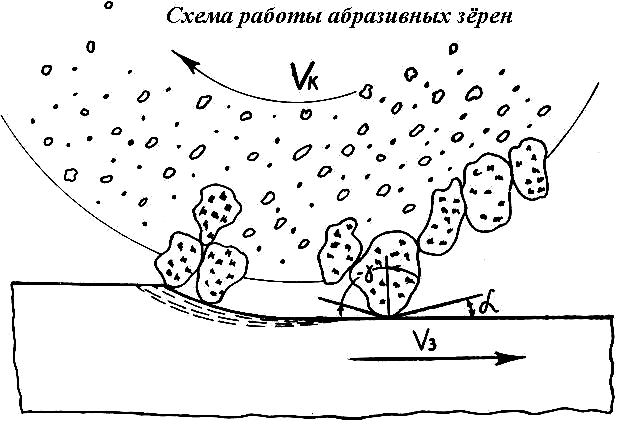
Рисунок 131
II Большие усилия отжима
Лезвие является прерывистым. Глубина мала, толщина срезаемого слоя тоже мала. Больше усадка стружки, велика удельная работа.
Между зёрнами нет места для стружки, и она приваривается к поверхности. Происходит засаливание круга, и шлифования нет.
Связку делают такой, что при увеличении нагрузки зёрна выламываются, и происходит самозатачивание круга. Чем больше твёрдость обрабатываемого материала, тем мягче круги надо брать, чтобы лучше происходил процесс самозаточки.
III Происходит сильный нагрев шлифования (резания), температура равна 1200-15000С.
IV Обрабатываемый слой находится в большом напряжении. На обрабатываемой поверхности остаются вдавливаемые зёрна. Шлифованные поверхности поэтому быстро изнашиваются в сопрягаемых деталях.
V Применяется СОЖ, которая уменьшает процесс засаливания.
VI Нужна частая правка
Стойкость – от 5 до 40 мин. Основной расход круга идёт в процессе правки – 60-90%.
Изнашивание шлифовальных кругов
Изнашивание происходит в виде выкрашивания зёрен. Оно осуществляется силами резания. Это изнашивание полезно, если оно не слишком интенсивное.
Слишком мягкие круги интенсивно изнашиваются, слишком твёрдые – засаливаются и требуют частой правки алмазным карандашом.
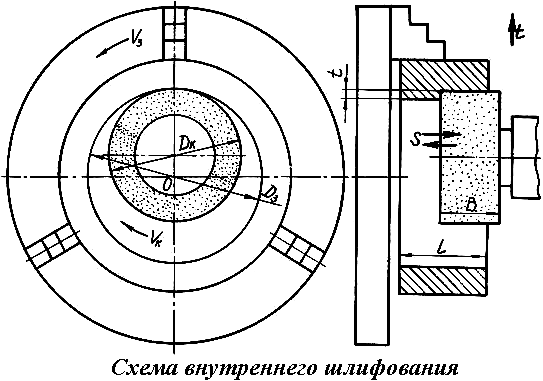
Рисунок 132 – Схема внутреннего шлифования
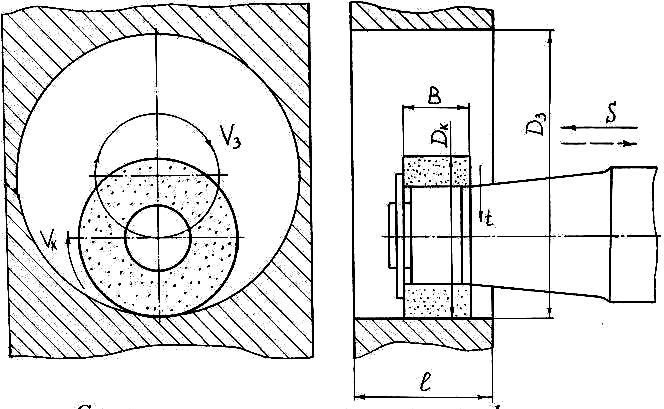
Рисунок 133 – Схема внутреннего планетарного шлифования