

3. Размерная настройка токарных станков
Наладка расположения инструмента в координатной системе программы предельно облегчена в станках с оперативным (ручным программным) управлением. Здесь возможна работа не налаженным вне станка инструментом, так как УЧПУ имеет специальный режим размерной привязки инструмента.
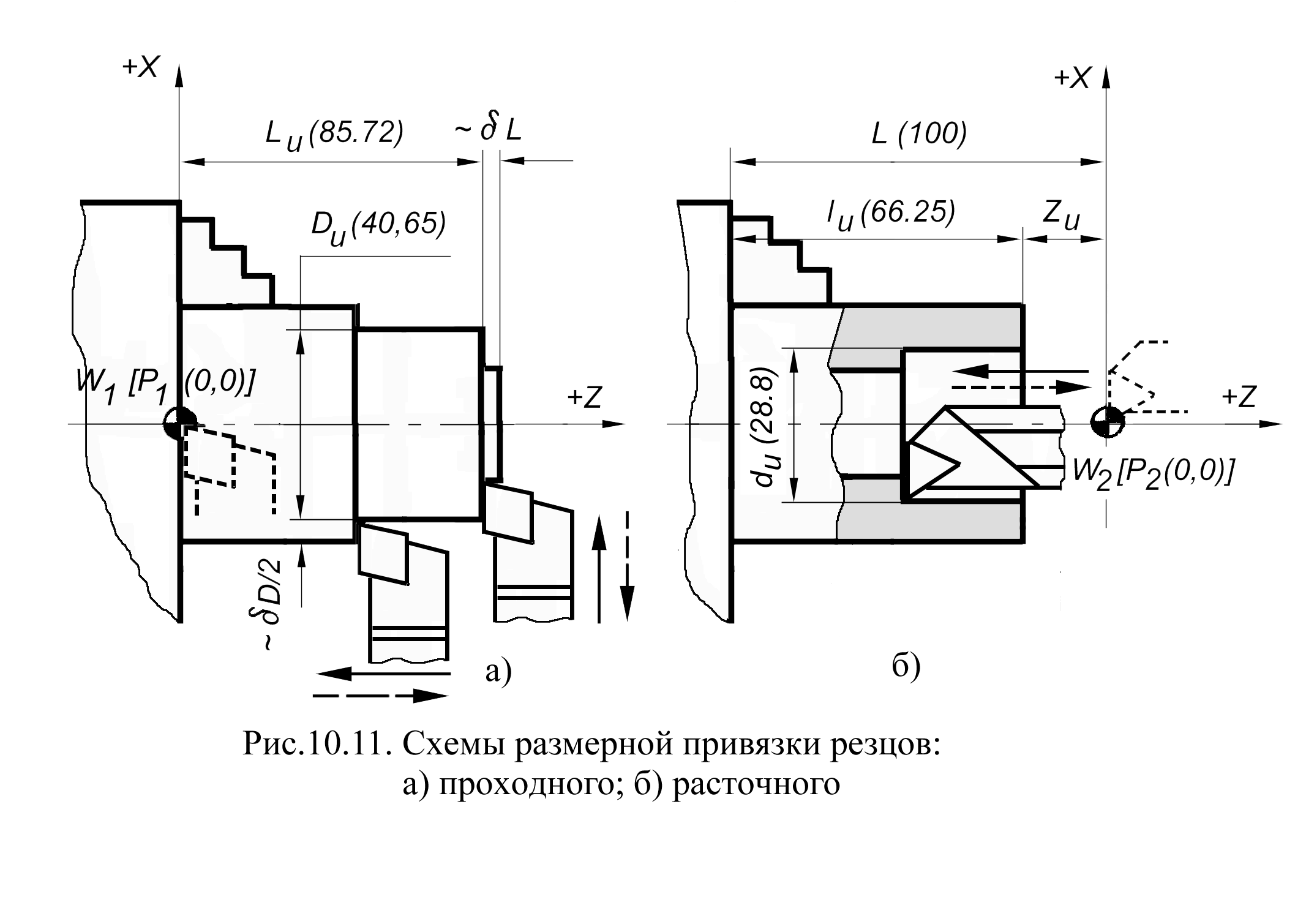
На станках 16К20Т1 и 16К30Ф3, оснащенных устройством оперативного управления "Электроника НЦ-31", процедура размерной привязки осуществляется следующим образом (рис. 10.11.):
1) выбирают начало координат программы, например, на правом чистовом торце детали;
2) нужный инструмент, например универсальный проходной резец, выводится в рабочую позицию;
3) включают вращение шпинделя и в режиме ручного управления резец подводят к заготовке;
4) маховичком или в ручном режиме производят наружное обтачивание заготовки на длине, достаточной для измерения наружного диаметра;
5) инструмент отводят по оси Z, останавливают шпиндель и измеряют диаметр проточенной поверхности;
6) УЧПУ переводят в режим размерной привязки инструментов и измеренный диаметр с клавиатуры вводят в память устройства - привязка по оси X;
7) включают вращение шпинделя, в режиме ручного управления резец подводят к торцу заготовки и обрабатывают торец;
8) инструмент отводят по оси Х, останавливают шпиндель, измеряют расстояние по оси Z от начала координат программы до проточенного торца;
9) УЧПУ переводят в режим размерной привязки инструментов и измеренную величину вводят в память - привязка по оси Z.
Выбор начала координат зависит от типа резца (вида обрабатываемой поверхности). Для обработки наружных поверхностей проходными, контурными, канавочными или резьбовыми резцами (рис. 10.11,а) рекомендуется начало координат помещать на левый, базовый торец заготовки (детали). При работе расточными резцами и другими инструментами, предназначенными для обработки отверстий, начало координат во избежание дополнительных пересчетов целесообразно выбирать на правом "чистом" торце обработанной детали (рис. 10.11,б).
Тогда при размерной привязке в память УЧПУ вводится координата Z инструмента, равная замеренной длине заготовки от базового торца до пробного подрезания правого торца минус заданная по чертежу длина готовой детали.