

Получение заготовок для листовой штамповки
При разработке технологического процесса изготовления деталей листовой штамповкой следует стремиться к уменьшению потерь металла. Основным отходом при этом является высечка – остаток листа после вырубки заготовок. Форма и размер вырубаемой заготовки определяется формой и размером конечной детали и теми операциями, которые применяются для её получения.
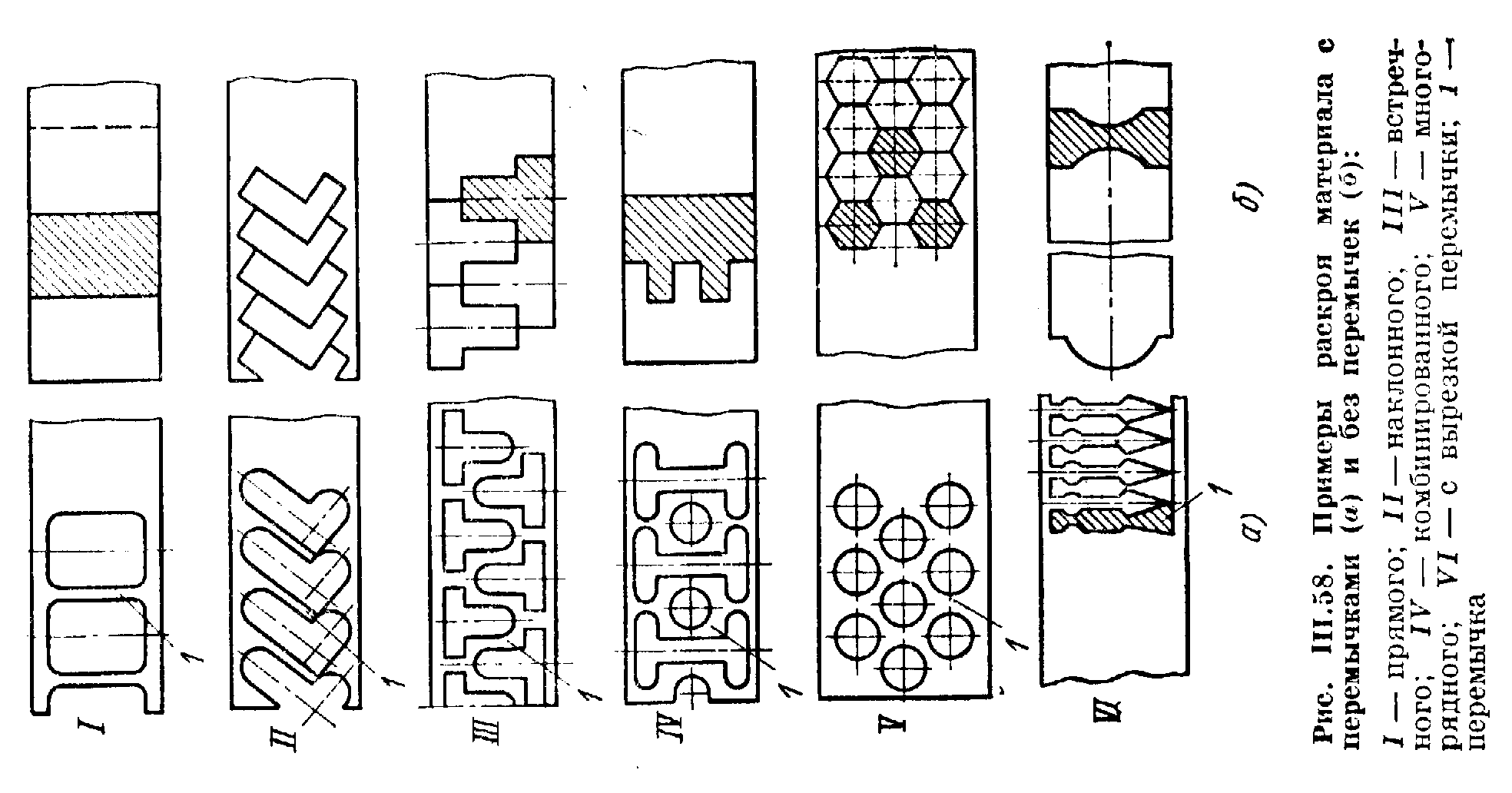
Смежные вырубаемые заготовки могут иметь между собой перемычки, ширина которых обычно равна толщине листа. Для экономии металла вырубку заготовок можно осуществлять и без перемычек, но это ведёт к снижению качества среза и стойкости инструмента. Расположение контуров смежных вырубаемых заготовок на листе металла называется раскроем. На рисунке 8 приведены примеры раскроя металла. Тип раскроя выбирают из условия уменьшения отходов металла в высечку.
а


б
Рисунок 8 – Примеры раскроя листа. Без перемычек – а,
с перемычками – б (1 – перемычка).
Листовую штамповку осуществляют на прессах. Наиболее распространены кривошипные прессы (простого и двойного действия). Для штамповки резиной и для получения крупногабаритных деталей используют гидравлические прессы.
2 Лабораторная работа. Холодная листовая штамповка.
Вытяжка без утонения стенок
2.1 Цель работы
Ознакомление студентов с операциями холодной листовой штамповки и изделиями, полученными этим методом, произведение расчёта диаметра заготовки для вытяжки без утонения стенок изделия типа «колпачок», определение необходимого количества циклов вытяжки и необходимости использования прижима, расчёт усилий вытяжки на каждой стадии процесса. Определение последовательности операций холодной листовой штамповки при изготовлении конкретных изделий.
2.2 Приборы и материалы
Индивидуальное задание и образцы изделий, полученных холодной листовой штамповкой.
2.3 Описание работы
1. Студенту выдаётся индивидуальное задание (Приложение А) в соответствии с которым, он используя Приложение Б, выполняет следующее:
а) расшифровывает марку сплава;
б) рассчитывает площадь заготовки;
в) рассчитывает необходимое количество циклов вытяжки (переходов) для получения конечного изделия;
д) определяет усилие вытяжки для каждого из переходов процесса;
г) определяет необходимость использования прижима в процессе вытяжки.
2. Студенту выдаются образцы изделий, полученных методом холодной листовой штамповки, по которым он определяет виды и последовательность операций, использовавшихся при их производстве.
2.4 Оформление результатов работы
Результаты работы оформляются в виде отчёта, в котором приводятся все формулы и расчеты. В отчёте также приводятся эскиз изделия типа «колпачок» со всеми размерами и эскиз его получения методом вытяжки без утонения стенок. Далее приводятся эскизы последовательного формообразования конкретных изделий с указанием наименования операций, использовавшихся при их производстве.
2.5 Контрольные вопросы
На какие группы делятся операции холодной листовой штамповки.
Какие операции относятся к разделительным.
Каким инструментом осуществляется нарезка заготовок для холодной листовой штамповки.
Что такое вырубка и пробивка.
Какие операции листовой штамповки относятся к формообразующим.
Какие виды вытяжки применяются в листовой штамповке.
Что такое глубокая вытяжка.
Что такое обжим.
Что такое отбортовка.
Какие виды формовки и скоростной формовки Вы знаете.