

Индивидуальное задание
Исследовать процесс изготовления коленчатого вала для двигателя 12 ЧН 26/26 типа Д49.
Заготовка – штамповка.
Материал – Сталь 30ХМФ9.
Описание особенностей конструкции детали
Рис. 1. 3D-модель коленчатого вала как сборочной единицы для
12-Цилиндрового двигателя
Коленчатый вал предназначен для преобразования (вместе с шатунами) поступательного движения поршней во вращательное движение коленчатого вала и передачи крутящего момента дизеля валу ротора генератора.
На коленчатый вал действуют силы давления газов, силы инерции поступательно и вращательно движущихся масс и усилия, возникающие вследствие крутильных колебаний. Чтобы удовлетворить повышенные требования, предъявляемые к надежности и долговечности коленчатого вала, выбирают наиболее рациональную его конструкцию и соответствующий материал, применяют химико-термическую обработку и поверхностное упрочнение. Коленчатый вал изготовлен из легированной стали. Для повышения прочности и износостойкости рабочие поверхности шеек вала азотированы. Кроме того, для повышения циклической прочности, галтели шеек упрочнены накаткой роликами.
Для уменьшения внутренних моментов от сил инерции деталей движения, а также для повышения несущей способности коренных подшипников путем уравновешивания центробежных сил инерции вращающихся масс, на всех щеках коленчатого вала имеются противовесы, прикрепленные к валу шпильками, шайбами и гайками. Штифт-втулка предназначена для центровки противовеса на щеке.
У первой коренной шейки имеются упорные бурты, которые ограничивают осевое перемещение коленчатого вала. На фланец устанавливается комбинированный антивибратор. К фланцу отбора мощности болтами и штифтами крепится ведущий диск муфты. Для предотвращения течи масла по резьбе болтового крепления устанавливаются пробки на эпоксидной смоле. Втулка через шлицевый вал передает вращение шестерням привода насосов. Втулка крепится к коленчатому валу болтами и штифтами. Болты и штифты стопорятся пластинами (штифты находятся под пластинами). Между первой и нулевой коренными шейками коленчатый вал имеет фланец, к которому болтами прикреплено кольцо. К кольцу болтами прикреплена шестерня, передающая вращение шестерням привода распределительного вала.
Масло из коренных подшипников по отверстиям в шейках коленчатого вала поступает на смазку шатунных подшипников. Масло для смазки шлицев шлицевой втулки подводится от девятого коренного подшипника по радиальным отверстиям через полость. Отбойник препятствует выходу масла из закрытия коленчатого вала.
Рис.
2. 3D-модель
коленчатого вала как единой детали для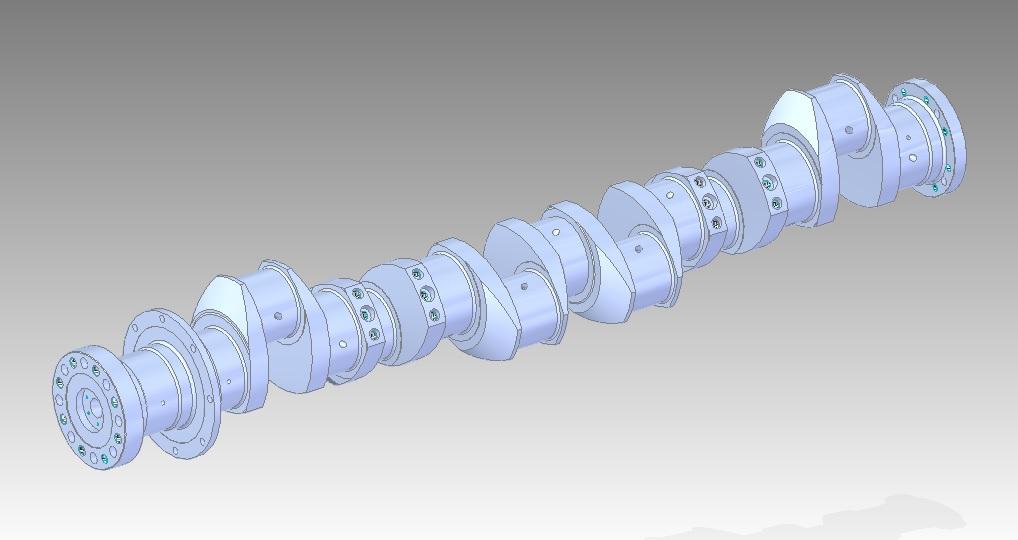
12-Цилиндрового двигателя
Маршрутная карта
005 Заготовительная
Заготовка - штамповка.
010 Транспортирование
Переместить заготовку в цех №16.
015 Контроль
Проверить в сертификате на вал хим. состав, мех. свойства и макроструктуру согласно чертежу. Проверить кривизну заготовки (не более 6 мм.)
020 Маркирование ударом
030 Отрезная
Отрезка проб от конца вала под образец.
035 Разметка
Проверка заготовки. Разметка вала под центровые отверстия и базовые поверхности.
040 Горизонтально-расточная
Центровка торцев вала.
045 Токарная
Предварительная обточка заготовки.
050 Маркирование ударом
055 Разметка
Разметка двух уступов под базы и центровых рисок.
060 Горизонтально-расточная
Фрезеровка двух уступов под базы.
065 Специальная фрезерная
Фрезерование коренных и шатунных шеек под старение.
070 Специальная фрезерная
Фрезерование контуров щек и скосов под старение.
075 Слесарная
Зачистка заусенцев. Притупление кромок.
080 Контроль
085 Термическая обработка (старение)
090 Контроль
Контроль допуска коренных шеек.
095 Токарная
Обточка базовых поверхностей.
100 Специальная фрезерная
Фрезерование коренных и шатунных шеек окончательно.
105 Специальная фрезерная
Фрезерование контуров щек и скосов окончательно.
110 Маркирование ударом
115 Слесарная
Зачистить заусенцы. Притупить кромки по контуру щек.
120 Токарная
Точение коренных шеек и фланцев под шлифование.
125 Разметка
Разметка поверхности и центровых отверстий, нанесение риски для контроля контура по шаблону.
130 Горизонтально-расточная
Расточить центральные отверстия. Сверлить два отверстия под поводок.
135 Круглошлифовальная
Шлифование коренных шеек предварительно.
140 Разметка
Разметка вала под точение шатунных шеек. Разметка под сверление смазочных отверстий.
145 Специальная токарная
Точение шатунных шеек под шлифование. Точение мотылей под противовесы.
150 Специальная шлифовальная
Шлифование шатунных шеек под азотирование.
155 Радиально-сверлильная
Сверление смазочных отверстий.
160 Слесарная
Зачистить заусенцы. Зенковать, полировать смазочные отверстия.
161 Маркирование ударом
165 Круглошлифовальная
Шлифование коренных шеек под азотирование.
166 Контроль неразрушающий магнитный
170 Контроль
Контроль размеров шеек и технических требований.
175 Транспортирование
Переместить вал с пробами и образцами в термическое отделение.
180 Изолирование, защита
Защита проб и поверхностей вала, не подлежащих азотированию.
185 Термическая обработка (азотирование)
190 Контроль
Проверить допуск биения вала после азотирования.
195 Очистка дробеструйная
200 Токарная
Точение, полировка галтелей и торцев буртов коренных шеек.
205 Токарная
Точение, полировка галтелей, торцев буртов шатунных шеек.
Точение мотылей под противовесы.
210 Накатка
Упрочнение галтелей накаткой.
215 Круглошлифовальная
Шлифование коренных шеек под суперфиниширование. Шлифование фланцев.
220 Специальная шлифовальная
Шлифование шатунных шеек под суперфиниширование.
225 Токарная
Точение фланцев, расточка отверстий.
230 Разметка
Разметка под сверление отверстий во фланцах и отверстий под крепление противовесов.
235 Радиально-сверлильная
Сверление отверстий под крепление противовесов, нарезка резьбы.
240 Агрегатная
Сверлить отверстия в торцах фланцев.
245 Горизонтально-сверлильная
Зенкерование отверстий, зенковка фасок в торцах фланца вала.
250 Горизонтально-сверлильная
Нарезание резьбы в торцах фланца вала.
255 Слесарная
Сверление двух отверстий, полировка входов смазочных отверстий, зачистка заусенцев, нарезка резьбы.
260 Контроль неразрушающий магнитный
265 Контроль