

Формы организации технологических процессов
В соответствии со стандартами СРПП устанавливается две формы организации технологических процессов:
групповая;
поточная.
Групповая форма организации техпроцессов характеризуется однородностью конструктивно-технологических признаков изделий, единством средств технологического оснащения одной или нескольких технологических операций и специализацией рабочих мест.
Или иначе, групповая форма — это форма организации производства, характеризуемая совместным изготовлением или ремонтом групп изделий различной конфигурации на специализированных рабочих местах.
Основой при групповой форме организации техпроцессов должно быть группирование изделий по конструктивно -технологическим признакам.
По результатам анализа классификационных групп изделий и показателей относительной трудоемкости устанавливается профиль специализации каждого структурного подразделения (цеха, участка) и т. д.

 — показатель
относительной трудоемкости;
— показатель
относительной трудоемкости;
 — штучное
время i-и
деталеоперации, (нормоминуты);
— штучное
время i-и
деталеоперации, (нормоминуты);
 — число
операций по технологическому процессу
обработки i-го
изделия, (мин);
— число
операций по технологическому процессу
обработки i-го
изделия, (мин);
 — средний
коэффициент выполнения норм времени;
— средний
коэффициент выполнения норм времени;
 — такт
производства i-го
изделия, (мин);
— такт
производства i-го
изделия, (мин);
Fр — фонд времени в планируемый период, (ч);
Ni — программа выпуска i-го изделия в планируемом периоде, (шт).
Поточная организация производства характеризуется расположением технологического оснащения в последовательности выполнения операций технологического процесса и специализации рабочих мест.
Поточную форму организации техпроцессов в зависимости от номенклатуры одновременно обрабатываемых изделий подразделяют на:
однономенклатурную поточную линию,
многономенклатурную поточную линию.
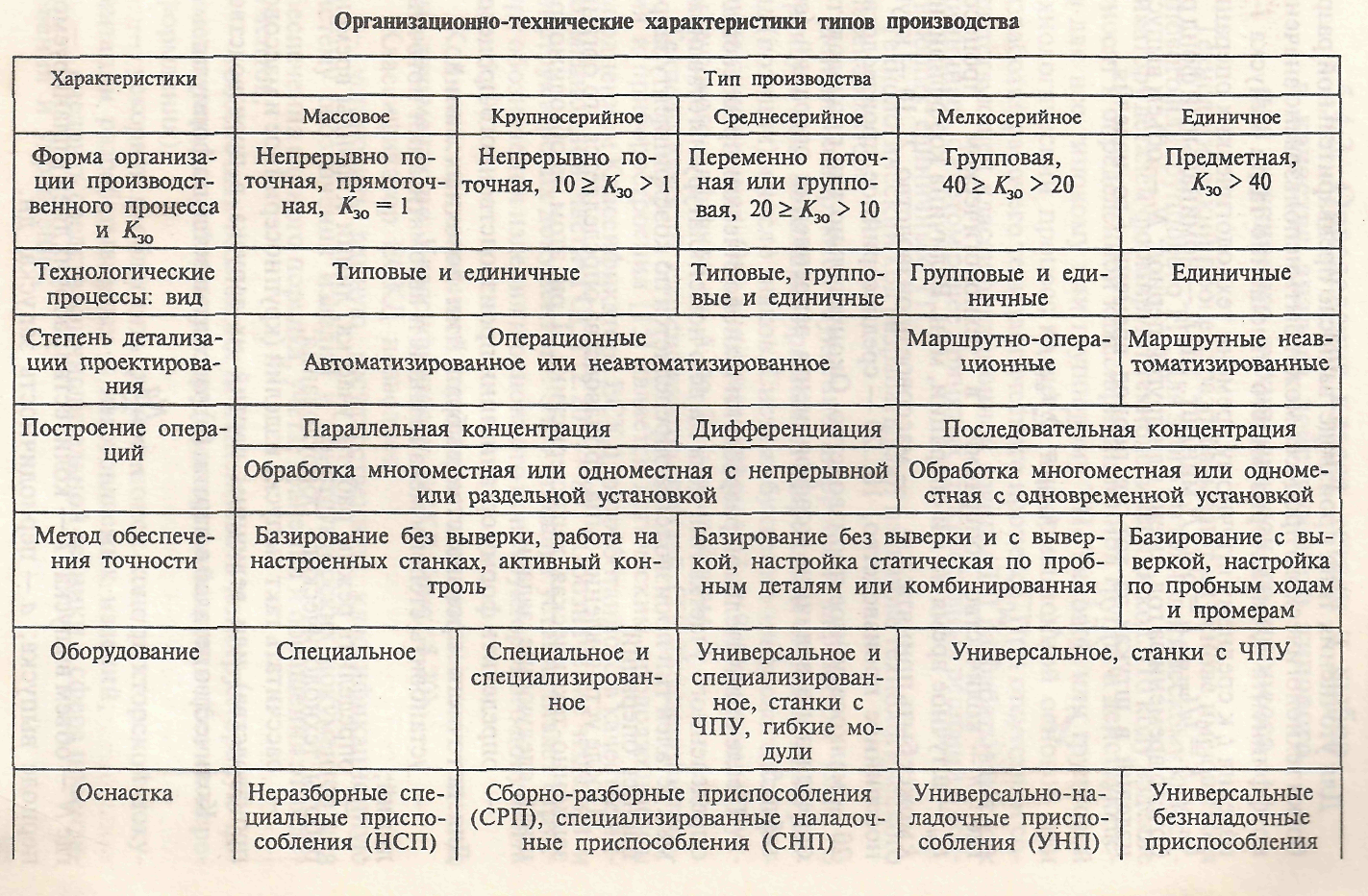
Типы производства
Тип производства — классификационная категория производства, выделяемая по признакам широты номенклатуры, регулярности, стабильности и объема выпуска изделий.
Объем выпуска изделий — количество изделий определенных наименования, типоразмера и исполнения, изготовленных или ремонтируемых объединением, предприятием или его подразделением в течении планируемого интервала времени.
Различают следующие типы производства:
единичное;
серийное;
массовое.
Тип производства оценивается коэффициентом закрепления операций (ГОСТ 3.1108 ЕСТД и ГОСТ 14.004-74 ЕСТПП).
Коэффициент закрепления операций — отношение числа всех различных технологических операций, выполненных или подлежащих выполнению в течение месяца, к числу рабочих мест.

 – суммарное
число различных технологических
операций;
– суммарное
число различных технологических
операций;
 -
явочное число рабочих подразделений,
выполняющие различные операции;
-
явочное число рабочих подразделений,
выполняющие различные операции;
 -
коэффициент выполнения норм,
-
коэффициент выполнения норм,
 = 1,3.
= 1,3.
 -
фонд времени рабочего при работе в одну
смену, (ч);
-
фонд времени рабочего при работе в одну
смену, (ч);
 -
программа выпуска каждой i-й
позиции номенклатуры (шт).
-
программа выпуска каждой i-й
позиции номенклатуры (шт).
 -
трудоемкость i-й
позиции (ч).
-
трудоемкость i-й
позиции (ч).
В
условиях учебного проектирования, если
известна годовая программа выпуска
 ,
шт., и трудоемкость основных операций
технологического процессаTш.к.,
мин, то явочное число рабочих
,
шт., и трудоемкость основных операций
технологического процессаTш.к.,
мин, то явочное число рабочих
 принимается равным числу рабочих мест
принимается равным числу рабочих мест .
Число однотипных операций
.
Число однотипных операций ,
выполняемых на рабочем месте, определяется
как:
,
выполняемых на рабочем месте, определяется
как:
 ,
,
где
 -
нормативный коэффициент загрузки
рабочего места, (из справочника
-
нормативный коэффициент загрузки
рабочего места, (из справочника

 -
фактический коэффициент загрузки одной
операции, рассчитывается как:
-
фактический коэффициент загрузки одной
операции, рассчитывается как:

где
 -
коэффициент выполнения норм (по
справочнику
-
коэффициент выполнения норм (по
справочнику
 );
);
 -
годовой фонд времени работы оборудования,
(ч); (по справочнику
-
годовой фонд времени работы оборудования,
(ч); (по справочнику
 ).
).
Тогда
 ,
,

В зависимости от значения Кз.о. различают следующие типы производств:
Единичное производство — производство, характеризуемое широкой номенклатурой изготовляемых или ремонтируемых изделий малым объемом выпуска изделий.
В единичном производстве изделия изготовляются единичными экземплярами, разнообразными по конструкции или размерам, причем повторяемость этих изделий редка или совсем отсутствует.
И этом типе производства, как правило, используется универсальное оборудование, приспособления и измерительный инструмент, рабочие имеют высокую квалификацию, сборка производится с использованием слесарно-пригоночных работ, т. е. по месту и т. п., Станки располагаются по признаку однородности обработки, т.е. создаются участки станков, предназначенных для одного вида обработки (токарный, шлифовальный, фрезерный, распиловочный)
Коэффициент закрепления операций > 40.
Серийное производство — производство, характеризуемое ограниченной номенклатурой изделий, изготовляемых или ремонтируемых периодически повторяющимися партиями выпуска.
В зависимости от количества изделий в партии или серии и значения коэффициента закрепления операций различают:
мелкосерийное,
среднесерийное,
крупносерийное производство.
Коэффициент закрепления операций в соответствии со стандартом принимают равным:
а) для мелкосерийного производства — свыше 20 до 40 включительно;
б) для среднесерийного производства — свыше 10 до 20 включительно;
в) для крупносерийного производства — свыше 1 до 10 включительно,
Основные признаки серийного производства:
1) станки применяются разнообразных типов: универсальные, специализированные, специальные, автоматизированные;
2) кадры различной квалификации;
3) работа может производиться на настроенных станках;
4) применяется и разметка, и специальные приспособления;
5) сборка без пригонки и т. д.
Оборудование располагается в соответствии с предметной формой организации работы.
Станки располагаются в последовательности технологических операций для одной или нескольких деталей, требующих одинакового порядка выполнения операций. В той же последовательности, очевидно, образуется и движение деталей (так называемые, предметно-замкнутые участки).
Обработка заготовок производится партиями. При этом время выполнения операций на отдельных станках может быть не согласовано с временем операций на других станках.
Изготовленные детали хранятся во время работы у станков и затем транспортируются всей партией.
Массовое производство — производство, характеризуемое узкой номенклатурой и большим объемом выпуска изделий, непрерывно изготовляемых или ремонтируемых в течение продолжительного времени.
Коэффициент закрепления операций для массового производства принимают равным единице.
Изделия изготовляются в большом количестве длительное время, конструкция изделия меняется плавно. Рабочая сила низкой квалификации при наличии настройщиков, оборудование автоматизированное, полная взаимозаменяемость при сборке.
Массовому производству присуща поточная форма организации производства, при которой операции обработки или сборки закреплены за определенным оборудованием или рабочими местами, оборудование расположено в порядке выполнения операций, а изготовляемая деталь передается с одной операции на следующую сразу после выполнения предшествующей операции, с помощью специальных транспортных устройств.
Таким образом, зная значение Кз.о. можно судить:
о методе получения заданной точности обрабатываемой заготовки
о типе применяемого оборудования и оснастки,
о принципиальной схеме построения операций,
о степени детализации проектирования.
При единичном типе производства заданную точность обеспечивают методом пробных проходов. Это значит, что после каждого размера оператор замеряет полученный размер. Обработка ведется, как правило, на универсальном оборудовании, станки с ЧПУ.
Серийный тип производства характеризуется тем, что заданную точность получают методом обработки заготовок по лимбу (мелкосерийное производство) и методом автоматического получения размеров (крупносерийное производство). Оборудование универсальное и специализированное, станки с ЧПУ, гибкие модули. Рабочий обрабатывает партию однотипных заготовок, которые имеют одинаковую форму и размеры.
При методе автоматического получения размеров, обработка ведется на предварительно настроенном оборудовании.
Массовый тип производства характеризуется тем, что в течении длительного времени на рабочем месте выполняются одни и те же технологические операции. Заданную точность обеспечивают методом автоматического получения размеров. Обработку ведут на оборудовании с использованием копиров, программ с ЧПУ. Используют системы с подналадкой используемого оборудования. Используются специальные и специализированные станки, настроенные на выполнение одной операции.
При единичном и мелкосерийном производстве принята прерывисто-последовательная схема технологического процесса. При этой схеме заготовки обрабатываются на одном рабочем месте, затем складируются, затем передаются на другое рабочее место.
При крупносерийном и массовом производстве приняты схемы:
непрерывно-последовательная обработка,
последовательно-параллельная обработка.
При этих схемах при помощи роботов и конвейеров детали передаются с одного рабочего места на другое.