15. Литье в песчаные формы: конструкция формы, литейная оснастка, формовочные материалы, область применения. Преимущества и недостатки литья в песчаные формы.
Сущность процесса заключается в изготовлении отливок свободной заливкой расплавленного металла в песчаную форму. После затвердевания и охлаждения отливки осуществляется ее выбивка с одновременным разрушением формы. Способ ЛПФ наиболее распространенный.
Песчаная форма(ПФ) – разовая литейная форма, изготовленная из уплотненной формовочной смеси. ПФ состоит из двух полуформ. Для образования отверстий применяются песчаные стержни.
Формовочная смесь – кварцевый песок, 3 – 5% огнеупорная глина, каменноугольная пыль (для повышенной податливости формы), древесные опилки для образования пористости.
Стержневая смесь – более прочная на порядок формовочной смеси, т.к. в нее добавляют упрочнители (олифа).
Применяют во всех областях машиностроения. Получают отливки любой конфигурации 1…6 групп сложности. Точность размеров соответствует 6…14 группам. Параметр шероховатости Rz=630…80мкм. Можно изготавливать отливки массой до 250т. с толщиной стенки свыше 3мм.
Преимущества.
Конфигурация 1…6 групп сложности.
Возможность механизировать производство.
Дешевизна изготовления отливок.
Возможность изготовления отливок большой массы.
Отливки изготовляют из всех литейных сплавов, кроме тугоплавких.
Недостатки.
Плохие санитарные условия.
Большая шероховатость поверхности.
Толщина стенок > 3мм.
Вероятность дефектов больше, чем при др. способах литья.
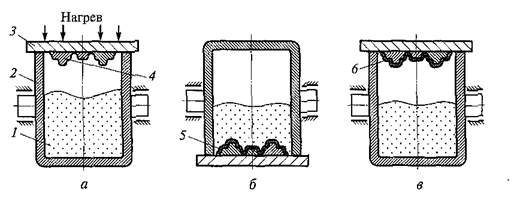
16. Литьё в оболочковые формы: исходные материалы, технология изготовления оболочки, область применения способа. Схема получения отливки. Преимущества и недостатки литья в оболочковые формы.
Литьё в оболочковые формы, способ получения фасонных отливок из металлических сплавов в формах, состоящих из смеси песчаных зёрен (обычно кварцевых) и синтетического порошка (термореактивная смола 4-7%).Смесь насыпают на металлическую модель, нагретую до 300°С, выдерживают в течение нескольких десятков сек до образования тонкого упрочнённого слоя, избыток смеси удаляют. Термореактивная смола в пограничном слое переходит в жидкое состояние, склеивает песчинки с образованием песчано-смоляной оболочки толщиной 5-20 мм. Бункер возвращают в исходное положение, модельная плита снимается и нагревается в печи при t 300-350 в течение 1-2 мин, термореактивная смола переходит в твердое состояние. Аналогично изготавливают вторую полуформу. Готовые оболочковые формы склеивают, предварительно установив в них литейные стержни.
Заливка форм производится в вертикальном или горизонтальном положении. Выбивку отливок проводят на специальных выбивных или вибрационных установках.
Преимущества:Литье в оболочки обеспечивает высокую герметическую точность, точность отпечатка не нарушается(оболочка снимается без расталкивания). Снижается припуск на обработку в 2 раза, снижена шероховатость. Высокая прочность позволяется изготавливать тонкостенные формы, что снижает расход формовочной смеси. Процесс легко автоматизируется. Повышенная производительность труда.
Недостатки: ограничение по массе (50-60 кг),экономически выгодно только в массовом производстве.Изготавливают отливки для автомобилей, тракторов, с\х машин из чугуна, уг. сталей, цвет. сплавов.
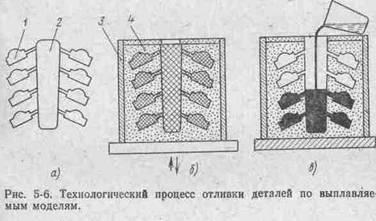
17.Литьё по выплавляемым моделям: исходные материалы и технология изготовления оболочки; область применения способа. Схематически изобразите основные этапы: получение модели в пресс-форме, блок моделей, нанесение оболочки, вплавление модельного состава, полученный блок отливок.
Ещё один способ литья металлов — по выплавляемой модели — применяется в случаях изготовления деталей высокой точности (например, лопатки турбин и т. п.) Получают путем заливки расплавленного металла в формы, изготовленные по выплавляемым моделям многократным погружением в керамическую суспензию с последующими обсыпкой и отверждением.
Разовые выплавляемы модели изгот. в пресс-формах, сост. из 2 и более легкоплавких комп (парафин, стеарин, жирных кислот). На модельный блок наносят суспензию и производят обсыпку, так наносят от 6 до 10 слоёв. Сушка каждого слоя занимает не менее получаса. Из сформировавшейся оболочки выплавляют модельный состав: в воде, в модельном составе, выжиганием, паром высокого давления. После сушки и вытопки блок прокаливают при температуре примерно 1000 для удаления из оболочковой формы веществ, способных к газообразованию. После чего оболочки поступают на заливку. Перед заливкой блоки нагревают в печах до 1000. Нагретый блок устанавливают в печь, и разогретый металл заливают в оболочку. Залитый блок охлаждают в термостате или на воздухе. Когда блок полностью охладится, его отправляют на выбивку. Ударами молота по литниковой чаше производится отбивка керамики, далее отрезка .Таким образом получаем отливку.
+ Высокая точность, Малая шероховатость, отливки любой сложности.
- Сложность,длительность процесса, Высокая себестоимость
В силу большого расхода металла и дороговизны процесса применяют только для ответственных деталей.