

Системи управління промислових обладнань / МПС(Ноговицын) / Плакат / Плакаты_Лекция1
.pptАвтоматизация производства в машиностроении
Рабочий цикл
tц =tр.х + t х.х , с
где tр.х - время рабочих ходов; t х.х - время холостых ходов.
t х.х=tв + t т.об. , с
где tв – время вспомагательное (отвод, подвод инструмента);
t х.х - время технического обслуживания (смена инструмента, наладка, удаление отходов).
Q= 3600/tв , шт /час
Уровни автоматизации
•Нулевой уровень – автоматизация рабочего хода;
•Первый уровень – автоматизация рабочего цикла
(станки автоматы, полуавтоматы);
• Второй уровень – автоматизация технологических
процессов (автоматические линии, гибкие производственные системы);
• Третий уровень – комплексная автоматизация (от
заготовительных процессов до испытания готового изделия).
Типы автоматических линий
По технологическому принципу:
-линии механообработки;
-линии сборки;
-линии сварки;
-линии окраски.
-комплексные линии (штамповка +
механообработка +термообработка +сборка).
По технологической гибкости:
-непереналаживаемые;
-для грубой обработки;
-гибкие.
По принципу работы:
-циклического
действия
(механообработка);
-Непрерывного действия – роторные линии (штамповка, выдавливание, пайка).
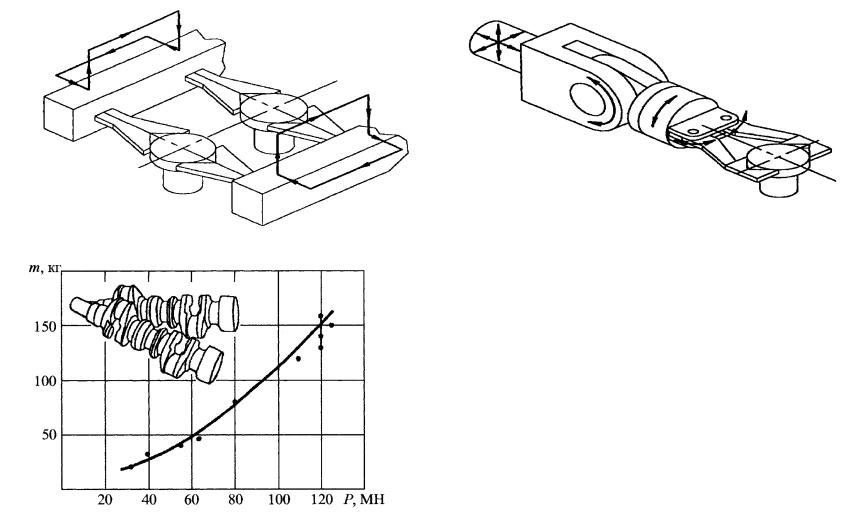
Автоматизация процессов
изготовления поковок коленчатых валов
1 |
2 |
|
1. Грейферовая подача (Р=31÷63МН).
2. Робот – манипулятор. (Р=80 ÷125МН)
3. Соотношения между максимальной
|
массой т поковки коленчатого вала |
|
и номинальной силой Р потребного |
3 |
КГШП. |