

ОТМ / Пример оформления КР / ПЗ_КР
.pdfPz 10 Cp tx sy vnД Kp ,где
Cp =300; x=1,0; y=0,75; n=-0,15;
На предшествующей операции (получистовое точение) заготовка обработана по IT11 , т.е. возможно колебание припуска на величину ½ IT11 , что для 80 составляет 0,19/2=0,095 мм, а колебание глубины резания
tmin = zmin = 0,5 мм;
tmax = zmin + 0,095 = 0,595 мм.
В этом случае Pmin 10 300 0,51 0,350,75 217 0,15 0,85 259 Н,
Pmax 10 300 0,5951 0,350,75 217 0,15 0,85 308 Н.
y = 36,8*0,308 – 12,5*0,259 = 8 мкм.
3) Определим погрешность, вызванную геометрическими неточностями
станка:
ст = C*l /L ,
где С – допустимое отклонение от параллельности оси шпинделя, направляющих станины в плоскости выдерживаемого размера на длине L, l – длина обрабатываемой поверхности.
Для токарных станков нормальной точности при наибольшем диаметре обрабатываемой поверхности 100 мм. С = 30 на длине L=1500 мм,
ст = 30*750/1500 = 15 мкм.
4) Определим погрешность настройки:
н 
 (Kp p)2 (Ku изм)2 ,
(Kp p)2 (Ku изм)2 ,
2
где р – погрешность регулирования положения резца; Кр и Ки – коэффициенты, учитывающие отклонения закона распределения величин н и изм от нормального закона распределения; изм – погрешность измерения размера детали.
Для заданных условий обработки р = 10мкм , изм = 25мкм , Кр=1,15 и
Ки=1.
Тогда н |
(1,15 10)2 (1 |
25 |
)2 |
16,98 мкм. |
|
||||
|
2 |
|
|
|
5) Определим температурные деформации технологической системы, приняв
их 15% от суммы остальных погрешностей:
КСИН.303116.005 ПЗ
21

m = 0,15 14 = 0,15(968,91+8+15+16,98) = 150 мкм
6)Определим суммарную погрешность обработки:
= 2
 y2 н2 (1,73 и)2 (1,73 ст)2 (1,73 т)2 ;
y2 н2 (1,73 и)2 (1,73 ст)2 (1,73 т)2 ;
= |
82 16,982 (1,73 968,91)2 (1,73 15)2 (1,73 150)2 = 418 мкм; |
Она не превышает величину допуска, т.е. не требуется особых мероприятий для уменьшения суммарной погрешности обработки.
3.3 Составление технологического маршрута обработки заготовки на проектный технологический процесс. Выбор баз
В рабочем цеховом технологическом маршруте при токарной обработке используются в качестве установочных, технологических баз шейки вала80f9 мм. Шейка вала 80r6 мм при изготовлении пазов является основной базой. Обработку в цехе производят методом индивидуальных проходов на разных универсальных станках: фрезерно-токарном 600VT, вертикальнофрезерном МА655ВС1, круглошлифовальном МШ475 станках. Смена баз и переустановки снижают точность изготовления детали. Технологический маршрут обработки вала см. в таблице 6.
Табл. 6. Технологический маршрут обработки вала КСИН. 715113.005
Опер |
Содержание или наименование |
Станок, |
Оснастка |
ация |
операции |
Оборудование |
|
005 |
Кузнечная |
|
|
010 |
Фрезеровать торцы в размер |
Фрезерно- |
Приспособле- |
|
750±0,1, центровать. |
токарный |
ние при |
015 |
|
600VT |
станке |
Точить: шейки Ø80f9; Ø80r6; |
Фрезерно- |
Вращающийся |
|
|
предварительно |
токарный |
центр, |
|
|
600VT |
поводковый |
|
|
|
патрон |
|
Точить: шейки Ø80f9; Ø80r6; |
Фрезерно- |
Вращающийся |
|
|
токарный |
центр, |
|
|
600VT |
поводковый |
|
|
|
патрон |
|
Точить: шейки Ø80f9 |
Фрезерно- |
Вращающийся |
|
окончательно; Ø80r6 под |
токарный |
центр, |
|
шлифование; снять фаски |
600VT |
поводковый |
|
|
|
патрон |
КСИН.303116.005 ПЗ
22
020 |
Разметить шпоночный паз |
Комплект |
|
|
|
разметчика |
|
025 |
Фрезеровать два шпоночных |
Вертикально- |
Комплект |
|
паза B=22N9; L1=150; L2=170, |
фрезерный |
крепежа, |
|
выдерживая глубину h=9+0,2 |
МА655ВС1 |
самоцентриру |
|
|
|
ющие тиски |
030 |
Зачистить заусенцы, |
Механизирован- |
|
|
притупить острые кромки |
ный верстак |
|
035 |
Шлифовать шейку 80r6; |
Круглошлифо- |
Вращающийс |
|
|
вальный МШ475 |
я центр, |
|
|
|
поводковый |
|
|
|
патрон |
|
Шлифовать 80r6 |
Круглошлифо- |
Вращающийс |
|
окончательно |
вальный МШ475 |
я центр, |
|
|
|
поводковый |
040 |
|
|
патрон |
Закалка ТВЧ (с последующим |
Установка ТВЧ |
Индуктор |
|
|
отпуском) |
|
|
045 |
Промыть деталь |
Моечная |
|
|
|
машина |
|
050 |
Технический контроль |
Стол контролера |
|
Измерительный инструмент: ШЦ-1, ШЦ-2 |
|
||
Шероховатость поверхностей (за исключением обозначенных на |
|||
контуре детали) Ra = 6,3 мкм. |
|
|
|
Способы обработки выбираются из условий обеспечения требуемой |
|||
точности и высокой производительности. Точные участки вала D = 80r6 |
|||
будут обрабатываться черновым и чистовым точением; остальные |
|||
поверхности – только черновым точением за наименьшее количество |
|||
рабочих проходов. |
|
|
|
Для черновой обработки базой вначале будут служить необработанная |
|||
поверхность заготовки и центровое отверстие, затем – обработанный |
|||
короткий участок вала. |
|
|
|
В итоге обработка вала КСИН. 715113.005 осуществляется за 10 |
|||
операций, куда также входит и технический контроль. |
|
||
Технологический маршрут обработки зубчатого колеса представлен в |
|||
таблице 7. |
|
|
|
|
КСИН.303116.005 ПЗ |
||
|
|
|
23 |

Табл. 7. Технологический маршрут обработки зубчатого колеса КСИН.721318.005
Опер |
Содержание или наименование |
Станок, |
Оснастка |
|
ация |
операции |
оборудование |
|
|
005 |
Кузнечная |
|
|
|
010 |
Подрезать торцы, точить 210 |
Фрезерно- |
Оправка |
|
|
и 155 предварительно |
токарный |
|
|
|
|
600VT |
|
|
|
Точить 155 окончательно и |
Фрезерно- |
Оправка |
|
|
210 |
токарный |
|
|
|
|
600VT |
|
|
|
Точить 210 под шлифование |
Фрезерно- |
Оправка |
|
|
|
токарный |
|
|
|
|
600VT |
|
|
|
Снять фаски 2,5×45 |
Фрезерно- |
Оправка |
|
|
|
токарный |
|
|
|
|
600VT |
|
|
|
Расточить отверстие до 80H8 |
Фрезерно- |
Трехкулачко |
|
|
|
токарный |
вый |
|
|
|
600VT |
самоцентриру |
|
|
|
|
ющий патрон |
|
015 |
Разметить шпоночный паз |
Комплект |
|
|
|
|
разметчика |
|
|
020 |
Протянуть шпоночный паз |
Протяжной |
Направляюща |
|
|
B=22Js9 окончательно |
МП7А612 |
я втулка |
|
025 |
Закрепить заготовку на |
Зубообрабатыва |
Оправка |
|
|
оправке в УДГ. Фрезеровать |
ющий 53А32Ф6 |
|
|
|
27 зубьев (m=6) |
|
|
|
|
предварительно под |
|
|
|
|
шлифование. |
|
|
|
030 |
Зачистить заусенцы, |
Механизирован- |
|
|
|
притупить острые кромки |
ный верстак |
|
|
|
|
|
|
|
|
|
Внутришлифова |
Патрон |
|
035 |
Шлифовать: отверстие 80H7 |
клинового |
||
|
окончательно |
льный МШ 204 |
типа |
ПКВ- |
|
|
|
250Ф8.95, |
|
|
|
|
установочные |
|
|
|
|
ролики |
|
040 |
Шлифовать торцы |
Плоскошлифова |
Магнитный |
|
|
окончательно |
льный |
стол |
|
|
|
ОШ-641Ф3 |
|
|
045 |
Шлифовать 27 зубьев (m=6) по |
Зубошлифоваль |
Оправка |
|
|
профилю окончательно |
ный 5М841 |
|
|
КСИН.303116.005 ПЗ
24

050 |
Закалка ТВЧ (с последующим |
Установка ТВЧ |
Индуктор |
|
высоким отпуском) |
|
|
|
|
|
|
055 |
Промыть деталь |
Моечная |
|
|
|
машина |
|
|
|
|
|
060 |
Технический контроль |
Стол контролера |
|
|
|
|
|
Измерительный инструмент: ШЦ-1, ШЦ-2, штангензубомер. Заготовка – поковка, полученная свободной ковкой. Выбор обусловлен
тем, что заготовка – тело вращения и используется в механизмах с динамической нагрузкой.
За установочные базы приняты торцы детали и внутренний 80Н7.
3.4 Предварительный расчет норм времени. [1]
Штучно-калькуляционное время вычисляем по формуле:
TШ К ТO K
где TШ К – штучно-калькуляционное время;
TO – основное технологическое время определяется в зависимости от вида обработки;
K - коэффициент, зависящий от серийности производства и группы обрабатывающего станка, мелкосерийное:
K =2,14 – токарные станки;
K =2,10 – шлифовальные станки;
K =1,84 – фрезерные станки.
Предварительный расчет норм времени для вала.
Черновая обточка за один проход:
T0 0,17 (d l) 10 3 0,17 80 750 10 3 10,2 мин
Получистовая обточка по 11 квалитету:
T0 0,1 (d l) 10 3 0,1 80 750 10 3 6 мин Чистовая обточка по 9 квалитету:
T0 0,17 (d l) 10 3 0,1 80 750 10 3 10,2 мин Шлифование черновое по 7 квалитету:
T0 0,1 (d l) 10 3 0,1 (175 80 170 80) 10 3 2,76 мин
Шлифование чистовое по 6 квалитету:
T0 0,15 (d l) 10 3 0,15 (80 175 80 170) 10 3 4,14мин
КСИН.303116.005 ПЗ
25
Фрезерование черновой торцевой фрезой за проход:
T0 6 d 10 3 мин
T0 6 80 10 3 0,48 мин
В итоге суммарное основное время на токарные операции T0 = 26,4 мин; на шлифование Т0 = 6,9 мин; на фрезерование T0 =0,48·2=0,96 мин
Штучно-калькуляционное время на операции:
TШК(токар) 2,14 26,4 56,5мин
TШК(шлиф) 2,10 6,9 14,5 мин
TШК(фрезерн) 1,84 0,96 1,77 мин
Предварительный расчет норм времени для зубчатого колеса.
Черновое точение за один проход:
T0 |
0,17 (d l) 10 3 0,17 180 210 10 3 6,43 мин |
|||||
Черновая подрезка торцов: |
|
0,74 мин |
||||
T |
0,037 |
(D2 d2 ) 10 3 0,037 (2102 1552 ) 10 3 |
||||
0 |
|
|
|
|
1,6 мин |
|
T |
0,037 |
D2 |
10 3 |
0,037 2102 10 3 |
|
|
0 |
|
|
|
|
|
|
T |
0,037 |
d2 |
10 3 |
0,037 1552 10 3 |
0,89 мин |
|
0 |
|
|
|
|
|
|
Растачивание отверстия на токарном станке: |
|
|||||
T |
0,18 d l 10 3 0,18 180 80 10 3 |
2,6 мин |
|
|||
0 |
|
|
|
|
|
|
Внутреннее шлифование отверстия 9-ого квалитета:
T0 1,5 d l 10 3 21,6 мин
Внутреннее шлифование отверстия 7-ого квалитета:
T0 1,8 d l 10 3 25,9 мин.
Фрезерование зубьев:
T0 2,2 D b 10 3 2,2 210 155 10 3 71,6 мин
В итоге суммарное основное время на токарные операции T0 = 12,26 мин; шлифование Т0 = 47,5 мин; фрезерование Т0 = 71,6 мин.
Штучно-калькуляционное время на операции:
TШК(токар) 2,14 12,26 26,2мин
TШК(шлиф) 2,10 47,5 99,75 мин
TШК(фрез) 1,84 71,6 131,7мин
3.5 Определение вариантов получения заготовки
При выборе метода изготовления заготовки основным требованием является обеспечить свойства изготавливаемых деталей в заданных условиях эксплуатации и обеспечения требуемых свойств заготовки с учетом стоимости заготовки в конкретных производственных условиях.
В качестве технических критериев при выборе заготовки принимают материал, конфигурацию детали, размер, массу, требуемую точность изготовления и т.д. Т.к. производство мелкосерийное и использование
КСИН.303116.005 ПЗ
26

дорогостоящего оборудования и оснастки нерационально, то способом получения заготовки может быть свободная ковка, штамповка в подкладных штампах, литьё в песчаные формы с ручной формовкой по деревянным моделям.
Свободной ковкой изготавливают изделия массой от нескольких граммов до 250 т и более и размерами от сантиметров до десятков метров. Свободная ковка – машинная, т.к. использование ручной ковки неактуально. Машинную ковку производят с помощью молотов, ковочных машин и прессов. Для изготовления деталей типа вал и зубчатое колесо выбираем:
процесс – обработка давлением,
метод – свободная ковка,
оборудование – пневматический ковочный молот,
вид заготовки – поковка.
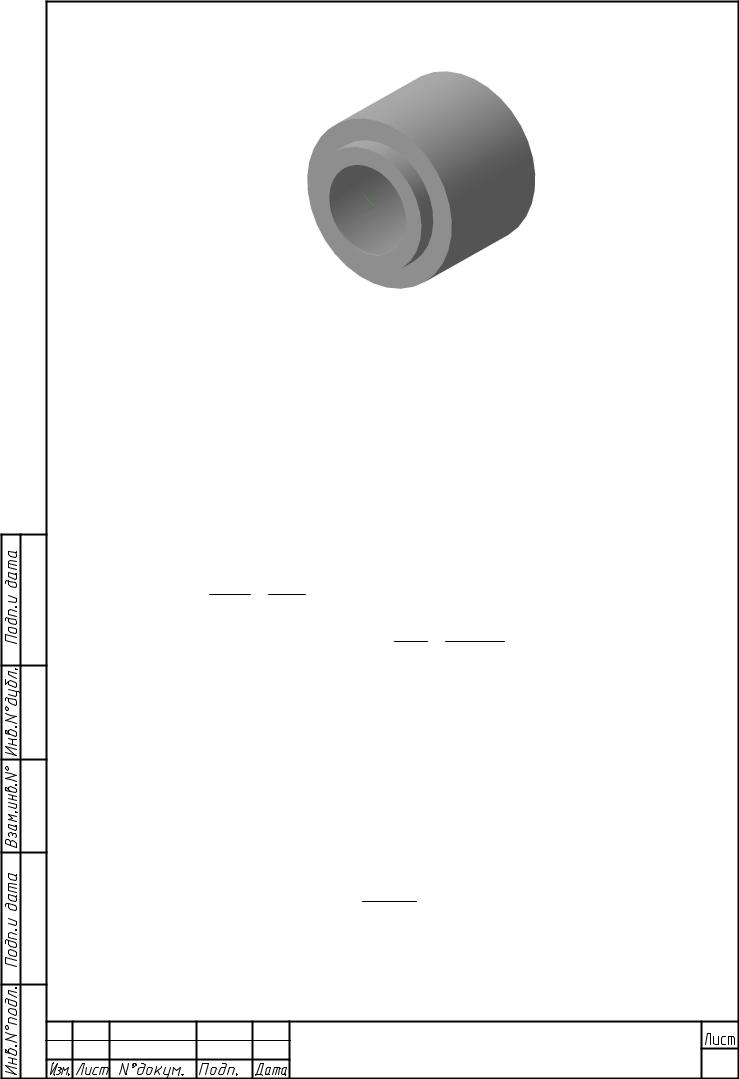
3.6 Расчёт выбранной заготовки
Расчёт поковки для детали вал КСИН. 715113.005 по ГОСТ 7829-70 (тип поковки – гладкая, круглого поперечного сечения). Исходные данные по детали вал: материал – сталь 50, масса детали – 30 кг.
Назначаем основные припуски и предельные отклонения на диаметр и общую длину детали:
Табл.8. Припуски на поковку по ГОСТ 7829-70
Исходные |
, мм |
/,2 мм |
Окончательн |
||||
данные |
|
|
|
|
ые данные, |
||
|
|
|
|
|
мм |
|
|
D=80 мм |
|
9 |
3 |
89 3 |
|||
L=750 мм |
2,5· |
|
|
7,5 |
773 |
|
8 |
|
=22,5 |
|
|
||||
Дополнительный припуск не назначаем, масса полученной поковки 44 кг.
Ç89 3 (Ç80)
773 8
(750)

 10
10
КСИН.303116.005 ПЗ
27
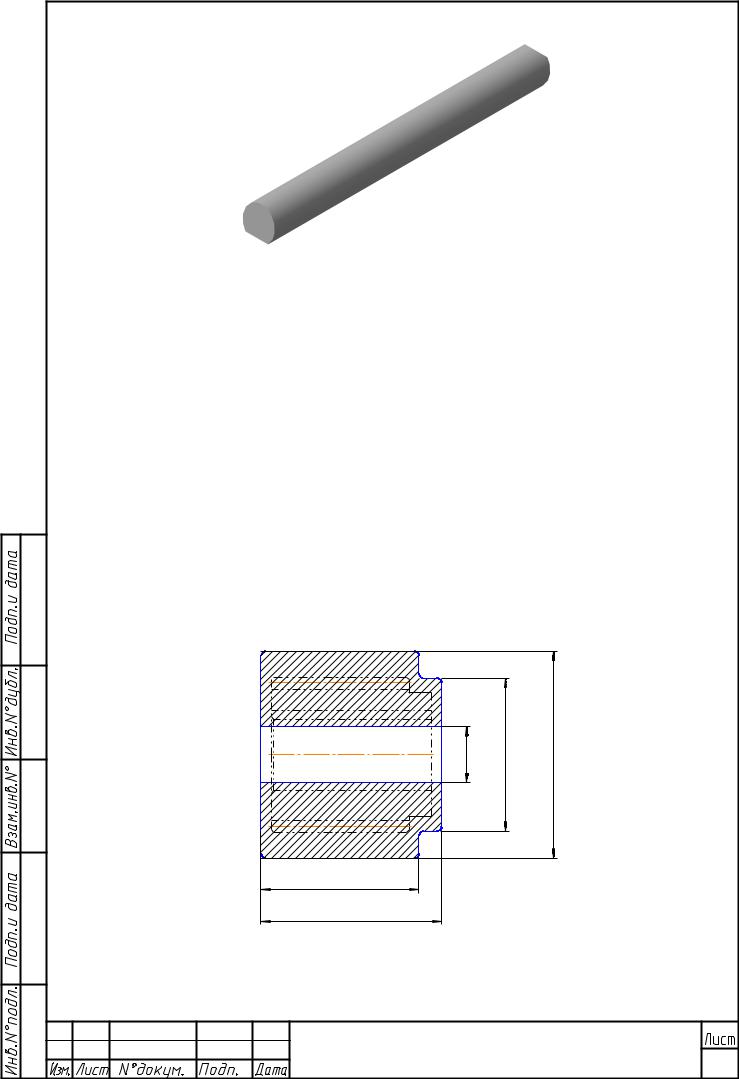
Рис.8. Поковка вала (эскиз и 3D-модель)
Для ковки выбираем ГКМ мод. ВБ1139:
Расчёт поковки для детали зубчатого колеса КСИН.721318.005 по ГОСТ 7829-70
Назначение припусков и предельных отклонений для поковки - втулка
суступами, изготовляемой в подкладных штампах.
1.Назначение припусков и предельных отклонений на размеры детали: на диаметр 155 мм припуск и предельное отклонение (12 52 ) мм;
на диаметр 210 мм припуск и предельное отклонение (12 52 ) мм; |
|
на внутренний диаметр 80 мм припуск и предельное отклонение (20±4) |
|
мм; прошиваем отверстие диаметром 60±4 мм. |
|
на общую длину 180 мм припуск и предельное отклонение (14±4) мм; |
|
на длину 155 мм припуск и предельное отклонение (14±4) мм. |
|
+5 2 |
+5 2 |
- |
- |
Ç0±46 (Ç0)8 Ç167 (155)Ç |
Ç222 (Ç210) |
169±4 |
|
(155) |
|
194±4 |
|
(180) |
|
КСИН.303116.005 ПЗ |
|
|
28 |
|
Рис.9. Поковка шестерни (эскиз и 3D-модель) |
||||||
3.7 Назначение припусков и определение межоперационных размеров[1,5,6] |
|||||||
|
Расчет припуска расчетно–аналитическим методом: |
||||||
1. Поверхность – место посадки зубчатого колеса на вал (размер поковки |
|||||||
89 3, размер детали 80r6( 00,,062043 )) |
|
|
|||||
T (заг) =6 мм IT18 |
|
|
|
|
|
|
|
T (дет) = 0,019 мм IT6 |
|
|
|
|
|
||
Уточнение: |
Td(заг) |
|
6 |
315,8 |
|
|
|
|
Td(дет) 0,019 |
|
|
|
|
||
Количество потребных переходов: n lg( ) lg(315,8) 5,4 |
|||||||
Принимаем n=5 |
|
|
|
|
0,46 |
0,46 |
|
|
|
|
|
|
|
||
Переходы обработки распределяем по закону прогрессивного убывания: |
|||||||
12=4+3+2+2+1 (5 переходов обработки) |
|
||||||
Таким образом, переходы распределяются следующим образом: |
|||||||
1-й переход (черновое точение) IT14 (h14) |
|
||||||
2-й переход (получистовое точение) IT11 (h11) |
|
||||||
3-й переход (чистовое точение) IT9 (h9) |
|
||||||
4-й переход (предварительное шлифование) IT7 (h7) |
|||||||
5-й переход (окончательное шлифование) IT6 (r6) |
|||||||
|
|
|
|
|
n |
|
|
Средний диаметр вала D |
Di |
li |
|
||||
1 |
80мм |
||||||
|
|
|
|
ср |
L |
|
|
|
|
|
|
|
|
|
|
к = 0,1 мкм/мм (определяем по справочнику [3]) |
|||||||
|
|
|
|
|
КСИН.303116.005 ПЗ |
||
|
|
|
|
|
|
|
29 |
где оси к l 0,1 750 75мкм, к – кривизна поковки типа вал после |
|
термической обработки в печи, мкм ; l – длина детали, мм. |
|
|
мм |
центр 0,25 T2 1 0,25 62 1 1,52 мм |
|
Суммарная погрешность смещения поковки от центрирования: |
|
оси2 у2 752 15202 |
1522 мкм |
Определим величину пространственных остаточных отклонений: |
|
ост = Ку , где Ку определяется по справочнику [3] |
|
Ку = 0,06 после черновой обработки |
|
Ку = 0,05 после получистовой обработки |
|
Ку = 0,04 после чистовой обработки |
|
ост(черн) = 0,06 1522= 92 мкм |
|
ост(получист) = 0,05 92 = 5 мкм |
|
ост(чист) = 0,04 5 = 0,2 мкм |
|
Определение припусков на обработку: |
|
2 Zmin 2 (Rzi 1 Ti 1 i 1); |
|
где Rzi 1 – высота микронеровности после предыдущего перехода, мкм; |
|
Ti 1 – глубина дефектного слоя после предыдущего перехода, мкм; |
|
zi 1 – пространственное отклонение после предыдущего перехода, мкм; |
|
Обтачивание черновое: |
2Zmin=2(2000+1522)=7044 мкм; |
Обтачивание получистовое: 2Zmin= 2(250+240+92)=1164 мкм; |
|
Обтачивание чистовое: |
2Zmin= 2(125+120+5)=500 мкм; |
Шлифование черновое: |
2Zmin= 2(40+40+0,2)=160 мкм; |
Шлифование чистовое: |
2Zmin= 2(15+15+0)=60 мкм; |
Определим расчётный минимальный диаметр для всех переходов. Он |
|
заполняется, начиная с конечного прибавлением расчётного минимального |
|
припуска каждого перехода. |
|
dmin i = dmax i + i |
|
dmin i-1 = 2zi(min) + zi-1 |
|
Шлифование чистовое: |
dmin= 80 + 0,043 = 80,043 мм |
Шлифование черновое: |
dmin= 80,043 + 0,060 = 80,103 мм |
Обтачивание чистовое: |
dmin= 80,103 + 0,160 = 80,263 мм |
Обтачивание получистовое: dmin= 80,263 + 0,500 = 80,763 мм |
|
Обтачивание черновое: |
dmin= 80,763 + 1,164 = 81,927 мм |
Ковка: |
dmin= 81,927 + 7,044 = 88,971 мм |
Наибольшие предельные размеры вычисляем прибавлением допуска к |
|
округлённому наименьшему предельному размеру. Округление наименьшего |
|
предельного размера производим увеличением расчётных размеров до того |
|
же знака десятичной дроби, с каким дан допуск на размер для каждого |
|
перехода. |
|
Шлифование чистовое: |
dmax= 80,043+ 0,022 = 80,065 мм |
|
КСИН.303116.005 ПЗ |
|
30 |