

2. Размерная настройка станков сверлильно-расточной группы и многоинструментальных станков.
Базирование деталей на этих станках во многом сходно с базированием на фрезерных станках. Однако в связи со специфическими особенностями обработки на них, рекомендуется при настройке учитывать ряд дополнительных требований:
1. Для обеспечения точных межцентровых расстояний желательно ориентировать деталь так, чтобы наиболее важные отверстия располагались на одной координатной оси. Такое расположение исключает ошибки позиционирования вдоль одной из осей.
2. В качестве базы необходимо выбирать плоскость, позволяющую с одной установки обрабатывать максимальное количество отверстий.
3. При использовании станков с поворотными столами ось поворота детали совмещают с осью поворота стола.
При работе на многооперационных станках различают три системы координат, три начала отсчета. Первое начало координат (О) связано с фиксацией крайних положений рабочих органов. От этого начала (нуля станка) определяется положение рабочих органов, если информация о их положении потеряна, например, вследствие непроизвольного выключения напряжения питания в электросети.
Установка опорных и установочных базирующих элементов приспособлений осуществляется на столе станка по Т-образным пазам. Их располагают так (рис. 10.8),чтобы обрабатываемая деталь находилась в средней части рабочей поверхности стола, удобной для обработки. Через опорные поверхности этих базовых элементов проходят координатные оси второй системы координат (О1).
Рис. 10.8. Системы
координат многооперационных станков

Рис. 10.9. Схема
расчета параметров установки и
перемещений инструмента
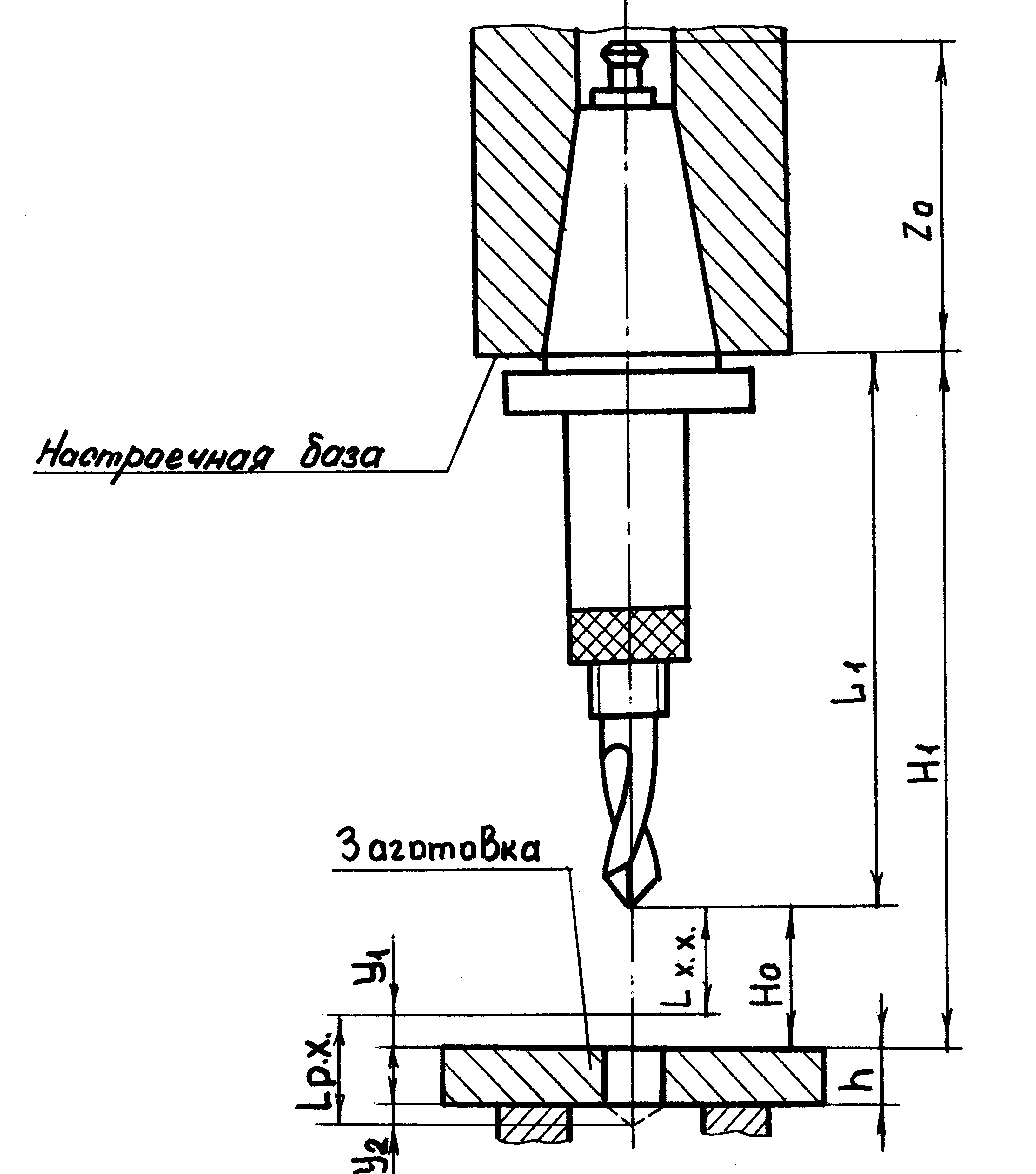
Максимальное расстояние инструмента до детали Но назначается с учетом возможности извлечения оправки из шпинделя (Но > Zо).
Для каждого инструмента, участвующего в обработке детали, необходимо найти величину Н1, длину настройки L1, холостого LX.X. и рабочего LP.X. ходов:
![]()
где: Y1, Y2 - величины врезания и перебега инструмента;
h - длина обрабатываемого отверстия.
Вылет режущих инструментов настраивается в специальных приспособлениях. В ходе обработки смена инструмента обычно производится в одной точке. Поэтому разница размеров Li (рис. 10.10) позволяет определить координаты центра инструмента и таким образом найти величины его перемещений при выполнении того или иного перехода.
Рис. 10.10 Определение
длины вылета инструмента

За каждым инструментом закрепляются блоки коррекции, что позволяет компенсировать после обработки пробной детали погрешности, допущенные при настройке инструмента и станка.
Вся информация о вылете инструментов, величинах их перемещений, используемых блоках коррекции и т.д. заносится в карту настройки.