

Тогда имеем:
![]() .
.
Ориентируясь на полученное значение, выбираем диаметр резьбовой части штока d = 20 мм.
5.2 Проектирование контрольного приспособления по типу усп для проверки радиального биения.
Контрольные приспособления служат для контроля точности выполнения размеров, формы и взаимного расположения поверхностей деталей и узлов машин.
Кинематическая схема контрольно-измерительного приспособления:

Рисунок 5.2.1 – Кинематическая схема КИП
Измеряемая деталь – переходник – устанавливается на призмы контрольно-измерительного приспособления. Индикатор часового типа, установлен в стойке, которая перемещается по точной прямолинейной направляющей, параллельной оси детали. По любой стратегии измерений при вращении детали и прямолинейном перемещении индикатора измеряется полное радиальное биение поверхности относительно базовой поверхности. Радиальное биение определяется как разность между наибольшим и наименьшим показаниями всех показаний индикатора за один оборот.
Универсально-сборные приспособления (УСП) относят к числу агрегатируемых приспособлений целевого назначения, собираемых по мере необходимости из заранее изготовленных стандартных деталей т сборочных единиц. Сборка приспособлений производится минуя стадии конструирования на бумаге.
Детали и сборочные единицы УСП подразделяются на 3 серии, определяемые шириной Т-образных и П-образных пазов.
Детали и сборочные единицы УСП, объединенные в 1 серию, имеют взаимную увязку типоразмеров по каждому виду деталей и единство установочных и присоединительных размеров поверхностей, обеспечивающих базирование и закрепление сменных элементов.
Согласно ГОСТ 31.111.41-83 выбираем 3 серию деталей УСП.
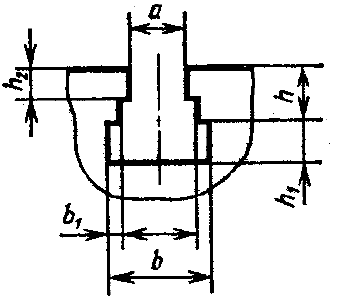

Рисунок 5.2.2 – Размеры пазов.
Базовой деталью служит плита. Основные параметры Т-образных пазов, изображенных на рисунке 34, приведены ниже:
а = 12 мм b = 20 мм
h = 10 мм h1 = 7,5 мм
h2 = 4 мм b1 = 13 мм
Основные параметры П-образных пазов:
а = 12 мм h = 3 мм
Расстояние и шаг между пазами для деталей и сборочных единиц УСП:


Рисунок 4.3.3 – Расстояния между пазами
l = 30 мм t1 = 15; 22,5 мм
t = 30 мм
Для установки на внешние цилиндрические поверхности используют призмы. Поскольку контакт детали с призмой происходит по узким площадкам (теоретически - линиям), то наблюдается сравнительно быстрое изнашивание опорных плоскостей и потеря точности контрольного приспособления. Для устранения этого на рабочие поверхности призм напаивают пластинки из твердого сплава.
Погрешность контрольного приспособления определяется путем последовательного вычисления погрешностей, составляющих общую погрешность ∆мет, и сравнения ее с допустимым значением [∆]изм:
∆мет ≤ [∆]изм, (5.2.1)
или [11, стр158]
![]() (5.2.2)
(5.2.2)
где ε – погрешность положения детали в контрольном приспособлении;
∆P – погрешность передаточных устройств приспособления;
∆Э – погрешность изготовления эталонной детали;
∆n – собственная погрешность измерительного устройства;
Погрешность положения детали в КИПе, ε, определяется погрешностью базирования εб, когда технологическая база не совпадает с измерительной, в данном случае εб = 0, погрешностью закрепления детали при измерении εз (в данном случае деталь в приспособлении не закрепляется) и погрешностью самого приспособления εпр. Стабильность положения контролируемой детали в приспособлении обеспечивается использованием зажимных устройств, которые не должны развивать больших сил закрепления и быть постоянными. Погрешность приспособления εпр зависит от погрешности изготовления его деталей, погрешности сборки и регулировки, а также от погрешности, вызванной износом его элементов в процессе эксплуатации.
Погрешность измерения определим по формуле [12, стр. 240]:
 (5.2.3)
(5.2.3)
где δ – допуск на диаметр базовой поверхности (δ = 0,3 мм);
α – угол призмы (α = 120°);
d – наименьший диаметр детали (d = 94,9 мм);

Погрешность передаточных устройств приспособления, ∆P. Коэффициент, учитывающий неточность изготовления передачи, посредством которой осуществляется связь СИ с контролируемой поверхностью. В данном приспособлении используется прямая передача, обеспечивающая нулевую погрешность, , ∆P = 0.
Погрешность изготовления эталона, служащего для настройки приспособления, ∆Э. Для настройки приспособлений применяют эталонные детали. Поэтому погрешность изготовления эталонной детали является одной из составляющих погрешностей измерения, ∆Э = 48 мкм.
Погрешность измерительного прибора, ∆n. Метрологические характеристики КИПа, включая его погрешность измерения, которая определяет кинематическую ошибку прибора и цену его деления. В данном КИПе используется индикатор часового типа ИЧ с диапазоном 5 мм и ценой деления 0,01 мм. δ = 10 мкм.
Действительное значение погрешности контрольного приспособления будет найдено в процессе его регулировки и аттестации.
Описание работы конструкции КИП.
Контрольно-измерительное приспособление устанавливается на рабочий стол базовой поверхностью плиты (поз. 20)
Базирование переходника в приспособлении осуществляется посредством установки его на призмы (поз. 19). Радиальное биение контролируют при помощи индикатора часового типа ИЧ (поз. 1), который крепится в стойке, перемещая ее вдоль Т-образного паза, а также перемещая ось (поз.4) в стойке устанавливают индикатор на контролируемую поверхность. Зафиксировав положение индикатора, вращают вал вокруг оси. Для полного контроля вала достаточно определить биение в 5…7 фиксированных положениях индикатора.