

|
|
делем повышен- |
|
|
|
ной точности |
|
|
|
3Е756Ф2 |
|
020 |
Обработать отверстие |
Вертикальный |
|
|
65Н7 до 64,5 и отвер- |
расточно-свер- |
|
|
стие 131Н14 до 13Н9 |
лильно-фрезер- |
|
|
(технологически) |
ный с ЧПУ и |
|
|
|
инструменталь- |
|
|
|
ным магазином |
|
|
|
2256ВМФ3 |
|
025 |
Фрезеровать контур детали |
Вертикальный |
Наладка УСПО |
|
окончательно, паз В = |
консольный фре- |
|
|
= 14 + 0,2 окончательно, |
зерный с ЧПУ и |
|
|
три фаски 1,6 × 45° и паз |
инструменталь- |
|
|
+0, 4 |
ным магазином |
|
|
В = 18+0, 2 окончательно. |
ГФ2171 |
|
|
Сверлить отверстие 5 под |
|
|
|
выход круга |
|
|
030 |
Фрезеровать уступ по раз- |
Горизонтальный |
Приспособление |
|
мерам 15 и 12 под шлифо- |
консольно-фре- |
|
|
вание |
зерный 6Т82Г |
|
040 |
Зачистить заусенцы |
Машина для |
|
|
|
снятия заусенцев |
|
045 |
Сверлить и нарезать резьбу |
Вертикальный |
Наладка УСПО |
|
М8 – 7Н в трех отверстиях |
сверлильный с |
|
|
окончательно |
ЧПУ 2Р135Ф2-1 |
|
050 |
Сверлить отверстие 6, |
Радиально-свер- Кондуктор |
|
|
рассверлить отверстие 12, |
лильный 2К52-1 |
|
|
зенковать фаску оконча- |
|
|
|
тельно |
|
|
055 |
Термическая обработка |
|
|
060 |
Шлифовать две плоскости в |
Плоскошлифо- |
Магнитная |
|
размер 31−0, 2 окончательно |
вальный с гори- |
плита |
|
−0,1 |
зонтальным |
|
|
|
шпинделем и |
|
|
|
крестовым сто- |
|
|
|
лом 3Е711ВФ2 |
|
065 |
Расточить отверстие 65Н7 |
Координатно- |
Нормальный |
|
окончательно |
расточной 2431С |
крепеж |
070 |
Шлифовать уступ 15 × 12 |
Плоскошлифо- |
Приспособление |
|
предварительно |
вальный с гори- |
|
|
|
зонтальным |
|
|
|
шпинделем и |
|
|
|
крестовым сто- |
|
|
|
лом 3Е711ВФ2 |
|
075 |
Шлифовать уступ 15 × 12 |
То же |
То же |
|
окончательно |
|
|
080 |
Полировать деталь |
|
|
085 |
Промыть деталь |
Моечная машина |
|
090 |
Технический контроль |
|
|
095Нанесение антикоррозионного покрытия
Неуказанные предельные отклонения размеров: валов h14, отверстий Н14,
остальные ± IT14 . 2

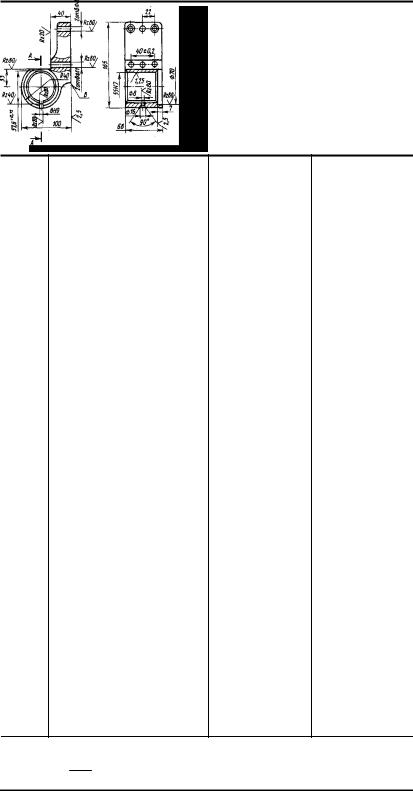
Маршрут обработки вилки
Размер, мм
Вид заготовки – отливка. Материал – чугун СЧ 20. Число деталей из заготовки – 2
Опера- |
Содержание или |
Станок, |
Оснастка |
|
ция |
наименование операций |
оборудование |
||
|
||||
|
|
|
|
|
005 |
Литье |
|
|
|
010 |
Очистка и обрубка отливки |
|
|
|
015 |
Малярная |
|
|
|
020 |
Навесить бирку с номером |
|
|
|
|
детали на тару |
|
|
|
025 |
В первой позиции: фрезеро- |
Вертикально- |
Наладка УСПО |
|
|
вать плоскость прилегания с |
фрезерный с |
двухпозицион- |
|
|
припуском под шлифование. |
ЧПУ и инстру- |
ная четырехме- |
|
|
Сверлить, расточить и раз- |
ментальным |
стная |
|
|
вернуть два отверстия |
магазином |
|
|
|
18Н7, расточить отверстие |
ГФ2171 |
|
|
|
35,5±0,1 окончательно. |
|
|
|
|
Во второй позиции: фрезе- |
|
|
|
|
ровать щечки в размер 14,2 |
|
|
|
|
под шлифование, зенковать |
|
|
|
|
фаски 1 × 45° в двух отвер- |
|
|
|
|
стиях 18Н7 |
|
|
|
035 |
Сверлить одно отверстие 8 |
Вертикально- |
Кондуктор |
|
|
под штифт |
сверлильный |
|
|
|
|
2Н125-1 |
|
|
040 |
Притупить острые кромки |
Машина для |
|
|
|
|
снятия заусенцев |
|
|
045 |
Термическая обработка |
|
|
|
050 |
Шлифовать плоскость |
Плоскошлифо- |
Приспособление |
|
|
прилегания окончательно |
вальный |
|
|
|
|
3П722ДВ |
|
|
055 |
Шлифовать вторую сторону |
То же |
Магнитная |
|
|
щечки в размер 14d11 |
|
плита |
|
060 |
Притупить острые кромки |
Машина для |
|
|
|
|
снятия заусенцев |
|
|
065 |
Промыть деталь |
Моечная машина |
|
|
070 |
Технический контроль |
|
|
|
075 |
Антикоррозионнаяобработка |
|
|
Неуказанные предельные отклонения размеров: валов h14, отверстий Н14,
остальные ± IT14 . 2

Маршрут обработки рычага
Размер, мм
Вид заготовки – отливка. Материал – сталь 45Л.
Число деталей из заготовки – 1
Опера- |
Содержание или |
Станок, |
Оснастка |
|
ция |
наименование операций |
оборудование |
||
|
||||
005 |
Литье |
|
|
|
010 |
Обрубка и очистка отливки |
|
|
|
015 |
Фрезеровать литники |
Вертикально- |
Тиски |
|
|
|
фрезерный консоль- |
|
|
|
|
ный 6Т13 |
|
020Навесить бирку с номером детали
025 |
Фрезеровать нижнюю |
|
То же |
|
|
Приспособление |
|
|||||
|
плоскость с припуском под |
|
|
|
|
|
|
|
||||
|
шлифование |
|
|
|
|
|
|
|
|
|||
030 |
Шлифовать нижнюю плос- |
Плоскошлифовальный |
|
|
|
|
||||||
|
кость окончательно |
|
с прямоугольным сто- |
|
|
|
|
|||||
|
|
|
|
|
|
лом и горизонтальным |
|
|
|
|
||
|
|
|
|
|
|
шпинделем повышен- |
|
|
|
|
||
|
|
|
|
|
|
ной точности |
|
|
|
|
|
|
|
|
|
|
|
|
ЗП722ДВ |
|
|
|
|
|
|
035 |
В первой позиции: фрезе- |
Многоцелевой (свер- |
Наладка УСПО двухпозици- |
|||||||||
|
ровать поверхности бобы- |
лильно-фрезерно-рас- онная |
|
|
||||||||
|
шек в размер 85 и 39 окон- |
точный) вертикаль- |
|
|
|
|
|
|||||
|
чательно, расточить отвер- |
ный высокой точно- |
|
|
|
|
|
|||||
|
стия 50Н7, 35Н7 и фас- |
сти 2256ВМФ4 |
|
|
|
|
|
|||||
|
ки окончательно; зенковать |
|
|
|
|
|
|
|
||||
|
выточку 42,5 окончатель- |
|
|
|
|
|
|
|
||||
|
но. Во второй позиции: об- |
|
|
|
|
|
|
|
||||
|
работать два отверстия |
|
|
|
|
|
|
|
|
|||
|
32/ 17/М16 и одно от- |
|
|
|
|
|
|
|
|
|||
|
верстие М12 окончательно, |
|
|
|
|
|
|
|
||||
|
фрезеровать паз В = 3 окон- |
|
|
|
|
|
|
|
||||
|
чательно |
|
|
|
|
|
|
|
|
|
||
040 |
Обработать отверстие |
|
Радиально-свер- |
|
Кондуктор |
|
|
|||||
|
10Н7 окончательно |
|
лильный 2К52-1 |
|
|
|
|
|
||||
045 |
Зачистить заусенцы |
|
Машина для снятия |
|
|
|
|
|
||||
|
|
|
|
|
|
заусенцев |
|
|
|
|
|
|
050 |
Моечная |
|
|
Моечная машина |
|
|
|
|
|
|||
055 |
Технический контроль |
|
|
|
|
|
|
|
|
|||
Неуказанные |
предельные |
отклонения |
размеров: |
валов |
h14, |
отверстий |
Н14, |
|||||
остальные ± |
IT14 |
. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|

Маршрут обработки кронштейна
Размер, мм
Вид заготовки – отливка. Материал – алюминий АЛ9.
Число деталей из заготовки – 1
Опера- |
|
Содержание или |
|
Станок, |
|
|
Оснастка |
|||
ция |
|
наименование операций |
|
оборудование |
|
|
||||
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
005 |
Литье |
|
|
|
|
|
|
|
||
010 |
Обрубка и очистка отливки |
|
|
|
|
|
|
|||
015 |
Навесить бирку с номером |
|
|
|
|
|
|
|||
|
детали |
|
|
|
|
|
|
|
||
020 |
Фрезеровать поверхность |
Вертикально-фрезерный 6Т13 |
|
|
Приспособление |
|
||||
|
прилегания предварительно |
|
|
|
|
|
|
|||
025 |
Фрезеровать торец отвер- |
Многоцелевой |
|
|
|
Наладка УСПО двухместная |
||||
|
стия 35Н7 предваритель- |
с ЧПУ и инструментальным магазином ИР320МФ4 |
|
|
|
|||||
|
но, расточить отверстие |
|
|
|
|
|
|
|||
|
35Н7 предварительно |
|
|
|
|
|
|
|||
030 |
Притупить острые кромки |
Машина для снятия заусенцев |
|
|
|
|
||||
035 |
Термическая обработка |
|
|
|
|
|
|
|||
040 |
Фрезеровать торец отвер- |
Многоцелевой с ЧПУ и инструментальным магазином |
|
Наладка УСПО |
|
|||||
|
стия 35Н7 окончательно, |
ИР320МФ4 |
|
|
|
|
|
|||
|
расточить и развернуть от- |
|
|
|
|
|
|
|||
|
верстие 35Н7 окончатель- |
|
|
|
|
|
|
|||
|
но, сверлить, расточить и |
|
|
|
|
|
|
|||
|
развернуть отверстие 8Н7 |
|
|
|
|
|
|
|||
|
окончательно |
|
|
|
|
|
|
|
||
045 |
В первой позиции: фрезеро- |
То же |
|
|
|
Наладка УСПО |
двухпозици- |
|||
|
вать поверхность прилега- |
|
|
|
|
онная |
|
|||
|
ния и паз В = 35(15 + 20) |
|
|
|
|
|
|
|||
|
окончательно, сверлить че- |
|
|
|
|
|
|
|||
|
тыре отверстия 7, два от- |
|
|
|
|
|
|
|||
|
верстия 6, сверлить и на- |
|
|
|
|
|
|
|||
|
резать резьбу в двух отвер- |
|
|
|
|
|
|
|||
|
стиях М6-7Н. Во второй |
|
|
|
|
|
|
|||
|
позиции: зенковать четыре |
|
|
|
|
|
|
|||
|
отверстия 7 до 11 окон- |
|
|
|
|
|
|
|||
|
чательно, рассверлить два |
|
|
|
|
|
|
|||
|
отверстия 6 до 11 окон- |
|
|
|
|
|
|
|||
|
чательно, зацентровать, |
|
|
|
|
|
|
|||
|
сверлить и нарезать резьбу |
|
|
|
|
|
|
|||
|
М10-7Н окончательно |
|
|
|
|
|
|
|||
050 |
Притупить острые кромки |
Машина для снятия заусенец |
|
|
|
|
||||
055 |
Технический контроль |
|
|
|
|
|
|
|||
060 |
Консервация |
|
|
|
|
|
|
|
||
Неуказанные |
предельные |
отклонения |
размеров: |
валов |
h14, |
отверстий |
Н14, |
|||
остальные ± |
IT14 |
. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
2 |
|
|
|
|
|
|
|
|
|
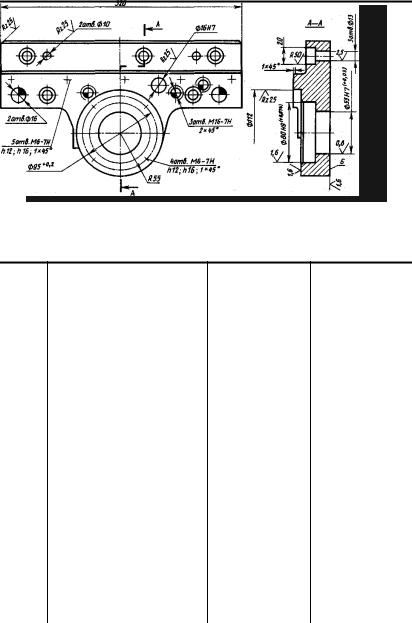
Маршрут обработки кронштейна
Размер, мм
Вид заготовки – отливка. Материал – чугун СЧ 20. Число деталей из заготовки – 1
Опера- |
Содержание или |
Станок, |
Оснастка |
|
ция |
наименование операций |
оборудование |
||
|
||||
005 |
Литье |
|
|
|
010 |
Обрубка и очистка отливки |
|
|
|
015 |
Малярная |
|
|
020Навесить бирку с номером детали на тару
025 |
В первой позиции: фрезеро- |
Расточно-свер- |
|
|
вать плоскость прилегания в |
лильно-фрезер- |
|
|
размеры 100 и 28 оконча- |
ный с ЧПУ и |
|
|
тельно. Сверлить четыре |
инструменталь- |
|
|
отверстия 11. |
ным магазином |
|
|
Сверлить и развернуть два |
2254ВМФ4 |
|
|
отверстия 8 до 8Н7 тех- |
|
|
|
нологически. |
|
|
|
Во второй позиции: фрезе- |
|
|
|
ровать уступ в размере 40 и |
|
|
|
73 (R40 + 33) окончательно. |
|
|
|
Зенковать два отверстия |
|
|
|
11 до 20 окончательно. |
|
|
|
В третьей позиции: расто- |
|
|
|
чить отверстие 55Н7, вы- |
|
|
|
точку 70 с пропиловкой |
|
|
|
торца 55Н7/ 70 оконча- |
|
|
|
тельно |
|
|
030 |
Зенковать фаску 1 × 45° в |
Вертикально- |
Подставка |
|
отверстии 55Н7 |
сверлильный |
|
|
|
2Н135-1 |
|
035 |
Протянуть паз b = 8H9 |
Горизонтально- |
Приспособление |
|
окончательно |
протяжной 7512 |
|
040 |
Притупить острые кромки |
Машина для |
|
|
|
снятия заусенцев |
|
045 |
Промыть деталь |
Моечная машина |
|
050 |
Технический контроль |
|
|
055Нанесение антикоррозионного покрытия
Неуказанные предельные отклонения размеров: валов h14, отверстий Н14,
остальные ± IT14 . 2
Маршрут обработки кронштейна
Размер, мм
Вид заготовки – отливка. Материал – чугун СЧ 20.
Число деталей из заготовки – 1
Опера- |
Содержание или |
Станок, |
Оснастка |
|
ция |
наименование операций |
оборудование |
||
|
||||
|
|
|
|
|
005 |
Литье |
|
|
|
010 |
Обрубка и очистка отливки |
|
|
|
015 |
Малярная |
|
|
020Навесить бирку с номером детали на тару
025 |
Фрезеровать поверхность Б |
Карусельно-фре- |
Приспособление |
|
размер 32 и противополож- |
зерный 6М23С13 |
двухпозиционное |
|
ную поверхность в размер |
|
четырехместное |
|
52 предварительно |
|
с гидравличе- |
|
|
|
ским зажимом |
030 |
Притупить острые кромки |
Машина для |
|
|
|
снятия заусенцев |
|
035 |
Фрезеровать верхнюю по- |
Горизонтально- |
Приспособление |
|
верхность в размер 84 + 2 |
фрезерный |
с гидравличе- |
|
(120 – 36) |
6Т82Г |
ским зажимом |
040 |
Фрезеровать два торца в |
То же |
Приспособление |
|
размер 324 предварительно |
|
двухпозицион- |
|
|
|
ное с гидравли- |
|
|
|
ческим зажимом |
045 |
Расточить отверстие 55Н7 |
Горизонтально- |
Приспособление |
|
до 50 |
расточный |
|
|
|
2А614Ф1 |
|
050 |
Притупить острые кромки |
Машина для |
|
|
|
снятия заусенцев |
|
055 |
Искусственностаритьдеталь |
|
|
060 |
Фрезеровать поверхность Б |
Карусельно-фре- |
Приспособление |
|
в размер 30,3 и противопо- |
зерный 6М23С13 |
двухпозицион- |
|
ложную поверхность в раз- |
|
ное четырехме- |
|
мер 48,6 под шлифование |
|
стное с гидрав- |
|
|
|
лическим зажи- |
|
|
|
мом |
065 |
Притупить острые кромки |
Машина для |
|
|
|
снятия заусенцев |
|
070 |
Фрезеровать верхнюю |
Горизонтально- |
Приспособление |
|
поверхность в размер 84 |
фрезерный |
с гидравличе- |
|
(120 – 36) окончательно |
6Т82Г |
ским зажимом |
075 |
Фрезеровать два торца в |
То же |
Приспособление |
|
размер 320 окончательно |
|
двухпозицион- |
|
|
|
ное с гидравли- |
|
|
|
ческим зажимом |
080 |
Шлифовать поверхность Б |
Плоскошлифо- |
Магнитная |
|
в размер 30 и противопо- |
вальный |
плита |
|
ложную поверхность в раз- |
ЗП722ДВ |
|
|
мер 48 окончательно |
|
|
085 |
Притупить острые кромки |
Машина для |
|
|
|
снятия заусенцев |
|

090 |
Расточить отверстие 55Н7, |
Горизонтальный Наладка УСПО |
|
отверстие 80Н9 и выточку |
расточно-свер- |
|
112 окончательно. Свер- |
лильно-фрезер- |
|
лить и зенковать пять отвер- |
ный с ЧПУ и |
|
стий 13/ 20; сверлить два |
инструменталь- |
|
отверстия 16 и два отвер- |
ным магазином |
|
стия 10, сверлить, зенко- |
2204ВМФ4 |
|
вать и развернуть отверстие |
|
|
16Н7, сверлить и нарезать |
|
|
резьбу в одиннадцати отвер- |
|
|
стиях М6-7Н, сверлить и на- |
|
|
резать резьбу в трех отвер- |
|
|
стиях М16-7Н, сверлить, |
|
|
рассверлить инарезатьрезьбу |
|
|
вотверстии 22/М10 × 1–7Н |
|
095 |
Притупить острые кромки |
Машина для |
|
|
снятия заусенцев |
100 |
Промыть деталь |
Моечная машина |
105 |
Технический контроль |
|
110Нанесение антикоррозионного покрытия
Неуказанные предельные отклонения размеров: валов h14, отверстий Н14,
остальные ± IT14 . 2
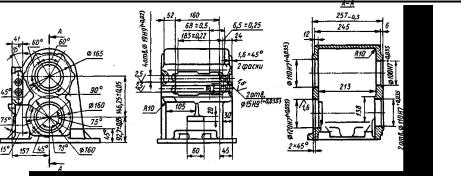
Маршрут обработки корпуса
Размер, мм
Вид заготовки – отливка. Материал – чугун СЧ 1.
Число деталей из заготовки – 1
Опера- |
Содержание или |
Станок, |
Оснастка |
|
ция |
наименование операций |
оборудование |
||
|
||||
005 |
Литье |
|
|
|
010 |
Обрубка и очистка отливки |
|
|
|
015 |
Фрезероватьплоскостьосно- |
Многоцелевой с |
Наладка УСПО |
|
|
ванияокончательно. Сверлить |
ЧПУ и инстру- |
|
|
|
четыреотверстия 13 оконча- |
ментальным |
|
|
|
тельно. Фрезероватьплоскость |
магазином |
|
|
|
бобышки 20 окончательно, |
ИР500МФ4 |
|
|
|
сверлитьинарезатьрезьбу |
|
|
|
|
М10 × 1–7Нводномотвер- |
|
|
|
|
стииокончательно. Фрезеро- |
|
|
|
|
ватьторец 102, выдерживая |
|
|
|
|
размер230 окончательно. |
|
|
|
|
Расточитьвыточки 80Н7; |
|
|
|
|
90Н13 ифаску 1 × 45° окон- |
|
|
|
|
чательно. Фрезероватьканавку |
|
|
|
|
b = 2,2 ±0,5 окончательно. |
|
|
|
|
Повернутьстолна180°. Рас- |
|
|
|
|
точитьвыточки 80H7; |
|
|
|
|
90H13 ифаску 1 × 45° окон- |
|
|
|
|
чательно. Фрезероватьканавку |
|
|
|
|
2,2 ±0,5 окончательно |
|
|
|
020 |
Притупить острые кромки |
Верстак |
|
|
025 |
Технический контроль |
|
|
|
030 |
Нанесение антикоррозион- |
|
|
|
|
ного покрытия |
|
|
Неуказанные предельные отклонения размеров: валов h14, отверстий Н14,
остальные ± IT14 . 2
Маршрут обработки корпуса коробки подач
Размер, мм
Вид заготовки – отливка. Материал – чугун СЧ 18.
Число деталей из заготовки – 1
Операция |
|
|
Содержание или |
Станок, |
Оснастка |
|
|
|
наименование операций |
оборудование |
|||
|
|
|
|
|||
005 |
Литье |
|
|
|
||
010 |
Обрубка и очистка отливки |
|
|
|||
015 |
Фрезеровать левую боковую плос- |
Вертикально- |
Наладка УСПО |
|||
|
кость предварительно и оконча- |
фрезерный с |
|
|||
|
тельно. Сверлить, зенкеровать и |
ЧПУ и инстру- |
|
|||
|
развернуть два отверстия 15Н9, |
ментальным |
|
|||
|
сверлить шесть отверстий 14,5 |
магазином |
|
|||
|
|
|
|
|
ГФ2171 |
|
020 |
Фрезеровать переднюю плоскость |
Многоцелевой с |
То же |
|||
|
окончательно, расточить отверстие |
ЧПУ и инстру- |
|
|||
|
110Н7 и 120Н7 окончательно, |
ментальным |
|
|||
|
сверлить и нарезать резьбу М12– |
магазином |
|
|||
|
ИР500МФ4 |
|
||||
|
7Н в десяти отверстиях оконча- |
|
||||
|
|
|
||||
|
тельно. Фрезеровать уступ на ле- |
|
|
|||
|
вой боковой плоскости оконча- |
|
|
|||
|
тельно, сверлить и нарезать резьбу |
|
|
|||
|
М8–7Н в восьми отверстиях окон- |
|
|
|||
|
чательно, сверлить, зенкеровать и |
|
|
|||
|
развернуть два отверстия 15Н9 |
|
|
|||
|
окончательно. Фрезеровать зад- |
|
|
|||
|
нюю плоскость окончательно, |
|
|
|||
|
расточить отверстия 100Н7 и |
|
|
|||
|
110Н7 окончательно. Сверлить и |
|
|
|||
|
нарезать резьбу М8–7Н в восьми |
|
|
|||
|
отверстиях окончательно, свер- |
|
|
|||
|
лить, зенкеровать и развернуть |
|
|
|||
|
четыре отверстия 19Н9 оконча- |
|
|
|||
|
тельно |
|
|
|
||
025 |
Притупить острые кромки |
Верстак |
|
|||
030 |
Технический контроль |
|
|
|||
035 |
Малярная |
|
|
|
||
040 |
Нанесение |
антикоррозионного |
|
|
||
|
покрытия |
|
|
|
||
|
|
|
|
|
|
|
Неуказанные предельные отклонения размеров: валов h14, |
отверстий Н14, |
|||||
остальные ± |
IT14 |
. |
|
|
|
|
|
|
|
|
|||
|
2 |
|
|
|
|
|
|
|
|
|
|
|
|

Маршрут обработки корпуса центровой бабки
Размер, мм
Вид заготовки – отливка. Материал – чугун СЧ 20.
Число деталей из заготовки – 1
Опера- |
|
Содержание или |
|
|
Станок, |
|
Оснастка |
||||
ция |
наименование операций |
оборудование |
|
||||||||
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
005 |
Литье |
|
|
|
|
|
|
|
|
|
|
010 |
Обрубка и очистка отливки |
|
|
|
|||||||
015 |
Малярная |
|
|
|
|
|
|
|
|
||
020 |
Фрезеровать |
|
|
верхнюю |
Продольно- |
|
Приспособление |
||||
|
плоскость, уступ на верх- |
фрезерный |
|
|
|||||||
|
ней плоскости и плоскость |
6М610Ф11 |
|
|
|||||||
|
Д предварительно |
|
|
|
|
|
|
||||
025 |
Фрезеровать |
|
|
нижнюю |
То же |
|
Наладка УСПО |
||||
|
плоскость и левую боковую |
|
|
|
|||||||
|
кромку предварительно |
|
|
|
|
||||||
030 |
Фрезеровать |
плоскость |
Е |
Многоцелевой |
с |
То же |
|||||
|
предварительно, |
расточить |
ЧПУ и инстру- |
|
|||||||
|
отверстие |
180Н7 |
до |
ментальным |
|
|
|||||
|
168Н9, фрезеровать торец |
магазином |
|
|
|||||||
|
Ж и торцевые выступы, |
ИР800МФ4 |
|
|
|||||||
|
противоположные |
плоско- |
|
|
|
||||||
|
сти Е, с припуском 2 мм |
|
|
|
|||||||
|
под |
старение. |
Расточить |
|
|
|
|||||
|
отверстие 90Н7 до 85 и |
|
|
|
|||||||
|
R78, |
выдерживая |
размер |
|
|
|
|||||
|
164 (162 + 2) |
|
|
|
|
|
|
|
|||
035 |
Фрезеровать |
|
наклонную |
Продольно- |
|
|
|||||
|
плоскость |
с |
припуском |
фрезерный |
|
|
|||||
|
2 мм под старение |
|
|
|
6М610Ф1 |
|
|
||||
040 |
Притупить острые кромки |
Верстак |
|
|
|||||||
045 |
Термическая обработка |
|
|
|
|
||||||
050 |
Малярная |
|
|
|
|
|
|
|
|
||
055 |
Фрезеровать |
|
|
нижнюю |
Многоцелевой |
с |
|
||||
|
плоскость под шлифование, |
ЧПУ и инстру- |
|
||||||||
|
три занижения 36 × 2 × 755, |
ментальным |
|
|
|||||||
|
одно |
занижение |
95 × 2,5 × |
магазином |
|
|
|||||
|
× 755, |
|
одно |
занижение |
ИР800МФ4 |
|
|
||||
|
180 × 2,5 × 755 |
окончатель- |
|
|
|
||||||
|
но. Сверлить и расточить |
|
|
|
|||||||
|
пять |
отверстий |
32/ 60 |
|
|
|
|||||
|
(два отверстия до 32Н7 |
|
|
|
|||||||
|
технологически) и два от- |
|
|
|
|||||||
|
верстия |
80, |
фрезеровать |
|
|
|
|||||
|
платик |
на |
левой |
боковой |
|
|
|
||||
|
поверхности |
в |
размер |
725 |
|
|
|
||||
|
окончательно. |
Фрезеровать |
|
|
|
||||||
|
наклонную плоскость окон- |
|
|
|
|||||||
|
чательно, две фаски 5 × 45° |
|
|
|
|||||||
|
окончательно. |
Фрезеровать |
|
|
|
||||||
|
верхнюю плоскость |
окон- |
|
|
|
||||||
|
чательно |
|
|
|
|
|
|
|
|
||
060 |
Шлифовать нижнюю плос- |
Плоскошлифо- |
|
Приспособление |
|||||||
|
кость окончательно |
|
|
вальный |
|
|
|||||

|
|
|
|
3П722ДВ |
|
065 |
Фрезеровать |
торцы перед- |
Многоцелевой с |
Наладка УСПО |
|
|
них выступов окончатель- |
ЧПУ и инстру- |
|
||
|
но, плоскость Ж оконча- |
ментальным |
|
||
|
тельно. Расточить отвер- |
магазином |
|
||
|
стие 180Н7 до 178, |
ИР800МФ4 |
|
||
|
сверлить и нарезать резьбу |
|
|
||
|
М12–7Н в шести отверсти- |
|
|
||
|
ях. Фрезеровать |
плоскость |
|
|
|
|
Д окончательно, |
расточить |
|
|
|
|
отверстие 90Н7 оконча- |
|
|
||
|
тельно. Сверлить и нарезать |
|
|
||
|
резьбу М10–7Н в шести |
|
|
||
|
отверстиях |
окончательно. |
|
|
|
|
Расточить отверстия 70 и |
|
|
||
|
60 окончательно. Расто- |
|
|
||
|
чить выточку R78, выдер- |
|
|
||
|
живая размер 162, оконча- |
|
|
||
|
тельно |
|
|
|
|
070 |
Расточитьконус 211, 40 < 5° |
Токарно-кару- |
Приспособление |
||
|
окончательно, расточить |
сельный с ЧПУ |
|
||
|
180Н7 до 179,9Н7 |
1К512ПФ3 |
|
||
075 |
Хонинговать отверстие |
Хонинговальный |
Наладка УСПО |
||
|
180Н7 окончательно |
3А845Ф1 |
|
||
080 |
Притупить острые кромки |
Верстак |
|
||
085 |
Технический контроль |
|
|
||
090 |
Нанесение антикоррозионно- |
|
|
||
|
го покрытия |
|
|
|
|
Неуказанные предельные отклонения размеров: валов h14, отверстий Н14,
остальные ± IT14 . 2
ТЕХНОЛОГИЧЕСКИЙ РЕГЛАМЕНТ НА ОБРАБОТКУ ПИНОЛЕЙ, ГИЛЬЗ, ШПИНДЕЛЕЙ И ХОДОВЫХ ВИНТОВ
Общие требования. 1. От каждого прутка (трубы) отрезать два (один) образца длиной 10…12 мм. Заклеймить образцы и пруток одним порядковым номером. В заводской лаборатории провести анализ микро- и макроструктуры, химического состава металла, а также получить разрешение на выдачу прутка в заготовительный цех.
2.Число операций и порядок обработки тех или иных поверхностей, отверстий, уступов и прочих конструктивных элементов, входящих в черновые, получистовые и чистовые операции, число и порядок слесарных операций по зачистке заусенцев и притуплению острых кромок не регламентируются и устанавливаются применительно к каждому типу деталей при условии обеспечения безопасности работ, а также для улучшения условий выполнения последующих операций.
3.Величина припуска для всех операций, кроме регламентированных, зависит от габаритных размеров деталей и от технических требований чертежа. Крепление деталей не должно вызывать деформаций и дополнительных внутренних напряжений.
4.Черновую обработку наружных и внутренних поверхностей проводить на токарно-винторезных, токарных станках с числовым и оперативным программным управлением (ЧПУ и ОПУ) с припуском 4…6 мм на диаметр. Если центральное отверстие имеет предельные отклонения по 12-му квалитету и грубее, то его обработку следует проводить окончательно на специализированных станках для глубокого сверления и растачивания типа 2805П, ОС-4000, РТ-601 или на токарновинторезных станках.
5.Выбор СОЖ, способа ввода в зону резания, контроля и очистки проводить согласно соответствующим рекомендаци-
ям.
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ НА ОБРАБОТКУ ТИПОВЫХ ДЕТАЛЕЙ ПИНОЛЕЙ И ГИЛЬЗ (из сталей 40ХФА, 18ХГТ, ЗОХЗМФ, 38Х2МЮА, упрочняемых азотированием)
Пиноль (рис. 18).
1.Азотировать поверхности согласно чертежу, кроме резьб.
2.Допуск перекоса паза Г относительно поверхности Б – 0,05 мм.
3.Допуск симметричности паза Г относительно общей плоскости симметрии поверхности Б и паза Г – 0,03 мм. Допуск зависимый.
4.Поверхность Б обработать по фактическому замеру сопряженной поверхности, обеспечив гарантированный зазор.
5.Допуск шпоночного паза Г – по ГОСТ 23360–78.
Гильза (рис. 19).
1.Азотировать поверхности согласно чертежу, кроме резьб.
2.Поверхность А обработать по фактическому замеру сопряженной поверхности, обеспечив гарантированный зазор.
3.Допуск круглости поверхностей Б и В – 0,001 мм.