2.4 Выбор технологических баз.
Разрабатывая технологический процесс механической обработки детали, необходимо определить поверхности, которые в дальнейшем будут служить в качестве технологических баз. От правильности выбора технологических баз зависит:
- фактическая точность выполнения линейных размеров, заданная конструктором;
- правильность взаимного расположения обрабатываемых поверхностей;
- степень сложности приспособления, конструкция режущего и измерительного инструмента;
- общая производительность обработки.
При этом необходимо учитывать принципы базирования:
- принцип совмещения баз;
- принцип постоянства баз.
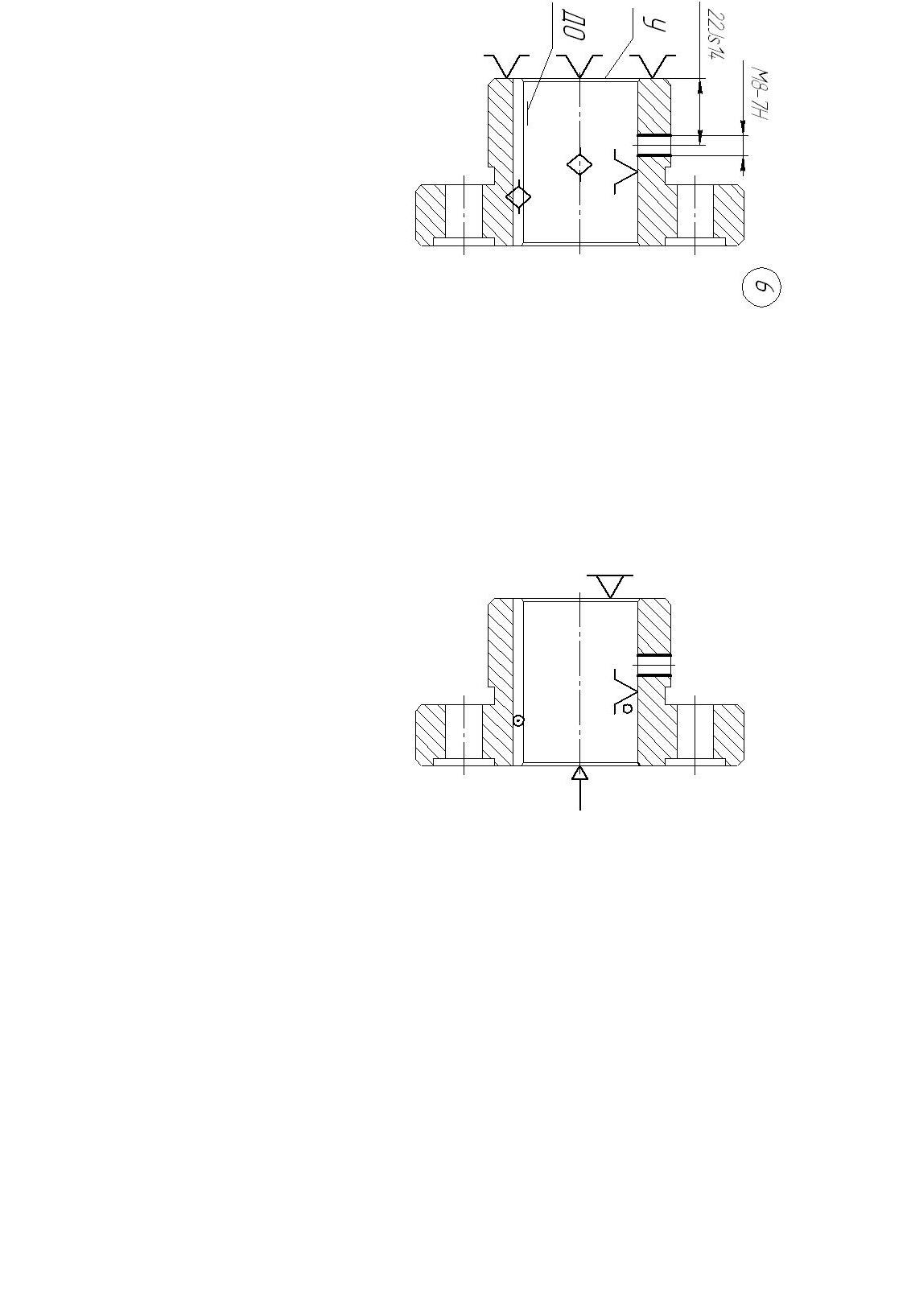
Основной конструкторской базой обрабатываемой детали «Полумуфта» является осевое отверстие Ø38H8. Данное отверстие является также измерительной базой для шпоночного паза, четырех отверстий Ø12H7 и резьбового отверстия М8-7Н. Поэтому при обработке данных конструктивных элементов в качестве технологической базы принимается отверстие Ø38H8. Это позволит соблюсти основные принципы базирования.
Черновыми базами называют необработанные поверхности детали. используемые для ее установки в приспособлении при обработке на первой операции.
В качестве черновых баз на первой технологической операции принимаются наружная поверхность заготовки Ø113,5 и прилегающий к ней торец, так как они имеют достаточные размеры и при этом обеспечивается большая точность и жесткость установки заготовки в приспособлении. Данный способ установки заготовки обеспечивает возможность обработки на токарном станке с ЧПУ чистовой технологической базы - отверстие Ø38H8.
Чистовыми базами называют обработанные поверхности детали, служащие для ее установки в приспособлениях при обработке на всех последующих операциях механической обработки.
Для базирования заготовки на токарных операциях применяется схема базирования для тела вращения типа «диск» (1<d), состоящая из двух баз: установочной и двойной опорной. При этом обеспечивается точность взаимного расположения обрабатываемых поверхностей и требуемая точность линейных размеров.
На протяжной операции применяется схема базирования для тела вращения типа «вал» (1<d), состоящая из двух баз: двойной направляющей и опорной. Обеспечивается точность взаимного расположения паза относительно оси отверстия.
На сверлильных операциях применяется схема базирования для тела вращения типа «диск» (1<d), состоящая из трех баз: двойной опорной, установочной и опорной. То есть только на сверлильных операциях заготовка лишается шести степеней свободы, так как требуется угловая ориентация отверстий относительного шпоночного паза.
Маршрут обработки, схема базирования и схема установки на всех станочных операциях приведены в таблице 6.
Таблица 6 – Выбор технологических баз маршрута обработки.
|
010 |
005 |
1 |
№ опер | ||
|
Токарная c ПУ |
Токарная c ПУ |
2 |
Маршрут обработки | ||
|
|
|
3 |
Теоретическая схема базирования | ||
|
|
|
4 |
Схема установки | ||
|
Токарный станок с ЧПУ 16К20Ф3 |
Токарный станок с ЧПУ 16К20Ф3 |
5 |
Технологическое оборудование | ||
|
030 |
020 |
1 | |||
|
Комплексная с ПУ |
Протяжная |
2 | |||
|
|
|
3 | |||
|
|
|
4 | |||
|
Обрабатывающий центр ИР500ПМФ4 |
Горизонтально- протяжной 7Б64 |
5 | |||








|
|
040 |
1 |
|
Сверлильная |
2 | |
|
|
3 | |
|
|
4 | |
|
Вертикально-сверлильный станок 2Н118 |
5 |