

1.3 Анализ технологичности конструкции детали с определением показателей технологичности.
Качественный анализ.
Деталь имеет нестандартные диаметры и линейные размеры.
Технологические и измерительные базы совпадают.
Для выполнения требования отклонений расположения от поверхности Б требуется специальное приспособление, что удорожает процесс обработки.
Оси отверстий перпендикулярны к поверхностям входа и выхода сверла, т.е. снижен увод осей отверстий.
Обработка выполняется за минимальное количество установов.
Показатели технологичности.
Коэффициент использования материала:

 - масса детали,
- масса детали, - масса заготовки.
- масса заготовки.Коэффициент точности обработки детали:

 - число размеров детали соответствующего
квалитета точности;
- число размеров детали соответствующего
квалитета точности; - квалитет точности.
- квалитет точности.Коэффициент шероховатости:

 - число основных поверхностей (за
исключением резьб, фасок, галтелей и
канавок) соответствующей шероховатости.
- число основных поверхностей (за
исключением резьб, фасок, галтелей и
канавок) соответствующей шероховатости.Коэффициент унификации конструктивных элементов:

 - число унифицированных конструктивных
элементов (фасок, резьб, отверстий,
галтелей, шпоночных пазов, шеек вала);
- число унифицированных конструктивных
элементов (фасок, резьб, отверстий,
галтелей, шпоночных пазов, шеек вала); - число конструктивных элементов детали.
- число конструктивных элементов детали.
1.4 Выбор метода получения заготовки.
При выборе метода получения заготовки следует учитывать: материал, форму, тип производства, качество обработки поверхностей. В нашем случае заготовку получают литьем в кокиль т.к. при этом, вследствие повышенной скорости затвердевания газоусадочная пористость подавляется, что способствует получению плотных отливок. Положительно сказывается повышенная скорость затвердевания на дисперсность структурных составляющих и фазовом составе сплавов: измельчается эвтектика, уменьшаются размеры и улучшается форма железосодержащих фаз. Однако кокиль хуже заполняется сплавом, чем песчаная форма, поэтому необходима повышенная температура металла при заливке. Улучшению заполняемости способствует также повышение температуры кокиля и применение покрытий с высокими теплоизолирующими свойствами. Большое значение имеют условия теплообмена между отливкой и кокилем для алюминиевых сплавов с широким температурным интервалом затвердеванием.
Точность отливки: 7 - 0 - 0 - 7 ГОСТ 26645-85 , где
7 – класс точности размеров отливки; 0 – степень коробления; 0 – степень точности формы; 7 – класс точности массы.
1.5 Расчет режимов резания.
1. Точение
Глубина резания t, мм:
при черновом точении и отсутствии ограничений по мощности оборудования, жесткости системы принимается равной припуску на обработку; при чистовом точении припуск срезается за два прохода и более. При каждом последующем проходе следует назначать меньшую глубину резания, чем на предшествующем.
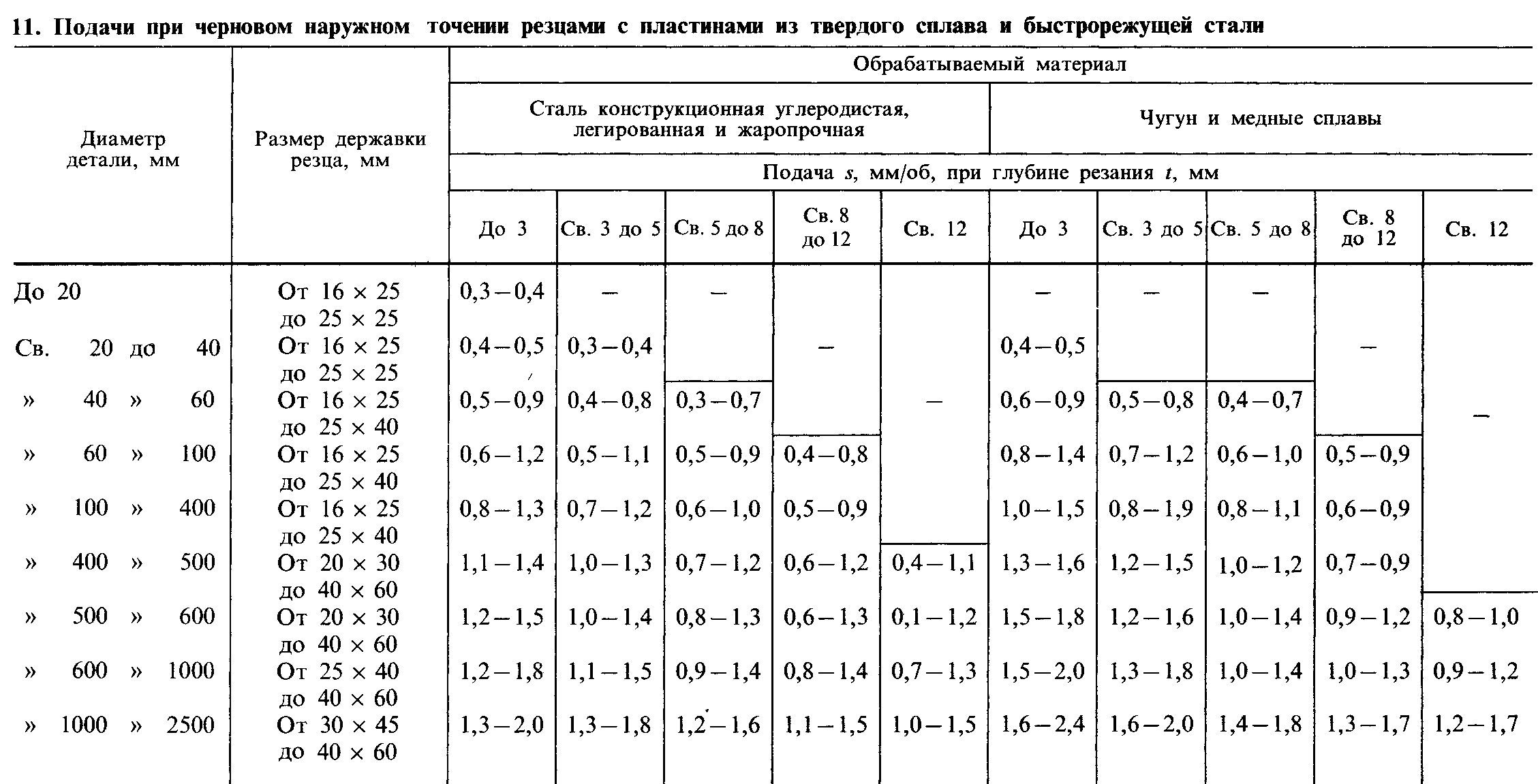
Подача s, мм/об:
при черновом точении принимается максимально допустимой по мощности оборудования.
Подачи при чистовом точении выбирают в зависимости от требуемых параметров шероховатости обработанной поверхности и радиуса при вершине резца.
При прорезании пазов и отрезании величина поперечной подачи зависит от свойств обрабатываемого материала, размеров паза и диаметра обработки.
При фасонном точении подача зависит от диаметра обработки и от сложности профиля.


Скорость резания V, м/мин:
при наружном продольном и поперечном точении и растачивании рассчитывают по эмпирической формуле:
![]()
при фасонном точении – по формуле:
![]()
где Т – стойкость, среднее значение 30-60 мин, а значения коэффициента CVи показатели степениx,yиmберутся из таблицы.


Поправочный коэффициент КVявляется произведением ряда коэффициентов:
![]()
КMV– коэффициент, учитывающий качество обрабатываемого материала;
КПV– коэффициент, отражающий состояние поверхности заготовки;
КИV– коэффициент, учитывающий качество материала инструмента.
Значения этих коэффициентов принимаются по таблицам:

В нашем случае имеем сплав при основной гомогенной структуре.