

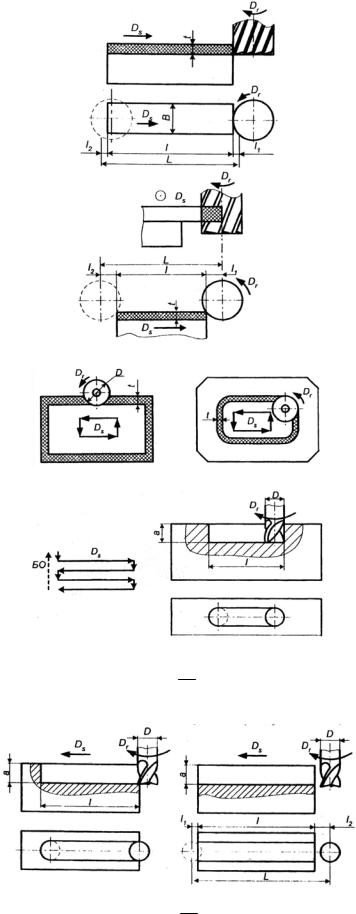
2. Рассверливание в упор и напроход.
3. Зенкерование в упор и напроход.
4. Развертывание в упор и напроход.
5. Развертывание конических отверстий.

Резьбонарезание и резьбошлифование
To = |
L |
|
L |
||
|
|
+ |
|
i, |
|
nP |
nвспP |
||||
где P – шаг резьбы. При нарезании на станках с автоматическим циклом To = nPL (i +0,5).
1. Нарезание резьбы резцом.
2. Нарезание резьбы машинными метчиками.
To = L + Lвсп , nP
где Lвсп – длина вспомогательного хода метчика. 3. Нарезание резьбы: плашками
To = L + Lвсп ;
nP
самораскрывающимися головками To = nPL .

4. Фрезерование резьбы гребенчатой (групповой) фрезой.
T = |
L |
; L = l +l; S |
" |
= n |
тмp |
z |
тмp |
S |
z |
, |
|
||||||||||
o |
1 |
|
|
|
|
|||||
|
S" |
|
|
|
|
|
|
|
|
|
где nфр – частота вращения фрезы, мин–1; zфр – число зубьев фрезы; Sz – подача на зуб.
Фрезерование
To = SL .
М
1. Фрезерование цилиндрическими фрезами.
2. Фрезерование дисковыми фрезами.
3. Фрезерование торцевыми и концевыми фрезами.
4.Фрезерование концевыми фрезами в обход по контуру.
5.Фрезерование шпоночных пазов.
– при маятниковой подаче
To ≈ SLм i ;
– при глубинном способе фрезерования (ползучей подаче).
To = SLм .
6. Фрезерование Т-образных пазов.

7. Фрезерование шлицев червячной фрезой
To = Lz , Sм
где z – число шлиц.
8. Фрезерование плоскостей на станках с круглым столом
To = L ; L = πDp , где Dp – диаметр наибольшей окружности, описанной по габаритам фрезеруемых заготовок; Q – число
S" Q
заготовок, размещенных на столе.
9. Многошпиндельное продольное фрезерование на станке с вертикальными и горизонтальными шпинделями
T |
= |
L |
; L = l +l |
+l |
p1 |
+l |
p2 |
+l |
2 |
; l |
= 0,5D ; l |
2 |
= 0,5D . |
|
|
||||||||||||||
o |
|
1 |
|
|
|
1 |
1 |
5 |
||||||
|
|
S" |
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
10. Фрезерование торцев и центрование заготовок на двусторонних фрезерно-центровальных полуавтоматах

при фрезеровании |
|
при центровании |
||||||||
T |
= |
L |
|
|
|
|
T |
= |
L |
|
|
|
|
|
|
||||||
o |
Sм |
|
|
|
o |
nSм |
||||
|
|
|
|
|
|
|
||||
|
|
|
Строгание и долбление |
|
|
|
|
|||
|
|
|
T = |
L |
i; L = l +l +l |
2 |
. |
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
o |
1 |
|
|
|
|
||
|
|
|
|
n2x S2x |
|
|
|
|
|
|
1. Строгание плоскостей на поперечно-строгальных, продольно-строгальных и долбежных станках.
2. Строгание направляющих типа «ласточкин хвост».
3. Строгание пазов и канавок мерным резцом.
4. Долбление шпоночных пазов.

Шлифование
1. Круглое наружное шлифование методом продольной подачи на проход (а) и в упор (б).
а) |
б) |
|
|
|
|
T |
= |
L |
iK; i = |
a |
. |
|
|
||||
o |
|
SB Bкnд |
|
S2x |
|
|
|
|
|||
2. Круглое наружное врезное шлифование
T |
= |
L |
K; L −a = |
D −d |
. |
|
|
||||
o |
|
nдSрад |
2 |
|
|
|
|
|
|||
3. Круглое внутреннее шлифование методом продольной подачи: сквозных (а); в упор (б)
а) |
б) |
|
|
|
|
T |
= |
L |
iK; i = |
a |
. |
|
|
||||
o |
|
SB Bкnд |
|
S2x |
|
|
|
|
|||
4. Врезное шлифование торцев.

To = L K; L = a. nдSo
5. Плоское шлифование периферией круга на станках с прямоугольным столом
T = |
LK |
i; i = |
a |
; L = B + B |
k |
=10. |
|
|
|||||
o |
SB Bкn2xQ |
|
S2x |
|
||
|
|
|
|
|||
6. Бесцентровое круглое наружное шлифование:
– метод поперечной подачи
T |
= |
LK |
; n |
д |
= |
nвкDвк |
; L = a = |
D −d |
, |
|
|
|
|||||||
o |
|
nвкSрад |
|
|
D |
2 |
|
||
|
|
|
|
|
|
||||
где Dвк – диаметр ведущего круга;
To = Li .
Sм

7. Шлифование шлицевых валов
T |
= |
2Liz |
; i = |
a |
; |
|
|
||||
o |
1000V |
|
sin S2x |
||
|
|
|
|||
при шести шлицах α = 60°; sin 60° = 0,866; при восьми шлицах α = 45°; sin 45° = 0,707.
8. Резьбошлифование:
– однониточным кругом
To = 1,nP3Li , где 1,3 – коэффициент, учитывающий вспомогательный ход;
– многониточным кругом
To = 1,5L , где 1,5 – коэффициент, учитывающий выхаживание; L = a.
Sрадnд
Протягивание
1. Протягивание гладких, шлицевых отверстий и шпоночных пазов.

|
|
|
L |
|
|
L |
|
T |
|
|
|
|
|
||
= |
|
+ |
|
||||
o |
|
|
1000V |
пр |
1000V |
|
|
|
|
|
|
всп |
|||
где Vпр – скорость протягивания; Vвсп – скорость вспомогательных ходов протяжки. 2. Калибрование отверстий прошивкой.
To = |
L |
; L = lпрош +l1 |
; l1 |
= 30...50 мм. |
|
1000Vпрош |
|||||
|
|
|
|
Зубонарезание
1. Зубофрезерование цилиндрических зубчатых колес червячными фрезами.
= Liz To nSoq ,
где q – число заходов фрезы: для прямозубых колес L = B + l1 + l2; для косозубых колес L = cosB β +(l1 +l2 )K . 2. Зубофрезерование червячных колес методом радиальной подачи
To = L ; L = 3mz, где 3m – длина прохода на один зуб; q – число заходов фрезы. nSрадq