

4. Требования к чертежам деталей, обрабатываемых на станках с чпу
При подготовке к проектированию технологического процесса производится детальный анализ чертежа для выявления недостающих размеров и конструктивно - технологических данных. Недостающие размеры и другие данные могут быть получены от конструктора, из сборочных чертежей, либо путем геометрических построений контура детали.
С целью облегчения подготовки УП простановка размеров в чертеже детали должна удовлетворять требованиям программирования.
Так как обработка на станках с ЧПУ ведется по командам, определяющим координаты точек траектории в прямоугольной системе координат, то размеры на чертежах должны задаваться так же в прямоугольной системе координат от единых конструкторских баз детали. Для этого необходимо выбрать начало координат и направление осей. Желательно, чтобы направление осей относительной системы координат детали совпадало после ее установки на станке с направлением осей координат станка.
При нанесении размеров на чертежах в некоторых случаях отверстия, группы отверстий или элементов деталей могут быть заданы в местной системе координат, как это показано для отверстия Б (рис.11.8,а). Переход от такой системы с началом в точке А к основной системе не вызывает трудностей.
Крепежные отверстия, расположенные на том или ином радиусе от центра основного отверстия, обычно принято задавать центральным углом дуги между их осями и радиусами. Для станков с ЧПУ такая информация должна заменяться координатами осей каждого отверстия (рис.11.8,б). В рассматриваемом примере за начало координат целесообразно назначить ось большого отверстия, т.к. она обеспечивает минимальное протяжение холостых (позиционирующих) ходов при обработке.

Рис. 11.8. Простановка размеров на чертежах деталей для станков с ЧПУ:
а) в местной системе координат; б) в системе координат основного отверстия
Часто детали имеют большое число мелких крепежных отверстий. Указывать координаты оси каждого из них нецелесообразно, т.к. это затрудняет чтение чертежа. В подобных случаях для указания размеров рационально использовать табличный метод, удобный и для программирования (рис.11.9,а).




Рис. 11.9. Простановка размеров на чертежах деталей табличным методом:
а) осей крепежных отверстий; б) криволинейных контуров
Согласно общему правилу нанесения размеров на чертежах деталей, обрабатываемых на токарных станках могут быть выведены участки с жесткими допусками (размеры а1, а2, а3 на рис.11.10,а) и промежуточные участки с широкими допусками (размеры в1, в2, в3, в4). Это вполне оправдано для станков с ручным управлением, т.к. рабочему надо выдержать точно только эти размеры. Для станка с ЧПУ это не имеет значения, ибо точность отсчета перемещений одна и та же, а начало отсчета, как правило, не совпадает с конструкторской базой и находится вне детали. Поэтому размеры для таких деталей следует наносить цепочкой (рис.11.10,б).
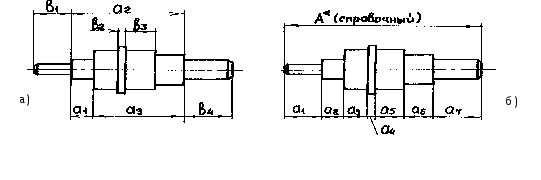
Рис. 11.10. Простановка размеров на чертежах деталей для токарной обработки:
а) на станках с ручным управлением; б) на станках с ЧПУ
В общем случае нанесение размеров на чертежах деталей, обрабатываемых на станках с ЧПУ, должно быть таким, чтобы при подготовке управляющей программы не возникла необходимость их пересчета.