Объем выпускаемой продукции
В таблице 1 приведены данные за 6 месяцев 2011 по выпуску продукции ЛПЦ-5.
Таблица 1 - Объем выпускаемой продукции за 6 месяцев 2011 года
|
Марка |
ГОСТы |
Вес, т. |
|
08 |
ГОСТ 503-81 |
38,67 |
|
10 |
ГОСТ 503-81 ТУ 14-4-1207-82 СТП 14-101-128-97 |
5365,39 |
|
15 |
ГОСТ 2284-79ГОСТ 2284-79 ГОСТ 2284-79
|
3731,605 |
|
20 |
ГОСТ 2284-79 ГОСТ 19851-74 |
7704,894 |
|
07ГБЮ |
ТУ 14-1-5262-94 |
49496,934 |
|
08ГСЮТ |
ТУ 14-1-3764-84 |
14694,402 |
|
08пс |
СТП 14-101-128-97 ГОСТ 503-81 ТУ 14-4-1207-82 ТУ 14-1-754-93 ТУ 14-101-498-2002 |
693150,429 |
|
08Ю |
СТП 14-101-128-97 ГОСТ 503-81 ТУ 14-4-1207-82 ТУ 14-1-754-93 ТУ 14-101-498-2002 |
166974,815 |
|
08ЮР |
ТС 14-101-321-2006 |
3770,274 |
|
10пс |
СТП 14-101-128-97 ТУ 14-101-498-2002 ГОСТ 503-81 ТУ 14-4-1207-82 |
25734,539 |
|
20пс |
ТС 14-101-602-2006 ГОСТ 2284-79 |
473,70 |
|
Итого |
|
966737 |
Основные требования к исходным материалам
В условиях ЛПЦ-5 термообработке в азотоводородных колпаковых печах подвергают холоднокатаный металл в рулонах, который должен удовлетворять следующим требованиям:
иметь плотно прилегающие наружние и внутренние витки;
не иметь отвисающих концов;
рулоны должны быть плотно смотаны с телескопичностью не более 15мм;
каждый рулон должен иметь четкую маркировку, указывающую номера бригад переделов, плавки, номер рулона в плавке, марку стали, размеры полосы, наименование НД, требование к состоянию материала, массу рулона и другие отметки (при необходимости шифры дефектов ОКП).
Термической обработке в азотоводородных колпаковых печах подвергают горячекатаный и холоднокатаный прокат (ленту) в рулонах из следующих марок стали:08, 10, 15, 20, 07ГБЮ, 08ГСЮТ, 08пс, 08Ю, 08ЮР, 10пс, 20пс.
Основные требования к выпускаемой продукции
Качество термообработанной ленты должно соответствовать требованиям следующих нормативных документов:
ГОСТ 9045-93:
Настоящий стандарт распространяется на тонколистовой холоднокатаный прокат из низкоуглеродистой качественной стали толщиной до 3,9 мм, предназначенной для холодной штамповки.
Сортамент:
Прокат подразделяют:
по видам продукции: листы, рулоны;
по нормируемым характеристикам на категории: 1, 2, 3, 4, 5;
по качеству отделки поверхности на группы:
особо высокой отделки – I,
высокой отделки –II,
повышенной отделки –III;
по способности к вытяжке:
весьма особо сложной –ВОСВ,
особо сложной –ОСВ,
сложной –СВ,
Весьма глубокой –ВГ.
Характеристика:
Прокат изготавливают из низкоуглеродистых качественных сталей.
Механические свойства проката должны соответствовать требованиям таблицы №.
Таблица 2
|
Способность к вытяжке |
Предел текучести |
Временное сопротивление |
Относительное удлинение |
Твердость | ||||||||
|
HR 15T |
HR 30T |
HR B | ||||||||||
|
при толщине проката | ||||||||||||
|
Менее 0,7 мм |
0,7 – 1,5 мм включ. |
1,5 – 2,0 мм включ. |
2,0 – 3,9 мм включ. |
0,5 – 0,8 мм включ. |
0,8 – 1,7 мм включ. |
1,7 – 2,0 мм включ. | ||||||
|
ОСВ |
195 |
250 – 350 |
34 |
36 |
40 |
42 |
76 |
51 |
46 | |||
|
СВ |
205 |
250 – 380 |
32 |
34 |
38 |
40 |
78 |
53 |
48 | |||
|
ВГ |
– |
250 – 390 |
26 |
28 |
29 |
30 |
– |
– |
– | |||
Прокат изготавливают в термически обработанном и дрессированном состоянии.
Прокат изготавливают с необрезной и обрезной кромкой.
На кромках не допускаются дефекты, глубина которых превышает половину предельного отклонения по ширине проката и выводящие его за номинальный размер по ширине.
Прокат
не должен иметь загнутых уголков,
заворотов торцов и кромок под углом
более 90 ,
а так же складок. Длинна концов рулонов,
неполной ширины, не должна превышать
ширину рулона.
,
а так же складок. Длинна концов рулонов,
неполной ширины, не должна превышать
ширину рулона.
Поверхность проката должна быть без плен, сквозных разрывов, пузырей – вздутий, недотравов, полос нагартовки, вкатанных металлических и инородных частиц.
Расслоения не допускаются.
Для проката IIIгруппы отделки поверхности допускается удаление поверхностных дефектов зачисткой мелкозернистым наждачным или войлочным кругом с наждачной пастой. При этом на поверхности проката допускаются следы абразивной зачистки, а глубина зачистки не должна выводить прокат за минимальный размер по толщине.
ГОСТ 19904 – 90:
Настоящий стандарт распространяется на листовой холоднокатаный прокат шириной 500 мм и более, изготовляемый в листах толщиной от 0,35 дл 5,00 мм, рулонах толщиной от 0,35 до 3,50 мм.
Прокат подразделяется:
по точности изготовления:
по толщине:
ВТ – высокая,
АТ – повышенная,
БТ – нормальная;
по ширине:
ВШ – высокая,
АШ – повышенная,
БШ – нормальная (листовой прокат);
по длине: (листовой прокат, кроме прокатанного полистно)
ВД – высокая,
АД – повышенная,
БД – нормальная;
по плоскостности (листовой прокат):
ПО – особо высокая,
ПВ – высокая,
ПУ – улучшенная,
ПН – нормальная;
по характеру кромки:
О – обрезная,
НО – необрезная.
Предельные отклонения по толщине проката не должны превышать приведенных в таблице №.
Таблица № 3
|
Толщина проката |
Предельные отклонения по толщине проката | ||
|
До 1000 включ. | |||
|
Высокая точность |
Повышенная точность |
Нормальная точность | |
|
От 0,35 до 0,40 вкл. |
± 0,02 |
± 0,03 |
± 0,04 |
|
Св. 0,40 ›› 0,50 ›› |
± 0,03 |
± 0,04 |
±0,05 |
|
›› 0,50 ›› 0,65 ›› |
± 0,04 |
± 0,05 |
± 0,06 |
|
›› 0,65 ›› 0,90 ›› |
± 0,04 |
±0,06 |
± 0,08 |
|
›› 0,90 ›› 1,20 ›› |
± 0,05 |
±0,08 |
± 0,10 |
|
›› 1,20 ›› 1,40 ›› |
± 0,06 |
± 0,09 |
± 0,10 |
|
›› 1,40 ›› 1,50 ›› |
± 0,07 |
± 0,10 |
± 0,12 |
|
›› 1,50 ›› 1,80 ›› |
± 0,08 |
± 0,12 |
± 0,14 |
|
›› 1,80 ›› 2,00 ›› |
± 0,08 |
± 0,12 |
± 0,15 |
|
›› 2,00 ›› 2,50 ›› |
± 0,10 |
± 0,14 |
± 0,17 |
|
›› 2,50 ›› 3,00 ›› |
± 0,12 |
± 0,16 |
± 0,18 |
|
›› 3,00 ›› 3,20 ›› |
± 0,13 |
± 0,17 |
± 0,19 |
|
›› 3,20 ›› 4,00 ›› |
± 0,14 |
± 0,18 |
± 0,20 |
|
›› 4,00 ›› 5,00 ›› |
± 0,16 |
± 0,19 |
± 0,20 |
|
Толщина проката |
До 1000 включ. | ||
|
Предельные отклонения по толщине проката | |||
|
Св. 1000 до 1500 включ. | |||
|
Высокая точность |
Повышенная точность |
Нормальная точность | |
|
От 0,35 до 0,40 вкл. |
± 0,03 |
± 0,04 |
± 0,05 |
|
Св. 0,40 ›› 0,50 ›› |
± 0,04 |
± 0,05 |
±0,06 |
|
›› 0,50 ›› 0,65 ›› |
± 0,05 |
± 0,06 |
± 0,07 |
|
›› 0,65 ›› 0,90 ›› |
± 0,05 |
±0,06 |
± 0,08 |
|
›› 0,90 ›› 1,20 ›› |
± 0,06 |
±0,09 |
± 0,11 |
|
›› 1,20 ›› 1,40 ›› |
± 0,07 |
± 0,10 |
± 0,12 |
|
›› 1,40 ›› 1,50 ›› |
± 0,08 |
± 0,11 |
± 0,13 |
|
›› 1,50 ›› 1,80 ›› |
± 0,09 |
± 0,12 |
± 0,15 |
|
›› 1,80 ›› 2,00 ›› |
± 0,09 |
± 0,13 |
± 0,16 |
|
›› 2,00 ›› 2,50 ›› |
± 0,11 |
± 0,15 |
± 0,18 |
|
›› 2,50 ›› 3,00 ›› |
± 0,13 |
± 0,16 |
± 0,19 |
|
›› 3,00 ›› 3,20 ›› |
± 0,14 |
± 0,18 |
± 0,21 |
|
›› 3,20 ›› 4,00 ›› |
± 0,16 |
± 0,19 |
± 0,22 |
|
›› 4,00 ›› 5,00 ›› |
± 0,18 |
± 0,20 |
± 0,23 |
Окончание таблицы № 3
|
Толщина проката |
Св. 1000 до 1500 включ. | ||
|
Предельные отклонения по толщине проката | |||
|
Св. 1500 до 2000 включ. | |||
|
Высокая точность |
Повышенная точность |
Нормальная точность | |
|
От 0,35 до 0,40 вкл. |
− |
− |
− |
|
Св. 0,40 ›› 0,50 ›› |
− |
− |
− |
|
›› 0,50 ›› 0,65 ›› |
± 0,06 |
± 0,07 |
± 0,09 |
|
›› 0,65 ›› 0,90 ›› |
± 0,07 |
±0,09 |
± 0,11 |
|
›› 0,90 ›› 1,20 ›› |
± 0,07 |
±0,10 |
± 0,13 |
|
›› 1,20 ›› 1,40 ›› |
± 0,08 |
± 0,12 |
± 0,15 |
|
›› 1,40 ›› 1,50 ›› |
± 0,09 |
± 0,13 |
± 0,16 |
|
›› 1,50 ›› 1,80 ›› |
± 0,10 |
± 0,14 |
± 0,17 |
|
›› 1,80 ›› 2,00 ›› |
± 0,10 |
± 0,15 |
± 0,18 |
|
›› 2,00 ›› 2,50 ›› |
± 0,12 |
± 0,18 |
± 0,20 |
|
›› 2,50 ›› 3,00 ›› |
± 0,14 |
± 0,19 |
± 0,22 |
|
›› 3,00 ›› 3,20 ›› |
± 0,18 |
± 0,20 |
± 0,23 |
|
›› 3,20 ›› 4,00 ›› |
± 0,19 |
± 0,21 |
± 0,24 |
|
›› 4,00 ›› 5,00 ›› |
± 0,20 |
± 0,22 |
± 0,25 |
|
Толщина проката |
Св. 1500 до 2000 включ. | ||
|
Предельные отклонения по толщине проката | |||
|
Св. 2000 до 2500 включ. | |||
|
Высокая точность |
Повышенная точность |
Нормальная точность | |
|
От 0,35 до 0,40 вкл. |
− |
− |
− |
|
Св. 0,40 ›› 0,50 ›› |
− |
− |
− |
|
›› 0,50 ›› 0,65 ›› |
− |
− |
− |
|
›› 0,65 ›› 0,90 ›› |
− |
− |
− |
|
›› 0,90 ›› 1,20 ›› |
− |
− |
− |
|
›› 1,20 ›› 1,40 ›› |
− |
− |
− |
|
›› 1,40 ›› 1,50 ›› |
− |
− |
− |
|
›› 1,50 ›› 1,80 ›› |
± 0,14 |
± 0,17 |
± 0,21 |
|
›› 1,80 ›› 2,00 ›› |
± 0,15 |
± 0,18 |
± 0,22 |
|
›› 2,00 ›› 2,50 ›› |
± 0,18 |
± 0,20 |
± 0,23 |
|
›› 2,50 ›› 3,00 ›› |
± 0,19 |
± 0,21 |
± 0,25 |
|
›› 3,00 ›› 3,20 ›› |
± 0,20 |
± 0,22 |
± 0,27 |
|
›› 3,20 ›› 4,00 ›› |
± 0,21 |
± 0,23 |
± 0,28 |
|
›› 4,00 ›› 5,00 ›› |
± 0,23 |
± 0,25 |
± 0,30 |
|
Толщина проката |
Предельные отклонения по толщине проката | ||
|
Св. 2000 до 2500 включ. | |||
ГОСТ 7566 – 94:
Настоящий стандарт устанавливает требования к приемке, маркировке, упаковке, транспортированию и хранению блюмов, слябов, заготовок, в том числе литых и кованных, сортового, фасонного, калиброванного, холоднотянутого проката, проволоки, круглого проката со специальной отделкой поверхности (в том числе шлифованного), гнутых профилей, листового, широкополосного проката и ленты.
Приемка:
Металл принимают партиями.
Определение партии и объем испытаний устанавливают в нормативной документации (НД) на конкретные виды металлопродукции. Проверку качества и приемку партии металлопродукции проводит предприятие – изготовитель. Приемку партии, для которой предусмотрен контроль качества поверхности и размеров каждого изделия, входящего в партию, допускается производить по результатам технологического и инструментального контроля в процессе производства.
При контрольной проверке качества поверхности рулонного проката, листового проката с непрерывных станов, порезанного на листы, гнутых профилей партию считают соответствующей требованиям стандарта, если масса участков, не удовлетворяющих требованиям стандарта к качеству поверхности, не превышает 2 % массы пратии.
При получении неудовлетворительных результатов по какому-либо показателю, по нему проводят повторные испытания.
Результаты повторных испытаний распространяются на всю партию при выборочном контроле, а при сплошном – на заготовки, блюмы, слябы, прутки, листы, полосы, мотки и рулоны, не выдержавшие испытания.
Каждая партия сопровождается документом, содержащим:
А) наименование и (или) товарный знак предприятия – изготовителя;
Б) наименование потребителя;
В) номер заказа;
Г) дату оформления документа о качестве;
Д) марку стали, группу или класс прочности;
Е) номер плавки и номер партии, если плавку делят на партии;
Ж) наименование металлопродукции, размеры, количество мест, их общую массу и, в случае поставки по садочной (теоретической) массе, знак «ТМ», коэффициент пересчета;
З) номер НД;
И) химический состав стали по ковшевой пробе или в готовом прокате;
К) результаты всех испытаний
Л) сведения о режиме термической обработки по требованию потребителя;
М) штамп отдела технического контроля.
Маркировка:
Маркировку наносят непосредственно на металлопродукцию, если она не подлежит упаковке, и на ярлыки, если металлопродукция упакована в пачки, мотки, рулоны, связки мотков или стопы рулонов.
Маркировку выполняют ударным способом – клеймением, электрографированием, наклеивание ярлыков из водостойкой пленки, цветным лаком или несмываемым красящим составом, краской.
Упаковка:
Сортовой, фасонный, калиброванный, холоднотянутый прокат, проволоку и круглый прокат со специальной отделкой поверхности размерами поперечного сечения до 50 мм и заготовок всех видов увязывают в пачки по требованию потребителя.
Поперечное сечение пачек сортового, фасонного, калиброванного проката, проволоки и круглого проката со специальной отделкой поверхности, гнутых профилей в зависимости от размеров и формы поперечного сечения должно приближаться к кругу, прямоугольнику или шестиугольнику.
При упаковке металлопродукции мерной длины торцы пачки должны быть выровнены с одной стороны с одной стороны, выступающие концы с другой стороны не должны превышать предельных отклонений по длине, установленных в НД на прокат конкретных видов.
Транспортировка и хранение:
Металлопродукцию перевозят транспортом всех видов в соответствии с правилами перевозки, действующими на транспорте данного вида, и техническими условиями погрузки и крепления грузов.
Металлопродукцию транспортируют в вагонах открытого и закрытого типов.
Дополнительные требования к транспортированию и хранению устанавливают в НД на металлопродукцию конкретных видов.
При транспортировании металлопродукции воздушным транспортом необходимо учитывать требования по допустимой удельной нагрузке на пол грузовой кабины воздушного судна.
Прокат хранят на открытых и закрытых складах.
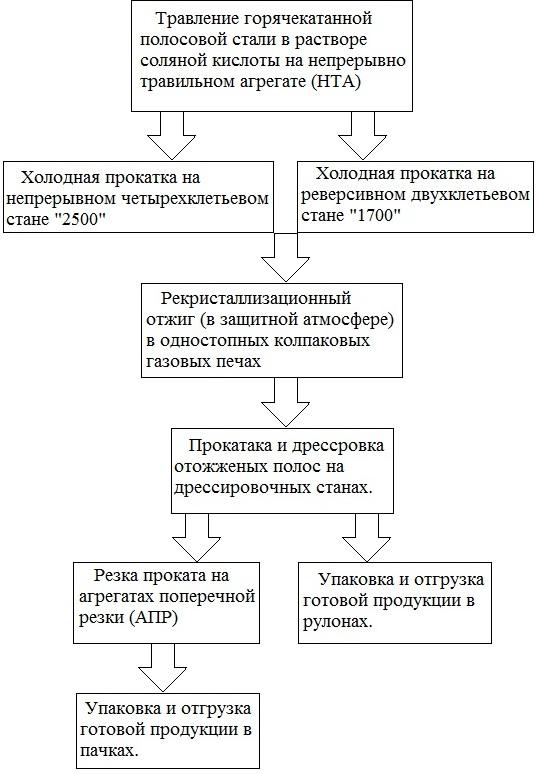
Схема технологического процесса