

Методика ПО гр.ЗСМ303с / Учебно-программная документация / РП ПМ01
.pdf2.Расшифровать:
3.Проведите сравнительный анализ рукавов (шлангов) используемых для подачи горючего газа и кислорода, указав типы, допустимые максимальные и минимальные размеры, способы присоединения к горелке и редуктору. Сделайте выводы.
Вариант №13 Проверяемые результаты обучения: З1, З2, З3, З5, З6, З7
1.Необходимо подготовить заготовки для сварной конструкции из профильной трубы 25*25 *2 мм, L = 1500 мм указанных на рисунке. Составьте инструкционно-технологическую карту изготовления заготовок с указанием оборудования, слесарного и контрольно- измерительного инструмента, безопасного выполнения работ.
2.Проведите сравнительный анализ опиливания поверхностей деталей указанных на рисунке и способов проверки качества работ. Выберите оборудование, инструмент и приемы опиливания. Сделайте вывод.
41

3.Опишите последовательность выполнения подготовки труб к сварке с указанием вида технологической оснастки и ее назначения, типа разделки кромок, оборудования, слесарного и контрольно-измерительного инструмента. Трубы Ø250 мм, L = 2000 мм, S= 10 мм.
Вариант №14 Проверяемые результаты обучения: З1, З2, З3, З5, З6, З7
1.Необходимо подготовить заготовки из листового металла для сборки под сварку конструкции указанной на рисунке. Составьте инструкционно- технологическую карту изготовления заготовок с указанием приспособлений, оборудования, слесарного и контрольно- измерительного инструмента, безопасного выполнения работ. Размеры заготовок: 200*100*5 мм, число заготовок 9.
2.Проведите сравнительный анализ опиливания поверхностей деталей указанных на рисунке и способов проверки качества работ. Выберите оборудование, инструмент и приемы опиливания. Сделайте вывод.
3.Необходимо выполнить сборку под сварку деталей указанных на рисунке. Составьте технологическую последовательность операций с указанием способа наложения прихваток, расчета их геометрических параметров и
42
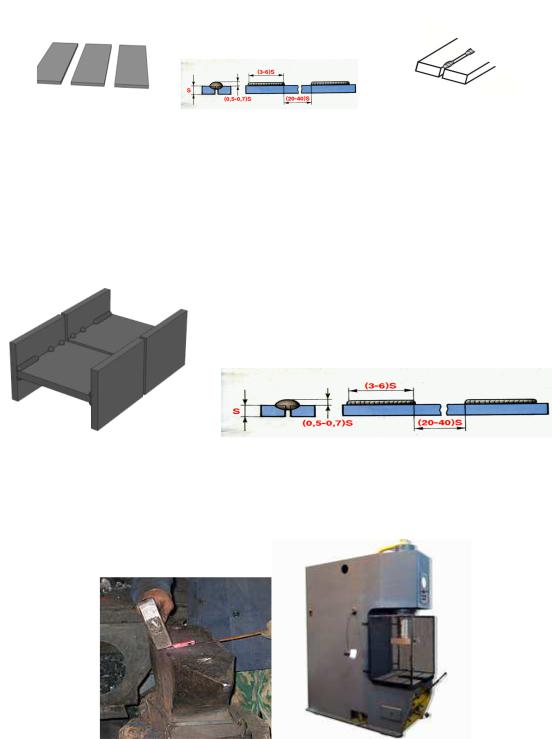
общего количества, если детали имеют следующие размеры: лист
500*200*8 мм.
Вариант №15 Проверяемые результаты обучения: З1, З2, З3, З6, З7
1.Необходимо выполнить сборку под сварку конструкции указанной на рисунке. Составьте технологическую последовательность операций с указанием способа наложения прихваток, расчета их геометрических параметров и общего количества, если детали имеют следующие размеры:
полка 2000*300*5 мм, стойка 2000*500*3 мм.
2.Проведите сравнительный анализ правки деталей вручную и механизированным способом. Приведите примеры правки деталей указанными на рисунке способами в зависимости от эксплуатационных требований. Сделайте вывод.
3.Опишите последовательность выполнения подготовки труб к сварке с указанием вида технологической оснастки и ее назначения, типа разделки
кромок, оборудования, слесарного и контрольно-измерительного инструмента. Трубы: Ø 350 мм, L = 2000 мм, S = 6 мм и Ø350 мм, L = 500 мм, S= 6 мм.
43

Вариант №16 Проверяемые результаты обучения: З1, З2, З3, З5, З6, З7
1.Необходимо выполнить сборку под сварку конструкции указанной на рисунке, выберите способ сборки, оборудование и приспособления. Обоснуйте свой выбор, проведя сравнительный анализ.
1.Укажите преимущества и недостатки указанных типов сварного соединения. Приведите примеры использования данных типов соединений. Сделайте вывод.
2.Необходимо выполнить сборку под сварку конструкции указанной на рисунке. Опишите этот процесс, указав инструмент, приспособления, оборудование и технику сборки.
Вариант №17 Проверяемые результаты обучения: З1, З2, З3, З5, З6, З7
1.Проведите сравнительный анализ подготовки кромок свариваемых деталей вручную и механизированным способом. Приведите примеры. Сделайте выводы.
44
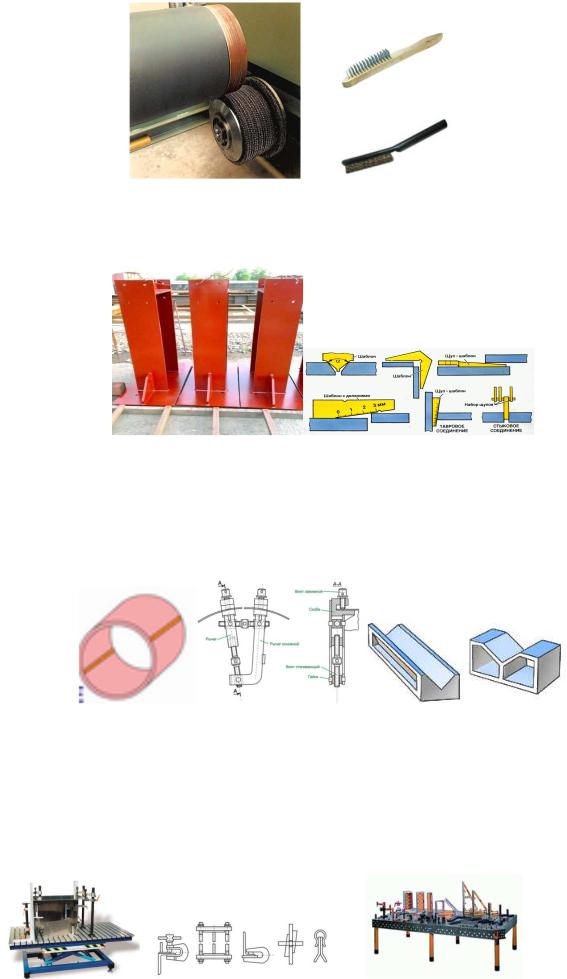
2.Требуется проверить качество сборки конструкции указанной на рисунке. Опишите этот процесс, указав измерительно-контрольные инструменты и их назначение.
3.Спрогнозируйте последствия, которые могут возникнуть в процессе сборки сварной конструкции указанной на рисунке без применения сборочных приспособлений и соблюдения правил выполнения прихваток.
Вариант №18 Проверяемые результаты обучения: З1, З2, З3, З4, З5, З6, З7
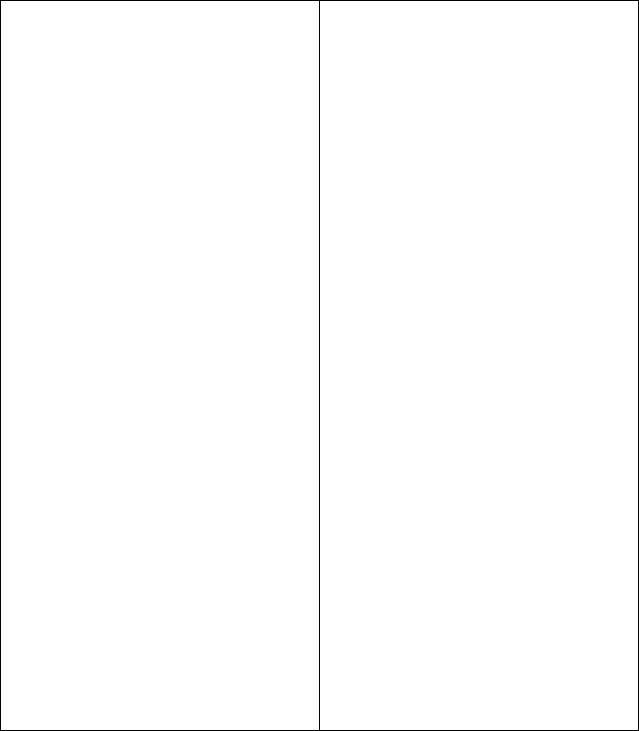
1.Проведите сравнительный анализ использования сборочно-сварочной оснастки и переносных универсальных приспособлений в единичном и серийном производстве. Сделайте вывод.
45

2.Необходимо сварить детали из листовой стали толщиной S = 6 мм, S = 12 мм, S = 15 мм и 20 мм встык. Подберите для каждой толщины заготовки свой тип разделки кромок, указав её целесообразность, способ подготовки и оборудование.
3.Необходимо собрать сварную конструкцию из листового металла указанную на рисунке. Опишите технологическую последовательность сборки конструкции с указанием приспособлений, инструментов и других операций позволяющих получить точную сборку.
4.ОЦЕНКА ПО УЧЕБНОЙ И ПРОИЗВОДСТВЕННОЙ ПРАКТИКЕ 4.1. Оценка по учебной практике
Оценка по учебной практике выставляется на основании данных аттестационного листа (характеристики профессиональной деятельности обучающегося на практике) с указанием видов работ, выполненных обучающимся во время практики, их объема, качества выполнения в соответствии с технологией и требованиями организации, в которой проходила практика.
Виды работ |
Коды проверяемых результатов (ПК, |
|
ОК, У) |
- Правка пластин, изогнутых по |
ПК 1.1. |
плоскости; |
ПК 1.2 |
- правка пластин изогнутых по ребру; |
ПК 1.3 |
- правка пластин с изгибом в виде |
ПК 1.4. |
спирали; |
У 1 |
- гибка полосового металла в |
У 2 |
46

слесарных тисках под прямым углом; |
У 3 |
-опиливание кромок деталей после |
У 4 |
рубки; |
|
-резка тонкостенных труб ножовкой;
-усвоение рабочего положения и рабочих движений при резке металла напильником;
-опиливание поверхности ребра пластины;
-подготовка ацетиленовых генераторов к работе и правила их обслуживания;
-подготовка баллонов для сжатых и сжиженных газов и правила их эксплуатации;
-подготовка газовых редукторов и правила их эксплуатации;
-подготовка предохранительных затворов и обратных клапанов, правила их эксплуатации;
-подготовка горелки и резака к работе, правила их обслуживания;
-подготовка и присоединение шлангов (рукавов) к газосварочной аппаратуре
-организация рабочего места при газопламенной обработке металла:
-обозначение сварных швов на чертежах;
-подготовка односторонней разделки кромок заготовок равной толщины;
-подготовка двусторонней разделки кромок заготовок равной толщины;
-подготовка двусторонней разделки кромок деталей разной толщины;
-прихватка деталей из листового проката различной длины;
-прихватка деталей круглого сечения;
-сборка сварных соединений без разделки кромок;
-сборка сварных соединений с разделкой кромок;
-сборка труб различного диаметра.
47
Аттестационный лист по учебной практике
1.ФИО обучающегося/студента, № группы, специальность/профессия
________________________________________________________
2.Место проведения практики (организация), наименование, юридический адрес ___________________________________________________
3.Время проведения практики ______________________________
4.Виды и объем работ, выполненные обучающимся во время практики:
№ |
Виды работ |
|
Сроки |
Примечания |
|
|
|
|
|
выполнен |
|
|
|
|
|
ия |
|
1 |
Правка пластин, изогнутых по |
|
|
||
|
плоскости; |
|
|
|
|
2 |
Правка пластин изогнутых по |
|
|
||
|
ребру |
|
|
|
|
3 |
Правка пластин с изгибом в виде |
|
|
||
|
спирали |
|
|
|
|
4 |
Гибка полосового металла в |
|
|
|
|
|
слесарных тисках под прямым |
|
|
||
|
углом |
|
|
|
|
5 |
Опиливание кромок деталей |
|
|
|
|
|
после рубки. |
|
|
|
|
6 |
Резка тонкостенных труб |
|
|
|
|
|
ножовкой. |
|
|
|
|
7 |
Усвоение рабочего положения и |
|
|
||
|
рабочих движений при резке |
|
|
|
|
|
металла напильником. |
|
|
|
|
8 |
Опиливание |
поверхности |
ребра |
|
|
|
пластины. |
|
|
|
|
9. |
Подготовка баллонов для сжатых |
|
|
||
|
и сжиженных газов и правила их |
|
|
||
|
эксплуатации. |
|
|
|
|
10 |
Подготовка газовых редукторов и |
|
|
||
|
правила их эксплуатации |
|
|
|
|
11. |
Подготовка |
предохранительных |
|
|
|
|
затворов и обратных клапанов, |
|
|
||
|
правила их эксплуатации |
|
|
|
|
12. |
Подготовка горелки и резака к |
|
|
||
|
работе, правила их обслуживания |
|
|
||
13. |
Подготовка |
и присоединение |
|
|
|
|
шлангов |
(рукавов) |
к |
|
|
|
газосварочной аппаратуре |
|
|
|
|
14. |
Организация рабочего места при |
|
|
||
|
газопламенной обработке металла |
|
|
||
48

15. |
Расшифровка |
|
|
условного |
|
|
||
|
обозначения |
сварных |
швов |
на |
|
|
||
|
чертеже |
|
|
|
|
|
|
|
16. |
Подготовка |
|
односторонней |
|
|
|||
|
разделки кромок заготовок равной |
|
|
|||||
|
толщины |
|
|
|
|
|
|
|
17. |
Подготовка |
|
двусторонней |
|
|
|||
|
разделки кромок заготовок равной |
|
|
|||||
|
толщины |
|
|
|
|
|
|
|
18. |
Подготовка |
|
двусторонней |
|
|
|||
|
разделки |
кромок |
деталей разной |
|
|
|||
|
толщины |
|
|
|
|
|
|
|
19. |
Прихватка деталей из листового |
|
|
|||||
|
проката различной длины |
|
|
|
||||
20. |
Прихватка |
деталей |
круглого |
|
|
|||
|
сечения |
|
|
|
|
|
|
|
21. |
Сборка сварных |
соединений |
без |
|
|
|||
|
разделки кромок |
|
|
|
|
|
||
22. |
Сборка |
сварных |
соединений |
с |
|
|
||
|
разделкой кромок |
|
|
|
|
|
||
23. |
Сборка труб различного диаметра |
|
|
|||||
5. Качество выполнения работ в соответствии с технологией и (или) требованиями организации, в которой проходила практика
_________________________________________________________
_________________________________________________________
Дата |
Подписи руководителя практики, |
МП |
ответственного лица организации |
4.2. Оценка по производственной практике
Оценка по производственной практике выставляется на основании данных аттестационного листа (характеристики профессиональной деятельности обучающегося на практике) с указанием видов работ, выполненных обучающимся во время практики, их объема, качества выполнения в соответствии с технологией и требованиями организации, в которой проходила практика.
Виды работ
- Гибка скоб из полосового и круглого металла под углом, не равном 90°;
49
- гибка труб Ø до 40 мм на |
ПК 1.4. |
неподвижной оправке и на |
ПО 1 |
приспособлении (Ø до 20 мм) в |
ПО 2 |
холодном состоянии; |
ПО 3 |
- правка, разметка и вырезка |
ПО 4 |
заготовок для емкости; |
|
-правка, разметка и вырезка заготовок для регистра;
-правка, разметка и вырезка заготовок для ограждения;
-подсоединение газосварочной аппаратуры;
-проверка газовой горелки на проницаемость;
-проверка газовой горелки на разряжение;
-заправка ацетиленового генератора карбидом кальция и водой;
-организация рабочего места при газопламенной обработке металла. сборка- прихватка коротких листов одинаковой и разной толщины;
-сборка- прихватка длинных листов одинаковой и разной толщины;
-сборка- прихватка листов обратноступенчатым способом;
-сборка- прихватка листов вразброс;
-сборка сварных соединений с разделкой кромок;
-сборка труб различного диаметра без разделки кромок;
-сборка различных деталей с помощью универсальных и специальных приспособлений.
Аттестационный лист по производственной практике
1.ФИО обучающегося, № группы, профессия
________________________________________________________
2.Место проведения практики (организация), наименование, юридический адрес ___________________________________________________
3.Время проведения практики ______________________________
4.Виды и объем работ, выполненные обучающимся во время производственной практики:
50