

хрущ / Практика июнь-июль 2007 / Развертка
.docРазвертка
Развертки предназначены для изготовления точных отверстий и обеспечивают высокое качество обработанной поверхности. Различают развертки машинные и ручные, а по форме обрабатываемого отверстия - цилиндрические и конические. Развертки имеют 6-16 зубьев, распределяемых по окружности, как правило, неравномерно, что обеспечивает более высокое качество обработанной поверхности. Развертки могут быть с цилиндрическим или коническим хвостовиком.
Развертки:

а) - ручная с цилиндрическим хвостовиком, б) - машинная цельная с коническим хвостовиком, в) - машинная цельная насадная, г) - машинная сборная со вставными ножами, оснащенными пластинами из твердого сплава
Ручная цельная развертка с цилиндрическим хвостовиком (смотри рисунок) состоит из рабочей части, шейки и хвостовика. Рабочая часть включает в себя направляющий конус с углом при вершине 90 градусов, режущую, калибрующую часть и обратный конус. Режущая часть выполняет основную работу резания. У ручных разверток длину режущей части делают значительно большей, чем у машинных. Угол режущей части развертки составляет 2j. При обработке сквозных отверстий j=0,5-1,5 градуса У ручных разверток, j=12-15 градусов у машинных разверток и разверток, оснащенных пластинами из твердых сплавов, j=30-45 градусов. При обработке глухих отверстий j=45 градусов у ручных разверток, j=60 градусов у машинных разверток и j=75 градусов у твердосплавных разверток. Калибрующая часть служит для направления развертки при резании и калибровании отверстия. Обратный конус уменьшает трение развертки об обработанную поверхность и снижает величину разбивки отверстия. У ручных разверток диаметр около шейки меньше калибрующего на 0,005-0,008 мм, у машинных - на 0,04-0,08 мм. Передний угол g=0 градусов у чистовых разверток из быстрорежущих сталей, g=5-10 градусов у черновых разверток из быстрорежущих сталей и g=0-5 градусов у твердосплавных разверток. Задний угол на режущей и калибрующей частях разверток a=6-10 градусов.
Развертки имеют от 6 до 12 режущих кромок и не имеют, как и зенкеры, поперечных режущих кромок. Развертки бывают цельными, сборными и насадными и предназначены для обработки цилиндрических и конических отверстий. Обработку производят на станках либо вручную. Для обработки на станках применяют развертки с коническими и цилиндрическими хвостовыми частями. Хвостовая часть ручных разверток обычно заканчивается квадратом.
В качестве инструментальных материалов для изготовления развёрток применяют углеродистые, инструментальные, легированные, быстрорежущие стали, а вставные ножи изготавливают также из твёрдых сплавов.
Геометрия развёрток
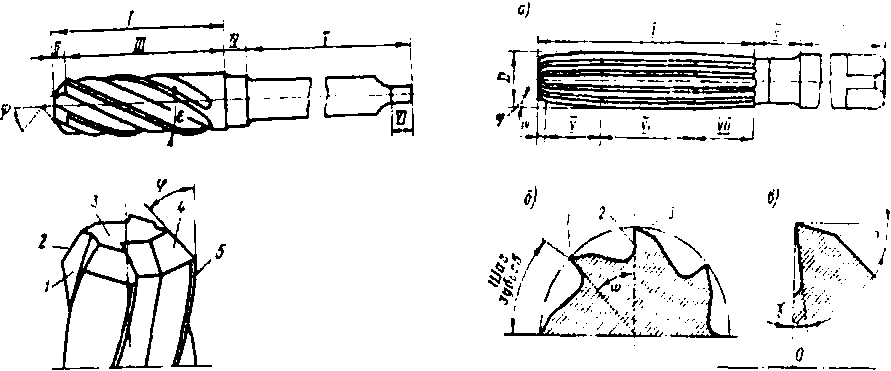
Развертка имеет рабочую часть I, шейку II, хвостовик III, заборную часть и направляющий конус IV, режущую часть V, калибрующий участок VI и обработанный конус VII.
Режущая часть обеспечивает срезание материала и имеет главную режущую кромку 1, переднюю 2 и заднюю 3 поверхности с углами γ и α . Причем углы у и а на калибрующей части равны 0.
Передний угол у = 5 + 10° для черновых разверток и разверток для обработки особо вязких металлов (коррозионно-стойкая сталь и др.); 12—15° для котельных разверток; для твердосплавных разверток отрицательный передний угол создается на длине фаски fф = 0.2 + 0.3 мм (для развертывания закаленной стали fф = 2 + 3 мм), а на остальной части у =0.
Задний угол α. Большие значения — для черновых разверток и разверток малого диаметра, меньшие — для чистовых. У регулируемых твердосплавных и котельных разверток заднюю поверхность затачивают по двум углам: α = 5÷8° на длине 0,5 — 1,5 мм; на остальной части α = 10÷200. На калибрующем участке оставляют цилиндрическую ленточку: для машинных разверток 0,05 — 0,3 мм {при обработке вязких металлов 0,05-0,08 мм), для ручных 0,15-0,18 мм, для котельных 0,2—0,3 мм. Угол α на калибрующем участке такой же, что и на режущей кромке.
Угол в плане φ. Для обработки сквозных отверстий: у ручных разверток φ = 0,5÷1,5°; у машинных разверток для обработки вязких металлов φ = 12÷15°; для обработки хрупких, твердых и труднообрабатываемых металлов и сплавов φ = 3 ÷ 5°; у котельных разверток φ = 1,5÷3°.
Для обработки глухих отверстий при обработке всех материалов; у ручных разверток φ =45°; у машинных φ = 60°; у твердосплавных разверток обычно φ= 150 с заточкой фаски на торце под углом 45°. Для уменьшения параметров шероховатости обработанной поверхности режущую кромку твердосплавных разверток изготовляют с тремя лезвиями под углами 45, 15 и 2-50 (на длине 0,8-2 мм). Закаленную сталь обрабатывают твердосплавными развертками с φ = 15°, с переходным режущим лезвием длиной 1,5 — 2 мм с углом φ =1°30’÷2°.
У регулируемых разверток φ = 45° для обработки стали и φ = 5° для обработки чугуна.
Угол наклона винтовой канавки ω. Стандартные развертки имеют прямые канавки (φ=0°). Для получения отверстий повышенных точности и качества обработанной поверхности, а также для развертывания отверстий с продольными пазами применяют винтовые развертки: для обработки серого чугуна и твердой стали φ = 7÷8°; для ковкого чугуна и стали средней твердости φ = 12÷20° φ; для алюминиевых и других легких сплавов φ = 35÷40° ; для котельных разверток φ = = 25 ÷30°; для регулируемых разверток φ =3°