

Машстройлекции_резьба
.pdfУсловные обозначения швов сварных соединений
Условные обозначения и изображения швов сварных соединений на чертежах установлены ГОСТ 2.312—72.
Независимо от способа сварки швы сварных соединений условно изображают: видимые
— сплошной основной линией (рис.30); невидимые — штриховой линией (рис.31). Видимую одиночную сварную точку независимо от способа сварки условно изображают знаком «+» (рис.29), который выполняют сплошными линиями (рис.32). Невидимые одиночные точки не изображают.
От изображения шва или одиночной точки проводят тонкую сплошную линию-выноску, заканчивающуюся односторонней стрелкой (рис.29-31). Линию-выноску
предпочтительно проводить от изображения видимого шва.
На изображение сечения многопроходного шва допускается наносить контуры отдельных проходов; при этом их обозначают прописными буквами русского алфавита (рис.31). Нестандартные швы изображают с указанием размеров конструктивных элементов, необходимых для выполнения шва по данному чертежу (рис. 34).
Границы шва показывают сплошными основными линиями, а конструктивные элементы кромок в границах шва — сплошными тонкими линиями.
Структура условного обозначения стандартного шва или одиночной сварной точки показана на рис.35.
В условном обозначении шва вспомогательные знаки (табл. 5) выполняют сплошными тонкими линиями. Вспомогательные знаки должны быть одинаковой высоты с цифрами, входящими в обозначение шва.
Знак катета шва (равнобедренный прямоугольный треугольник) выполняют сплошными тонкими линиями. Высота знака и высота цифр, входящих в обозначение шва, должны быть одинаковы.
Для нестандартного шва в технических требованиях на чертеже или в таблице швов указывают способ сварки.
Условное обозначение шва наносят: над полкой линии-выноски, проведенной от изображения шва с лицевой стороны; под полкой линии-выноски, проведенной от изображения шва с оборотной стороны.
За лицевую сторону одностороннего шва сварного соединения принимают сторону, с которой производят сварку.
За лицевую сторону двустороннего шва сварного соединения с несимметрично подготовленными кромками принимают сторону, с которой производят сварку основного шва.
За лицевую сторону двустороннего шва сварного соединения с симметрично подготовленными кромками может быть принята любая сторона.
Рис.29
21
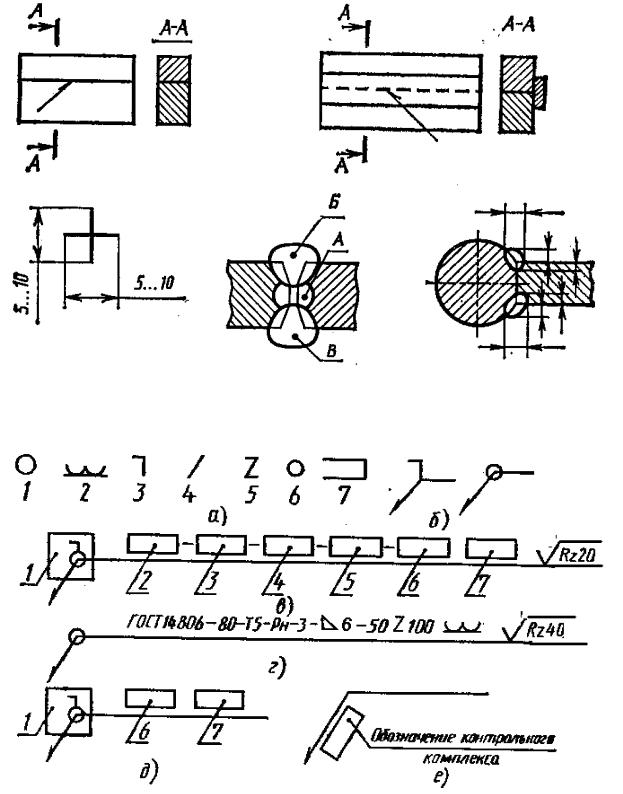
Рис.30
Рис.31
Рис.32 |
Рис.33 |
Рис.34 |
Рис.35 Условные обозначения швов сварных соединений
Структура условного обозначения стандартного сварного шва или одиночной сварной точки установлена ГОСТ 2.312—72- (рис.35, в). Порядок записи в обозначении отмечен на рисунке прямоугольниками - (поз. 1...7).
На месте прямоугольников наносят:
1- вспомогательные знаки монтажного шва (3) и шва по замкнутой линии (6) ; 2 - обозначение стандарта на типы и конструктивные элементы шва (ГОСТ5264-
80-ручная дуговая сварка);
22

3 - буквенно-цифровое обозначение шва по соответствующему стандарту - (С,У,Т или Н через дефис); 4 - условное обозначение (через дефис) способа сварки по стандарту (допускается не указывать);
5 - знак (прямоугольный треугольник) и катет шва в миллиметрах, согласно стандарту (через дефис);
6 - через дефис для прерывистого шва(4) или (5) (см рис.35 , а); 7 - вспомогательные знаки 1, 2 или 7 (см. рис. 35 , а) без дефиса. В конце записи
наносят обозначение шероховатости механически обработанной поверхности шва.
Знаки 1 или 2 в перевернутом виде наносят в случае необходимости также под полкой линии-выноски, что относится к обработке оборотной стороны шва.
Обозначение шва с оборотной стороны - под полкой линии-выноски. Пример условного обозначения приведен на рис.35, г:
шов таврового соединения без скоса кромок, двусторонний, прерывистый, с шахматным расположением,
выполняемый дуговой ручной сваркой в инертных газах неплавящимся металлическим электродом по замкнутой линии; катет шва 6 мм, длина провариваемого участка 50 мм, шаг 100 мм; наплывы и неровности шва предполагается обрабатывать с плавным переходом к основному материалу, шероховатость поверхности шва Rz 40.
Для условного обозначения нестандартного шва или одиночной сварной точки применяется структура записи, приведенная на рис.35, д. На месте прямоугольников 1, 6, 7 помещают те же сведения, о каких говорилось выше (рис.35, в). В технических требованиях чертежа (или в таблице швов) указывают способ сварки, каким должен быть выполнен нестандартный шов.
Если необходимо указать шероховатость поверхности механически обработанного шва, то обозначение проставляют над или под полкой линии-выноски после условного обозначения шва (рис.36, а) или приводят в технических требованиях чертежа. Если на чертеже выполняют таблицу швов, то обозначение шероховатости указывают в этой таблице.
Если на чертеже имеется несколько одинаковых сварных швов (т.е. одного типа и одинаковых размеров конструктивных элементов в поперечном сечении, и к ним предъявлены одни и те же технические требования), то швам присваивают один порядковый номер, который наносят на линии-выноске, имеющей полку с нанесенным обозначением шва (рис.36 ,б). От изображений остальных одинаковых швов проводят линии-выноски с полками, но условное обозначение не наносят, а записывают тот же порядковый номер (рис.36,в).
На линии-выноске допускается указывать количество одинаковых швов (на рис.36, в число 12).
Если все швы на данном чертеже одинаковы и изображены с одной стороны, допускается не присваивать им порядковый номер. При этом швы, не имеющие обозначения, указывают линиямивыносками без полок
(рис.37,б).
Рис.36
23
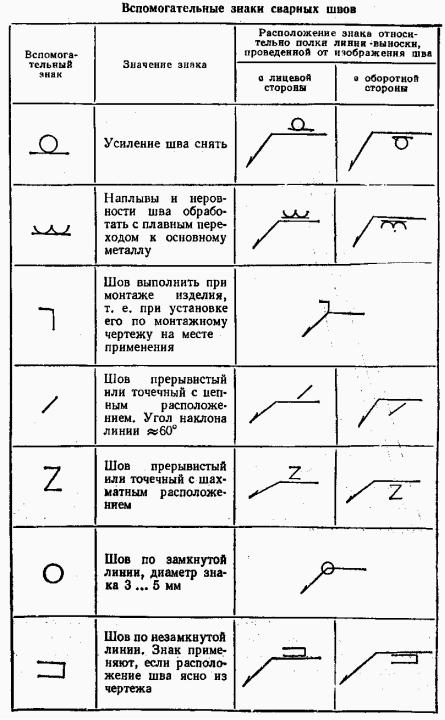
Таблица 5
24

Таблица 6. Примеры условных обозначений сварных швов соединений
25

26

27

28

29
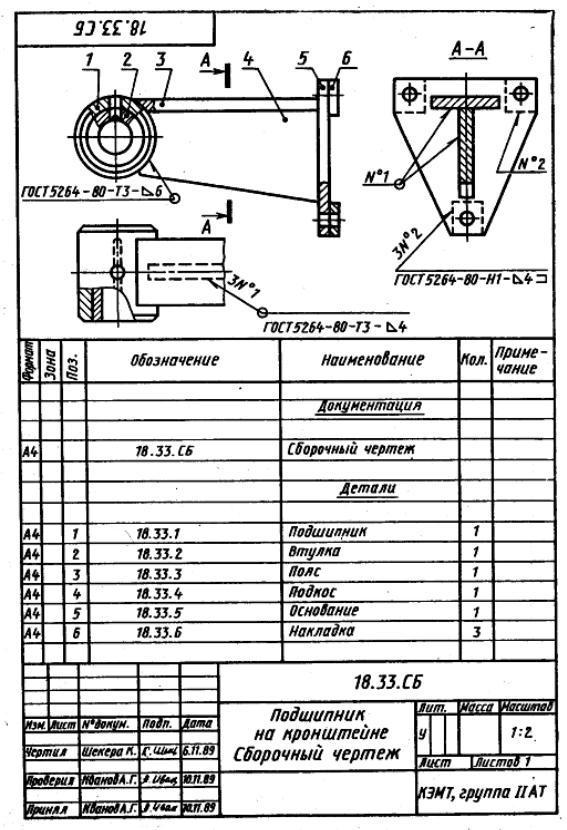
Рис.37 Пример выполнения сборочного чертежа ―Соединение сварное‖-Подшипник.
30