

Контрольно-курсовая работа Проект склада гибкого автоматизированного производства
.docФедеральное агентство по образованию
Государственное образовательное учреждение
высшего профессионального образования
Тульский государственный университет
Кафедра «Технология машиностроения»
Транспортно-складские системы
Контрольно-курсовая работа
ПРОЕКТ СКЛАДА ГИБКОГО АВТОМАТИЗИРОВАННОГО ПРОИЗВОДСТВА
Выполнил:
ст.гр. 630351 М.А. Титов
Проверил:
к.т.н., доцент О.В. Петров
Тула 2009
Разрабатывается проект гибкой производственной системы (ГПС) механической обработки деталей типа «тела вращения» со следующими параметрами:
Максимальный
диаметр детали:![]()
Длина детали:
![]()
Максимальный
диаметр заготовки:![]()
Длина заготовки:
![]()
Годовая программа
выпуска
![]() тыс. деталей. Число гибких производственных
модулей (ГПМ)
тыс. деталей. Число гибких производственных
модулей (ГПМ)
![]() .
Расчетное штучное время обработки
на
одном станке
.
Расчетное штучное время обработки
на
одном станке
![]() мин. Число смен работы в сутки
мин. Число смен работы в сутки
![]() .
Число операций для изготовления
законченной детали на разных станках
.
Число операций для изготовления
законченной детали на разных станках
![]() .
Число транспортных партий прибытия и
отправления заготовок и готовых деталей
.
Число транспортных партий прибытия и
отправления заготовок и готовых деталей
![]() шт.
шт.
Деталь «Поршень»
является телом вращения. В качестве
исходной заготовки используется пруток
![]() мм и длиной 200 мм. Материал заготовки –
сталь 45 ГОСТ 1050-88. Эскиз детали показан
на рисунке 1. Массу детали определим с
помощью САПР «Компас-3D»
(рис. 2).
мм и длиной 200 мм. Материал заготовки –
сталь 45 ГОСТ 1050-88. Эскиз детали показан
на рисунке 1. Массу детали определим с
помощью САПР «Компас-3D»
(рис. 2).

Рис. 1. – Эскиз детали «Плунжер»
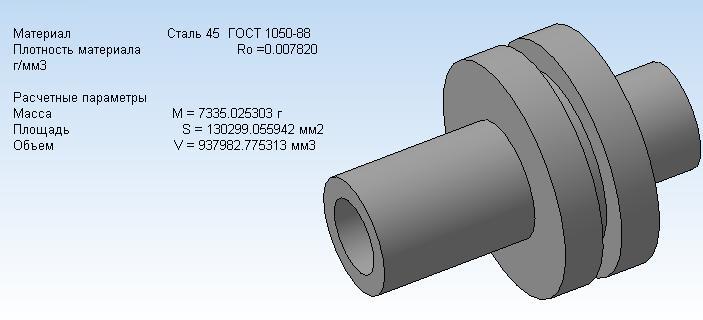
Рис. 2. – Масса детали «Плунжер»
Далее задаемся размерами кассеты в плане:
а = 700 мм, b = 800 мм.
Укладку деталей в кассете принимаем в один ряд: Nc = 1 для удобства загрузки и съема их грузозахватами перегрузочных роботов у станков. Определяем число заготовок (или деталей) в кассете: при укладке по способу 1 (вертикально):

при укладке по способу 2 (горизонтально вдоль кассеты):

при укладке по способу 3 (горизонтально поперек кассеты):

Высота кассеты с грузом:
при способе 1:
![]() ;
;
при способе 2:
![]() ;
;
при способе 3:
![]() .
.
Объем, занимаемый одной кассетой:
при способе 1:
![]() ;
;
при способе 2:
![]() ;
;
при способе 3:
![]() .
.
Число заготовок, помещающихся в 1 м3 объема производственного помещения:
при способе укладки
1:
![]() ;
;
при способе 2:
![]() ;
;
при способе 3:
![]() .
.
Принимаем способ укладки деталей и заготовок в кассету № 1, так как он обеспечивает наилучшее использование объема производственного помещения.
Потребная грузоподъемность кассеты:
при загрузке заготовками
![]() ;
;
при загрузке готовыми деталями
![]()
Принимаем грузоподъемность поддонов G = 650 кг.
Допустим, что заготовки будут укладываться в кассеты на заготовительном участке и поступать в ГАПС уже укомплектованными кассетами. Это наиболее рациональный вариант организации производства.
Расчетная интенсивность внешнего грузопотока прибытия заготовок в ГАПС
 ,
,
где
![]() - процент бракованных деталей;
- процент бракованных деталей;
![]() – число дней работы
ГАПС в году;
– число дней работы
ГАПС в году;
![]() - коэффициент
неравномерности прибытия заготовок в
ГАПС с внутризаводского транспорта.
- коэффициент
неравномерности прибытия заготовок в
ГАПС с внутризаводского транспорта.
Расчетная интенсивность выдачи готовых деталей из ГАПС
![]() ,
,
где
![]() — коэффициент неравномерности выдачи
готовых деталей из ГАПС на внутризаводской
транспорт;
— коэффициент неравномерности выдачи
готовых деталей из ГАПС на внутризаводской
транспорт;
![]() — коэффициент
использования рабочего времени.
— коэффициент
использования рабочего времени.
Расчетная интенсивность выдачи заготовок со склада на производственный участок
![]()
Расчетная интенсивность поступления готовых деталей с производственного участка на склад
![]()
Потребная производительность складского робота
![]() ,
,
где
![]() — коэффициент, учитывающий грузопоток
инструмента.
— коэффициент, учитывающий грузопоток
инструмента.
Потребная вместимость склада
![]()
R=1239 поддон
где nоп — число операций на разных станках для изготовления детали.
В качестве склада выбираем стеллажный склад с автоматическим стеллажным краном-штабелером (складским роботом). Определяем параметры склада и одновременно компоновку ГАП (рис. 3).
Высота яруса в стеллажах
![]() ;
;
Длина производственного участка
![]()
Принимаем длину стеллажей равной длине производственного участка ГАП:
![]()
Число ячеек по длине склада
![]()
Принимаем компоновку ГАП, как показано на рис. 3, и число стеллажей х=1.
Число ярусов в стеллажах по высоте
![]()
Высота стеллажей
![]()
Ширина стеллажей
![]()
Длина склада
![]()
Время цикла стеллажного крана-штабелера определяем по формуле
![]()
где z*, у* - число ячеек в стеллажах, которое кран-штабелер должен пройти в цикле по вертикали и горизонтали;
а = 0,7 м — длина поддона-кассеты (размер вдоль стеллажей);
b = 0,8 м — ширина поддона-кассеты (размер в глубину стеллажей);
![]() — скорости движения
стеллажного крана-штабелера по длине
(вдоль стеллажей), по вертикали и
выдвижения телескопического
грузозахвата;
— скорости движения
стеллажного крана-штабелера по длине
(вдоль стеллажей), по вертикали и
выдвижения телескопического
грузозахвата;
![]() — высота яруса
стеллажей;
— высота яруса
стеллажей;
![]() — зазоры вдоль и
в глубину стеллажей между тарой и
конструкциями стеллажей.
— зазоры вдоль и
в глубину стеллажей между тарой и
конструкциями стеллажей.
Минимальное время цикла (при у* = 0, z* = 0)
![]()
Максимальное время цикла
![]()
Среднее время цикла
![]()
Потребное число кранов-штабелеров при коэффициенте использования рабочего времени kt = 0,85
![]()
Максимальная, загрузка крана-штабелера по времени
![]()
Длина накопителя для приема и выдачи поддонов кассет из ГАПС
![]()
Вместимость
накопителя
![]() ,
,
где
![]() - число заготовок в транспортной партии.
- число заготовок в транспортной партии.
Капитальные затраты на создание склада и транспортной подсистемы гибкого производства

где Нс = 15 м — высота помещения, необходимая для размещения склада;
X — 2,7, Lс — 44,4 м — ширина и длина участка, занимаемого складом и транспортной подсистемой;
![]() — стоимость 1 м3
производственного корпуса, в котором
создается ГАПС;
— стоимость 1 м3
производственного корпуса, в котором
создается ГАПС;
R = 1239 — число мест для поддонов-кассет в стеллажах склада;
![]() — металлоемкость
стеллажей в расчете на один хранящийся
поддон;
— металлоемкость
стеллажей в расчете на один хранящийся
поддон;
![]() — стоимость 1 т
металлоконструкций стеллажей с монтажом
и окраской;
— стоимость 1 т
металлоконструкций стеллажей с монтажом
и окраской;
![]() — стоимость одного
поддона-кассеты;
— стоимость одного
поддона-кассеты;
![]() — число ГПМ на
производственном участке ГАПС;
— число ГПМ на
производственном участке ГАПС;
![]() — стоимость одного
устройства приема-выдачи грузов у ГПС;
— стоимость одного
устройства приема-выдачи грузов у ГПС;
![]() — длина
конвейера-накопителя;
— длина
конвейера-накопителя;
![]() — стоимость 1 м
длины конвейера-накопителя;
— стоимость 1 м
длины конвейера-накопителя;
![]() — металлоемкость
подкрановых путей для крана-штабелера;
— металлоемкость
подкрановых путей для крана-штабелера;
![]() – стоимость 1 т
металлоконструкций;
– стоимость 1 т
металлоконструкций;
![]() — число
кранов-штабелеров в АТСС ГПС;
— число
кранов-штабелеров в АТСС ГПС;
![]() — стоимость
одного стеллажного крана-штабелера
грузоподъемностью 250 кг;
— стоимость
одного стеллажного крана-штабелера
грузоподъемностью 250 кг;
![]() — стоимость
системы автоматического управления
АТСС гибкого производства.
— стоимость
системы автоматического управления
АТСС гибкого производства.
Годовые эксплуатационные расходы по автоматическому складу и транспортной подсистеме ГАПС

где р = 0,2 чел. — часть трудозатрат слесаря и электрика — наладчиков АТСС ГПС;
![]() — стоимость части
производственного здания, занимаемого
АТСС ГПС, и подкрановых путей для
автоматического стеллажного
крана-штабелера;
— стоимость части
производственного здания, занимаемого
АТСС ГПС, и подкрановых путей для
автоматического стеллажного
крана-штабелера;
![]() ,
,
![]() ,
,
![]() — стоимости стеллажей, конвейера-накопителя
и устройств приема-выдачи грузов у
гибких производственных модулей;
— стоимости стеллажей, конвейера-накопителя
и устройств приема-выдачи грузов у
гибких производственных модулей;
![]() — отчислений на
содержание, амортизацию и ремонт
производственного здания, стеллажей,
конвейеров и перегрузочных устройств,
кранов-штабелеров и системы автоматического
управления.
— отчислений на
содержание, амортизацию и ремонт
производственного здания, стеллажей,
конвейеров и перегрузочных устройств,
кранов-штабелеров и системы автоматического
управления.
Приведенные затраты по АТСС ГПС
![]()
Себестоимость переработки грузов в АТСС ГПС
![]()
где
![]() — средняя масса одной детали.
— средняя масса одной детали.

Список использованной литературы
1. Маликов О.Б., Малкович А.Р. Склады промышленных предприятий: Справ./Под общ. ред. О.Б. Маликова. – Л.: Машиностроение, 1989. – 672 с. ил.