

Восстановление гильз цилиндров двигателей расстачиванием
Цель работы – приобрести практические навыки в технологии ремонта гильз цилиндров растачиванием.
Задачи – ознакомиться с устройством вертикально-расточного станка модели 2Е 78П – научиться производить расчет пропусков и режимов резания при растачивании гильзы;
– приобрести навыки базирования и настройки станка;
– изучить оснастку и инструмент, применяемый при растачивании;
– приобрести навыки растачивания гильз цилиндров и заполнения операционной карты.
Оборудование, приборы и инструмент
- вертикально-расточной станок модели 2Е78П;
- приспособление для растачивания гильз;
- приспособление для центрирования гильз на станке;
- резцы ГОСТ 18877-73;
- штангенциркуль ШЦ-11-250-0,05 ГОСТ 166-80;
- микрометр МК-100 ГОСТ 6507-78;
- индикаторный нутромер НИ50-125 ГОСТ 868-82;
- набор рабочих образцов шероховатости поверхности ГОСТ 9378-75;
- гильза цилиндров двигателя ЗИЛ-130.
Краткая характеристика способа восстановления
Гильзы цилиндров при износе их внутренней рабочей поверхности могут быть восстановлены под ремонтный размер растачиванием с последующим хонингованием. Восстановление гильз цилиндров способом ремонтных размеров, заключается в том, что гильзу цилиндров подвергают механической обработке до заранее установленного ремонтного размера, а поршень заменяют новым, изготовленным также под этот ремонтный размер. Категорийные, т. е. нормализованные ремонтные размеры гильз цилиндров приведены в прил 19. При механической обработке под ремонтный размер восстанавливается работоспособность сопряжения, т. к. обработка под ремонтный размер производится с теми же допусками, с которыми изготавливают новые детали. Назначение ремонтных размеров производится в пределах обеспечивающих достаточную прочность деталей.
Этот способ имеет ряд преимуществ. Он обеспечивает взаимозаменяемость сопрягаемых деталей в пределах данного ремонтного размера. Благодаря наличию установленных ремонтных размеров можно организовать массовый выпуск заменяемой детали на заводах, изготовляющих запасные части. Это снижает стоимость и сокращает цикл восстановления.
К недостаткам этого способа можно отнести то, что наличие деталей ремонтного размера приводит к увеличению номенклатуры запасных частей, поставленных промышленностью авторемонтному производству. Несколько усложняется организация процессов комплектования и сборки узлов, хранение деталей на складах.
Величину нормализованного ремонтного размера устанавливают в зависимости от величины и характера износа рабочей поверхности гильзы цилиндра, а также от припуска на механическую обработку, то есть
 (24)
(24)
где  – предшествующий размер гильзы, мм;
– предшествующий размер гильзы, мм;
 – ремонтный размер гильзы, мм (i
= 1, 2, 3);
– ремонтный размер гильзы, мм (i
= 1, 2, 3);
u – износ гильзы, мм;
2Zp – припуск на растачивание, мм;
2Zx – припуск на хонингование, мм;
Растачивание гильз цилиндров производится на вертикально-расточных станках модели 2Е78П. Станки этой группы отличаются высокой жесткостью, имеют малые величины подач и обеспечивают высокую точность размера, обрабатываемых диаметров отверстий и правильность геометрической формы, шероховатость обрабатываемых поверхностей получается в пределах Rа10 – 0,63 мкм по ГОСТ 2789-73.
При растачивании применяются резцы с пластинками из твердых сплавов ВК-2, ВК-3, ВКЗМ, ВК-6 или ТЗОК4 с углами заточки:
 (25)
(25)
При
использовании резцов с пластинками из
композита 10 (Гексанит-Р) углы заточки
должны быть:

Композиты эффективнее твердых сплавов, так как позволяют производить растачивание на более высоких скоростях резания, сохраняя при этом высокую износостойкость, и повышают производительность труда в 2…5 раз.
Растачивание гильзы цилиндров производится под ближайший ремонтный размер, который определяется по формуле:
 (26)
(26)
где  – предшествующий размер гильзы, мм;
– предшествующий размер гильзы, мм;
i – ремонтный размер гильзы (i = 1, 2, 3);
δ–
ремонтный интервал ( );
);
u – износ гильзы, мм;
2Zp – припуск на растачивание, мм (Zp = 0,10…0,12 мм);
2Zx – припуск на хонингование, мм (Zx = 0,03…0,05 мм);
Возможность
растачивания гильзы под ремонтный
размер
 определяется из условия, что
определяется из условия, что
где Dmax – действительный наибольший диаметр отверстия гильзы.
Наибольший диаметр отверстия гильзы определяется изменением с помощью индикаторного нутромера в поясах I-I, II-II, III-III и взаимно перпендикулярных плоскостях (А-А и Б-Б).
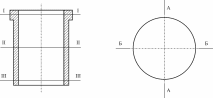
Рис.19. Схема измерения отверстия гильзы
Пояс I-I расположен ниже выработки от верхнего порошкового кольца II-II по середине гильзы; III-III – на 20 мм выше нижнего образца гильзы.
Расчет режимов растачивания
Глубина резания определяется по формуле:
 (27)
(27)
Необходимый вылет резца определяется по формуле:
 (28)
(28)
где dшп – диаметр шпинделя станка, мм.
dшп – диаметр шпинделя станка, мм;
l – вылет резца, мм;
 –расчетный
ремонтный размер гильзы, мм;
–расчетный
ремонтный размер гильзы, мм;
 –припуск
на хонингование, мм.
–припуск
на хонингование, мм.
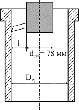
Рис. 20. Установка резца
Частота вращения шпинделя станка устанавливается в зависимости от размера растачиваемого цилиндра и необходимой скорости резания V:
 (29)
(29)
Скорость резания и подача принимается согласно данных таблицы 2.9 , с последующей корректировкой частоты вращения шпинделя и подачи с учетом паспортных данных станка (прил 20).
Таблица 9