

Маршрут обработки стопора
Размер, мм
Вид заготовки – прокат. Материал – сталь 45.
Число деталей из заготовки – 30
Опера- |
Содержание или |
|
Станок, |
Оснастка |
||
ция |
наименование операций |
оборудование |
||||
|
||||||
|
|
|
|
|||
005 |
Рубить пруток 26, выдер- |
Пресс КБ9534 |
|
|||
|
живая размер 3000 |
|
|
|
||
010 |
Править пруток |
|
Пресс И5525 |
|
||
015 |
Заправить |
концы прутка |
Токарный |
|
||
|
фасками под угол 20° |
|
ХС-151 |
|
||
020 |
Точить шейки l50,7(+0,048) |
Токарный |
Групповая |
|||
|
под шлифование, |
+0,020 |
автомат 1Е140П |
наладка, |
||
|
шейку |
|||||
|
25, канавку b = 2, фаску, |
|
цанговый |
|||
|
отрезать деталь, выдержи- |
|
патрон |
|||
|
вая размер 55,5 |
|
|
|
||
025 |
Подрезать |
второй |
торец, |
Токарный |
Цанговый |
|
|
выдерживая размер 55, |
16Т02П |
патрон |
|||
|
точить фаску |
|
|
|
||
030 |
Фрезеровать две лыски, |
Вертикально- |
Приспособле- |
|||
|
выдерживая размер 16 |
фрезерный 6Т10 |
ние, наладка |
|||
035 |
Зачистить заусенцы |
|
Вибрационная ма- |
|
||
|
|
|
|
шинаВМПВ-100 |
|
|
040 |
Сверлить |
отверстие |
14 |
Вертикально- |
Кондуктор |
|
|
окончательно |
|
сверлильный |
|
||
|
|
|
|
2Н125-1 |
|
|
045 |
Притупить острые кромки |
Вибрационная ма- |
|
|||
|
|
|
|
шинаВМПВ-100 |
|
|
050 |
Шлифовать шейку l5is7 |
Бесцентрово- |
|
|||
|
окончательно |
|
шлифовальный |
|
||
|
|
|
|
ЗМ182 |
|
|
055 |
Промыть деталь |
|
Машина моечная |
|
||
Опера- |
Содержание или |
|
Станок, |
Оснастка |
||
ция |
наименование операций |
оборудование |
||||
|
||||||
060 |
Навесить бирку с обозначе- |
|
|
|||
|
нием |
|
|
|
|
|
065 |
Технический контроль |
Плита |
|
|||
070 |
Нанесение |
антикоррозион- |
|
|
||
|
ного покрытия |
|
|
|
||
Неуказанные предельные отклонения размеров: валов h14, отверстий Н14,
остальные ± IT14 . 2
Маршрут обработки винта
Размер, мм
Вид заготовки – прокат. Материал – сталь 45.
Число деталей из заготовки – 43

Опера- |
Содержание или |
|
|
Станок, |
Оснастка |
||
ция |
наименование операций |
|
оборудование |
||||
|
|
||||||
|
|
|
|
||||
005 |
Рубить пруток 28, выдер- |
Пресс КБ9534 |
|
||||
|
живая размер 3000 |
|
|
|
|
||
010 |
Править пруток |
|
|
|
Пресс И5526 |
|
|
015 |
Заправить |
концы |
прутка |
Токарный |
|
||
|
фасками под угол 20° |
|
ХС-151 |
|
|||
020 |
Точить шейку |
под |
резьбу |
Автомат |
Групповая |
||
|
М12 – 6g до 10,83 – 0,09 |
токарный 1Е140П |
наладка, |
||||
|
под накатывание, |
точить |
|
цанговый |
|||
|
шейки 9; 20 и фаски |
|
патрон |
||||
|
окончательно, |
отрезать |
|
|
|||
|
деталь, выдерживая размер |
|
|
||||
|
62,5 |
|
|
|
|
|
|
025 |
Подрезать |
второй |
торец, |
Токарный |
Цанговый |
||
|
выдерживая |
размер |
62, |
16Т02П |
патрон |
||
|
сверлить отверстие 12 под |
|
|
||||
|
шестигранник, |
выдерживая |
|
|
|||
|
размер 8. Точить фаски |
|
|
|
|||
030 |
Прошить |
шестигранник, |
Пресс гидравли- |
Приспособление |
|||
|
выдерживая |
размер |
10 |
+0,2 |
ческий |
|
|
|
+0,2 |
|
|
||||
|
окончательно |
|
|
|
|
|
|
035 |
Накатать резьбу М12 – 6g, |
Резьбонакатный |
Нож |
||||
|
выдерживая размер 22 |
|
А9518 |
|
|||
040 |
Промыть деталь |
|
|
|
Машина моечная |
|
|
045 |
Навесить бирку с обозначе- |
|
|
||||
|
нием детали на тару |
|
|
|
|
||
050 |
Технический контроль |
|
Плита по |
|
|||
|
|
|
|
|
|
ГОСТ 10905–86 |
|
055 |
Термическая обработка |
|
|
|
|||
060 |
Нанесение |
антикоррозион- |
|
|
|||
|
ного покрытия |
|
|
|
|
|
|
Неуказанные предельные отклонения размеров: валов h14, отверстий Н14,
остальные ± IT14 . 2
Маршрут обработки оси
Размер, мм
Вид заготовки – прокат. Материал – сталь 45.
Число деталей из заготовки – 34
Опера- |
Содержание или |
Станок, |
Оснастка |
|||
ция |
наименование операций |
оборудование |
||||
|
||||||
|
|
|
|
|||
005 |
Рубить пруток 36, выдер- |
Пресс К9534 |
|
|||
|
живая размер 3000 |
|
|
|||
010 |
Править пруток |
Пресс И5529 |
|
|||
015 |
Заправить |
концы прутка |
Токарный |
|
||
|
фаски под угол 20° |
ХС-151 |
|
|||
Опера- |
Содержание или |
Станок, |
Оснастка |
|||
ция |
наименование операций |
оборудование |
||||
|
||||||
|
|
|
|
|
|
|
020 |
Подрезать |
и |
центровать |
Токарный |
Наладка |
|
|
торец, точить шейку под |
автомат 2Б240-6К |
|
|||
|
накатывание резьб. М20-8g, |
|
|
|||
|
точить шейки 20is6(–0,083+0,083 ) |
|
|
|||
|
и 25е8(+0,040 ) под шлифо- |
|
|
|||
|
–0,033 |
шейку 35, |
|
|
||
|
вание, точить |
|
|
|||

|
канавки b |
= |
3 и канавку |
|
|
||
|
b = 6, фаски, отрезать де- |
|
|
||||
|
таль, выдерживая размер 81 |
|
|
||||
025 |
Подрезать |
второй |
торец, |
Токарный |
Цанговый |
||
|
выдерживая |
размер |
8,3 – |
16Т02П |
патрон |
||
|
0,1, точить фаску и центро- |
|
|
||||
|
вать торец |
|
|
|
|
|
|
030 |
Фрезеровать |
две |
лыски, |
Горизонтально- |
Приспособле- |
||
|
выдерживая |
размер |
30 – |
фрезерный |
ние, наладка |
||
|
0,28 окончательно |
|
6Р80Ш |
|
|||
035 |
Зачистить заусенцы |
|
Вибрационная ма- |
|
|||
|
|
|
|
|
|
шина ВМПВ-100 |
|
040 |
Накатать резьбу М20 – 8g |
Резьбонакатный |
Нож |
||||
|
окончательно |
|
|
А9518 |
|
||
045 |
Термическая |
|
|
|
|
||
050 |
Шлифовать |
поверхность |
Круглошлифо- |
Центры, |
|||
|
20is6(–0,083+0,083 ) окончательно |
вальный ЗУ10В |
хомутик |
||||
055 |
Шлифовать |
поверхность |
Круглошлифо- |
Центры, |
|||
|
25е8(–0,040 |
) с подшлифов- |
вальный ЗУ10В |
хомутик |
|||
|
–0,033 |
|
|
|
|
|
|
|
кой |
35/ 25е8 торца |
|
|
|||
|
035/025е8, выдерживая раз- |
|
|
||||
|
мер 20Н9 (+0,552) оконча- |
|
|
||||
|
тельно |
|
|
|
|
|
|
060 |
Промыть деталь |
|
Моечная машина |
|
|||
065Навесить бирку с обозначением детали на тару
070 |
Технический контроль |
Плита |
075 |
Нанесение покрытия |
|
Неуказанные предельные отклонения размеров валов h14, остальные ± IT14 . 2
Маршрут обработки валика
Размер, мм
|
|
|
|
Вид заготовки – прокат. |
|||
|
|
|
|
Материал – сталь 45. |
|||
|
|
|
|
Число деталей из заготовки – 31 |
|||
|
|
|
|
|
|
||
Опера- |
Содержание или |
|
Станок, |
|
Оснастка |
||
ция |
наименование операций |
оборудование |
|||||
|
|||||||
|
|
|
|
|
|||
005 |
Рубить пруток 28, выдер- |
Пресс КБ 934 |
|
|
|||
|
живая размер 3000 |
|
|
|
|
||
010 |
Править пруток (по мере |
Пресс И5526 |
|
|
|||
|
надобности) |
|
|
|
|
|
|
015 |
Заправить |
концы |
прутка |
Токарный |
ХС- |
|
|
|
фасками под угол 20° |
151 |
|
|
|||
020 |
Подрезать |
и центровать |
Токарный |
|
Наладка, |
||
|
торец, точить шейку под |
автомат 1Б240-6К |
цанговый |
||||
|
резьбу М16 × 1,5 – 8g, шей- |
|
|
патрон |
|||
|
ку 20is(–0,0083+0,0083) под шлифо- |
|
|
|
|||
|
вание, 26, |
20is(–0,0083+0,0083) под |
|
|
|
||
|
шлифование, проточить три |
|
|
|
|||
|
канавки b = 3; точить фаски, |
|
|
|
|||
|
отрезать деталь, выдержи- |
|
|
|
|||
|
вая размер 88 |
|
|
|
|
||
025 |
Подрезать |
второй |
торец, |
Токарный |
|
Цанговый |
|
|
выдерживая размер 12,8–0,2, |
16Т02П |
|
патрон |
|||
|
центровать торец и точить |
|
|
|
|||
|
фаску |
|
|
|
|
|
|
030 |
Фрезеровать |
шпоночный |
Шпоночно-фре- |
Станочные |
|||

|
паз b = 5, выдерживая раз- |
зерный 6930 |
тиски |
|
|
мер 14 окончательно |
|
|
|
035 |
Зачистить заусенцы |
Вибрационная ма- |
|
|
|
|
|
шинаВМПВ-100 |
|
040 |
Накатать резьбы M16 × l,5 – |
Резьбонакатный |
Нож |
|
|
8g |
|
А9518 |
|
045 |
Шлифовать |
шейку |
Круглошлифо- |
Центры, |
|
20is6(–0,0083+0,0083) с подшлифов- |
вальный ЗУ10В |
хомутик |
|
|
кой торца 26/ 20is6 вы- |
|
|
|
|
держивая размер 30 окон- |
|
|
|
|
чательно |
|
|
|
050 |
Шлифовать |
шейку |
Круглошлифо- |
Центры, |
|
20is(+0,0083) с подшлифов- |
вальный 3У10В |
хомутик |
|
|
–0,0083 |
|
|
|
|
кой торца 26/ 20is6, вы- |
|
|
|
|
держивая размер 13 |
|
|
|
055 |
Промыть деталь |
Моечная машина |
|
|
060 |
Навесить бирку с обозначе- |
|
|
|
|
нием детали на тару |
|
|
|
065 |
Технический контроль |
Плита по |
|
|
|
|
|
ГОСТ 10905–86 |
|
070 |
Нанесение |
антикоррозион- |
|
|
|
ного покрытия |
|
|
|
Неуказанные предельные отклонения размеров: валов h14, отверстий Н14,
остальные ± IT14 . 2
Маршрут обработки шлицевого вала
Размер, мм
Вид заготовки – прокат. Материал – сталь 45.
Число деталей из заготовки – 1
Опера- |
Содержание или |
|
Станок, |
Оснастка |
|
ция |
наименование операций |
|
оборудование |
||
|
|
||||
|
|
|
|
|
|
005 |
Отрезать заготовку |
|
Фрезерно-отрез- |
Призматические |
|
|
|
|
|
ной |
тиски |
010 |
Термическая обработка |
|
|
|
|
015 |
Фрезеровать торцы в раз- |
Фрезерно-центро- |
Приспособление |
||
|
мер 519 ±0,2 и центровать с |
вальный 2Г942 |
при станке |
||
|
двух сторон одновременно |
|
|
||
Опера- |
Содержание или |
|
Станок, |
Оснастка |
|
ция |
наименование операций |
|
оборудование |
||
|
|
||||
020 |
Точить: шейки 80g6 до |
Токарный |
Вращающийся |
||
|
85; 90h7 до 95 и фаски |
16К20ФЗ |
центр, поводко- |
||
|
|
|
|
|
вый патрон |
025 |
Точить: шейки 85k6 до |
Токарный |
То же |
||
|
90, 9Оh7 до 95 и фаски |
16К20ФЗ |
|
||
|
Точить: шейки 80g6 до |
|
|
||
|
80; 105f7 до 105,5h4, |
|
|
||
|
фаски, 90h6 до 90,5h4, |
|
|
||
|
проточить две канавки В = 5 |
|
|
||
030 |
Точить шейки 80g6 |
до |
Токарный |
То же |
|
|
80,5h4; |
90h6 |
до |
16К20ФЗ |
|
|
90,5h14, |
фаски, канавки |
|
|
|
|
В = 5 |
|
|
|
|

035 |
Фрезеровать |
шпоночный |
Шпоночно-фре- |
Самоцентри- |
|
паз 6 |
|
зерный 6930 |
рующие тиски |
040 |
Обработать |
два резьбовых |
Радиально- |
Приспособление |
|
отверстия М10 на глубину |
сверлильный |
для сверления на |
|
|
10 |
|
2А554 |
торцах валов |
045 |
Фрезеровать шесть шлицев |
Шлицефрезерный |
Центры, пово- |
|
|
в размер 20js до 87,8 |
горизонтальный |
док |
|
|
|
|
полуавтомат |
|
|
|
|
5А352ПФ2 |
|
050 |
Фрезеровать шесть шлицев |
То же |
То же |
|
|
в размер 20js до 67,8 |
|
|
|
055 |
Зачистить заусенцы |
Механизирован- |
|
|
|
|
|
ный верстак |
|
060 |
Шлифовать |
шейки 80g6, |
Круглошлифо- |
Центры, |
|
90h7, 105f7; торец Д |
вальный |
поводок |
|
|
|
|
3М153ДФ2 |
|
065 |
Шлифовать шейки 85k6 и |
То же |
То же |
|
|
90h7 |
|
|
|
070 |
Промыть деталь |
Моечная машина |
|
|
075 |
Технический контроль |
|
|
|
080Нанесение антикоррозионного покрытия
Неуказанные предельные отклонения размеров: валов h14, отверстий Н14,
остальные ± IT14 . 2
Маршрут обработки шлицевого вала
Размер, мм
|
|
|
|
|
|
Вид заготовки – прокат. |
|
|
|
|
|
|
|
Материал – сталь 45. |
|
|
|
|
|
|
|
Число деталей из заготовки – 1 |
|
|
|
|
|
|
|
||
Опера- |
Содержание или |
|
|
Станок, |
Оснастка |
||
ция |
наименование операций |
|
оборудование |
||||
|
|
||||||
|
|
|
|
||||
005 |
Править пруток 32 × 6000 |
Пресс КБ 9534 |
Ролики, втулоч- |
||||
|
|
|
|
|
|
|
ный штамп |
010 |
Отрезать заготовку |
|
|
Фрезерноотрезной |
|
||
015 |
Фрезеровать торцы в раз- |
Фрезерно-центро- |
Приспособление |
||||
|
мер 226–0,5 и центровать с |
вальный 2Г942 |
при станке |
||||
|
двух сторон одновременно |
|
|
||||
020 |
Сверлить |
отверстия |
8,4, |
Радиально-свер- |
Патрон |
||
|
6,7 + |
0,17 |
под |
резьбу |
лильный 2А554 |
|
|
|
М8–6g, зенковать фаски, |
|
|
||||
|
нарезать резьбу М8–6g |
|
|
|
|||
025 |
Точить шейки |
28d11 |
до |
Токарный |
Вращающийся |
||
|
28,4d11, |
20р6 |
|
до |
16К20ФЗ |
центр, поводко- |
|
|
20,4d11, фаски, проточить |
|
вый патрон |
||||
|
канавки В = 3 окончательно |
|
|
||||
030 |
Точить шейки 20р6 |
до |
Токарный |
То же |
|||
|
20,4d11, фаски, проточить |
16К20ФЗ |
|
||||
|
канавки В = 3. Точить две |
|
|
||||
|
канавки В = 1,3 + 0,3 |
|
|
|
|
||
035 |
Фрезеровать шесть шлицев |
Шлицефрезерный |
Удлиненный |
||||
|
в размер 6,3d11 до 23,d11 |
горизонтальный |
центр, поводко- |
||||
|
|
|
|
|
|
полуавтомат |
вый центр |
|
|
|
|
|
|
5А352ПФ2 |
|
040 |
Зачистить заусенцы |
|
|
Механизирован- |
|
||
|
|
|
|
|
|
ный верстак |
|
045 |
Термическая |
|
|
|
Установка ТВЧ |
Индуктор |
|
050 |
Шлифовать центровые |
|
Центрошлифо- |
Приспособление |
|||

|
фаски |
|
вальный МВ119 |
при станке |
|
055 |
Шлифовать шейки 20р6, |
Круглошлифо- |
Удлиненный |
||
|
28d11 с |
подшлифовкой |
вальный |
центр, поводок |
|
|
торца В окончательно |
3М153ДФ2 |
|
||
Опера- |
Содержание или |
Станок, |
Оснастка |
||
ция |
наименование операций |
оборудование |
|||
|
|||||
060 |
Шлифовать шейку 20р6 с |
То же |
То же |
||
|
подшлифовкой торца Е |
|
|
||
|
окончательно |
|
|
||
065 |
Шлифовать шесть шлицев в |
Шлицешлифо- |
Поводковый |
||
|
размер 6−−0,0270,04 ×25×28d11 |
вальный полуав- |
центр |
||
|
|
|
томат 3В451ВФ20 |
|
|
070 |
Промыть деталь |
Моечная машина |
|
||
075 |
Технический контроль |
|
|
||
080 |
Нанесение |
антикоррозион- |
|
|
|
|
ного покрытия |
|
|
||
Неуказанные предельные отклонения размеров: валов h14, отверстий Н14,
остальные ± IT14 . 2
Маршрут обработки компенсационного кольца
Размер, мм
Вид заготовки – отливка Материал – чугун СЧ 20. Число деталей из заготовки – 10
Опера- |
Содержание или |
|
Станок, |
Оснастка |
||||
ция |
наименование операций |
|
оборудование |
|||||
|
|
|
||||||
|
|
|
|
|
|
|
|
|
005 |
Литье |
|
|
|
|
|
|
|
010 |
Очистка и обрубка отливки |
|
|
|
|
|||
015 |
Подрезать |
торец |
оконча- |
Токарный |
Трехкулачковый |
|||
|
тельно, точить поверхность |
патронный |
патрон |
|
||||
|
186, расточить отверстие |
полуавтомат |
|
|
||||
|
140++00,,32 окончательно |
на |
КТ141 |
|
|
|
||
|
длину 150, точить и расто- |
|
|
|
|
|||
|
чить фаски, отрезать деталь |
|
|
|
|
|||
|
в размер 11 |
|
|
|
|
|
|
|
020 |
Подрезать |
второй |
торец |
в |
Токарный |
То же |
|
|
|
размер 10,4 под шлифова- |
патронный полу- |
|
|
||||
|
ние и точить фаски |
|
|
автомат КТ141 |
|
|
||
025 |
Сверлить четыре отверстия |
Многоцелевой |
Наладка универ- |
|||||
|
11, фрезеровать лыску в |
вертикальный |
сальной сборной |
|||||
|
размер 176 |
|
|
|
фрезерно-свер- |
переналаживае- |
||
|
|
|
|
|
лильный ГФ2171 |
мой |
оснастки |
|
|
|
|
|
|
|
|
(УСПО) |
|
030 |
Шлифовать |
два |
торца |
в |
Плоскошлифо- |
Магнитная |
||
|
размер 10 |
|
|
|
вальный |
с кре- |
плита |
|
|
|
|
|
|
стовым |
столом |
|
|
|
|
|
|
|
3Е721ВФ3-1 |
|
|
|
035 |
Разрезать |
деталь |
на два |
Горизонтально- |
Специализиро- |
|||
|
полукольца |
|
|
|
фрезерный |
ванное |
приспо- |
|
|
|
|
|
|
6Т82Г |
|
собление |
|
040 |
Зачистить заусенцы |
|
Верстак |
механи- |
|
|
||
|
|
|
|
|
зированный |
|
|
|
045 |
Промыть деталь |
|
|
Машина моечная |
|
|
||
050 |
Технический контроль |
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
055Нанесение антикоррозионного покрытия
Неуказанные предельные отклонения размеров: валов h14, отверстий Н14,
остальные ± IT14 . 2
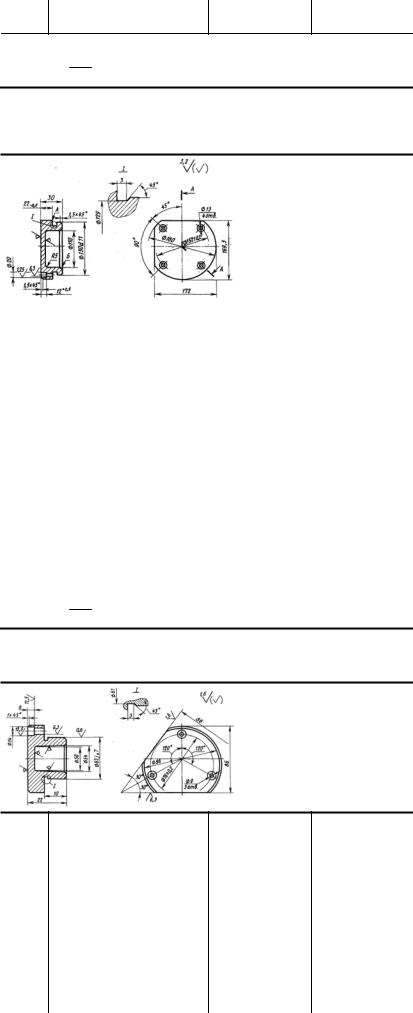
Маршрут обработки фланца
Размер, мм
Вид заготовки – отливка Материал – чугун СЧ 20. Число деталей из заготовки – 1
005 |
Литье |
|
|
|
010 |
Обрубка и очистка отливки |
|
|
|
015 |
Подрезать торцы А и Б, |
Токарный |
Трехкулачковый |
|
|
точить поверхность 130d11 |
патронный |
патрон |
|
|
окончательно, |
проточить |
полуавтомат |
|
|
канавку b = 3 и фаску |
КТ141 |
|
|
020 |
Подрезать торец 180 и |
То же |
Трехкулачковый |
|
|
обточить поверхность по |
|
патрон |
|
|
180 окончательно техно- |
|
|
|
|
логически |
|
Многоцелевой |
|
025 |
Сверлить и зенковать четы- |
Наладка УСПО |
||
|
ре отверстия 13/ 20, фре- |
сверлильно- |
|
|
|
зеровать две лыски в размер |
фрезерный |
|
|
|
172 и 169,5 |
|
21105Н7Ф4 |
|
030 |
Опилить острые кромки |
Механизирован- |
|
|
|
|
|
ный верстак |
|
035 |
Промыть деталь |
|
Моечная машина |
|
040 |
Технический контроль |
|
|
|
Неуказанные предельные отклонения размеров: валов h14, отверстий Н14,
остальные ± IT14 . 2
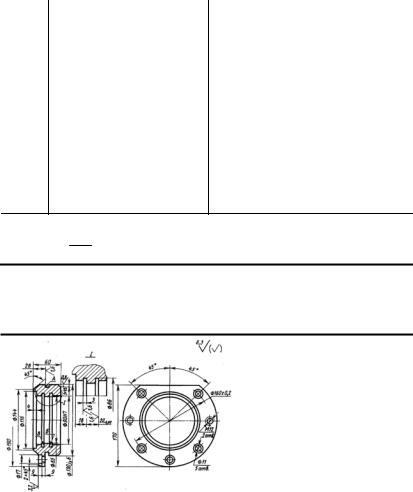
Маршрут обработки фланца
Размер, мм
Вид заготовки – отливка Материал – чугун СЧ 20. Число деталей из заготовки – 1
Опера- |
Содержание или |
Станок, |
Оснастка |
|
ция |
наименование операций |
оборудование |
||
|
||||
|
|
|
|
|
005 |
Литье |
|
|
010Обработка и очистка отливки
015 |
Малярная |
|
|
020 |
Подрезать торец 62is7/ 54 |
Токарный |
Трехкулачковый |
|
и 96/ 62is7 окончательно, |
патронный |
пневматический |
|
точить поверхность 62is7 |
полуавтомат |
патрон |
|
под шлифование, проточить |
КТ141 |
|
|
канавку В = 3 и фаски |
|
|
025 |
Подрезать торец 96 и |
Тоже |
Трехкулачковый |
|
точить поверхность 96 |
|
патрон |
(технологически)
030Сверлить и зенковать четыре отверстия 9/ 14, фрезеровать две лыски в размер
86
035 Опиливать острые кромки
040 Шлифовать поверхность62is7 с подшлифовкой торца 96is7 окончательно
045 Промыть деталь
050 Технический контроль
055Нанесение антикоррозионного покрытия
Многоцелевой |
Наладка УСПО |
сверлильно- |
|
фрезерный |
|
21105Н7Ф4 |
|
Верстак механи- |
|
зированный |
|
Универсально- |
Трехкулачковый |
шлифовальный |
патрон |
3У131ВМ |
|
Моечная машина |
|
|
|
Неуказанные предельные отклонения размеров: валов h14, отверстий Н14,
остальные ± IT14 . 2
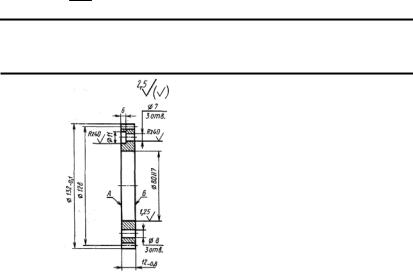
Маршрут обработки стакана
Размер, мм
Вид заготовки – отливка Материал – чугун СЧ 20. Число деталей из заготовки – 1
Опера- |
Содержание или |
Станок, |
Оснастка |
||
ция |
наименование операций |
оборудование |
|||
|
|||||
|
|
|
|
|
|
005 |
Литье |
|
|
|
|
010 |
Обрубка и очистка отливки |
|
|
||
015 |
Подрезать торцы 130is6/ |
Токарный |
Трехкулачковый |
||
|
90Н7 и А, точить поверх- |
патронный |
пневматический |
||
|
ность 130is6 расточить |
полуавтомат |
патрон |
||
|
отверстия 85 и 90Н7 с |
КТ141 |
|
||
|
подрезкой внутреннего |
|
|
||
|
торца 90Н7/ 85 |
|
|
||
020 |
Подрезать торцы 190 и |
То же |
Трехкулачковый |
||
|
144/ 116, обточить по- |
|
патрон |
||
|
верхности 190 и кониче- |
|
|
||
|
скую поверхность 144 ×45° |
|
|
||
025 |
Термическая обработка |
|
|
||
030 |
Подрезать торец 130is6/ |
Токарный |
Трехкулачковый |
||
|
90Н7 окончательно, то- |
патронный |
пневматический |
||
|
чить поверхности 130is6 с |
полуавтомат |
патрон |
||
|
подрезкой торца А под шли- |
КТ141 |
|
||
|
фование, фаски, канавки |
|
|
||
|
окончательно. |
Расточить |
|
|
|
|
отверстие 90Н7 с подрез- |
|
|
||
|
кой внутреннего торца 90 |
|
|
||
|
Н7/ 85 и отверстие 85 под |
|
|
||
|
тонкое растачивание, канав- |
|
|
||
|
ки 3 × 96 окончательно, |
|
|
||
|
притупить острые кромки |
|
|
||
035 |
Подрезать торец 144/ |
Тоже |
То же |
||
|
116, точить |
поверхность |
|
|
|
|
190, конусную поверх- |
|
|
||
|
ность 144 × 45° оконча- |
|
|
||
|
тельно. Расточить отверстия |
|
|
||
|
90Н7 с подрезкой внут- |
|
|
||
|
реннего торца 90Н7/ 85 |
|
|
||
|
под тонкое |
растачивание |
|
|
|
|
выточки 116 |
и канавки |
|
|
|
|
3 × 96 |
|
|
|
|
040 |
Сверлить |
пять |
отверстий |
Многоцелевой |
Наладка УСПО |
|
11, два отверстия 10,2 |
вертикальный |
|
||
|
под резьбу M12, зенковать |
фрезерно- |
|
||
|
пять отверстий 11/ 17, |
сверлильный |
|
||
|
фаски 2 × 24, нарезать резь- |
ГФ2171 |
|
||
|
бу M12. Фрезеровать лыски |
|
|
||
|
в размер 170 |
|
|
|
|
045 |
Зачистить заусенцы |
Машина для |
|
||
|
|
|
|
снятия заусенцев |
|
050 |
Расточить |
два |
отверстия |
Алмазно-расточ- |
Установочное |
|
90Н7 с подрезкой торцов |
ный (специаль- |
приспособление |
||
|
Б и В, отверстия 85 до |
ный) |
|
||
|
85H9 (технологически) |
|
|
||
055 |
Шлифовать 130is6 с под- |
Круглошлифо- |
Специальная |
||
|
шлифовкой торца 4 |
вальный полуав- |
оправка |
||
|
|
|
|
томат 3У131ВМ |
|
060 |
Промыть деталь |
|
Моечная машина |
|
|
065 |
Технический контроль |
|
|
||
070 |
Нанесение |
антикоррозион- |
|
|
|
|
ного покрытия |
|
|
|
|
Неуказанные предельные отклонения размеров: валов h14, отверстий Н14,
остальные ± IT14 . 2
Маршрут обработки зубчатого колеса-венца
Размер, мм
Вид заготовки – штамповка Материал – сталь 40Х.
Число деталей из заготовки – 1
Опера- |
Содержание или |
Станок, |
Оснастка |
|
ция |
наименование операций |
оборудование |
||
|
||||
|
|
|
|
|
005 |
Отрезать заготовку |
Абразивно- |
Тиски |
|
|
|
отрезной 8В262 |
|
|
010 |
Кузнечная |
|
|
|
015 |
Термическая обработка |
|
|
|
020 |
Подрезать торец 132/ |
Токарно-винто- |
Трехкулачковый |
|
|
80Н7, расточить отвер- |
резный 16К20 |
патрон |
|
|
стие 80Н7 под шлифова- |
|
|
|
|
ние. Расточить фаски и |
|
|
|
|
отверстия |
|
|
|
025 |
Подрезать второй торец |
Тоже |
То же |
|
|
132/ 80Н7 под шлифова- |
|
|
|
|
ние, обточить наружную |
|
|
|
|
поверхность 312 – 0,1 |
|
|
|
|
окончательно, расточить и |
|
|
|
|
обточить фаски |
|
|
|
030 |
Шлифовать отверстие |
Внутришлифо- |
То же |
|
|
80Н7 иторец 132/ 80Н7 |
вальный |
|
|
|
предварительно |
3М227АФ2 |
|
|
035 |
Шлифовать второй торец |
Плоскрщлифо- |
Магнитный стол |
|
|
132/ 80Н7 предвари- |
вальный |
|
|
|
тельно |
3Б740ВФ2 |
|
|
040 |
Промыть деталь |
Моечная машина |
|

045 |
Технический контроль |
|
|
050 |
Фрезеровать 64 зуба (m = 2) |
Зубофрезерный |
Приспособление |
|
(установить по четыре |
53А20В |
и наладка к нему |
|
детали) |
|
|
055 |
Зачистить заусенцы на тор- |
Одношпиндель- |
Трехкулачковый |
|
це зубьев |
ный полуавтомат |
патрон |
|
|
для снятия фасок |
|
|
|
5Б525 |
|
060 |
Сверлить и зенковать три |
Вертикально- |
Наладка УСПО |
|
отверстия 7/ 11, свер- |
сверлильный с |
|
|
лить три отверстия 8 до |
ЧПУ 2Р135Ф2-1 |
|
|
7,9 под развертывание |
|
|
065 |
Зачистить заусенцы после |
Вибробункер |
|
|
сверления |
ВМПВ-100 |
|
070 |
Промывать деталь |
Моечная машина |
|
075 |
Технический контроль |
|
|
080Нанесение антикоррозионного покрытия
Торцевое биение поверхности А относительно оси отверстия – не более 0,02. Отклонение от параллельности поверхности А и Б – не более 0,02.
Степень точности по ГОСТ 1643–81 7-Х. Неуказанные фаски 0,5 × 45°.
Маршрут обработки зубчатого колеса
Размер, мм
Вид заготовки – прокат. Материал – сталь 40.
Число деталей из заготовки – 10
Опера- |
Содержание или |
Станок, |
Оснастка |
||
ция |
наименование операций |
оборудование |
|||
|
|||||
|
|
|
|
|
|
005 |
Отрезать заготовку |
|
|
|
|
010 |
Термическая обработка |
|
|
|
|
015 |
Подрезать торец 60h11/ |
Токарный |
полу- |
Трехкулачковый |
|
|
30Н7 предварительно. |
автомат с |
ЧПУ |
патрон |
|
|
Сверлить и зенкеровать |
КТ141 |
|
|
|
|
сквозное отверстие 30Н7 |
|
|
|
|
|
под протягивание. Точить |
|
|
|
|
|
поверхность 60h11 до |
|
|
|
|
|
62. Точить и расточить |
|
|
|
|
|
фаски |
|
|
|
|
020 |
Протянуть отверстие |
Протяжной 7512 |
Жесткая опора |
||
|
30Н7 до 30 |
|
|
|
|
025 |
Подрезать торцы 60h/ |
Токарно-винто- |
Специальная |
||
|
30Н7 и 50/ 30Н7 пред- |
резный 16Б16 |
оправка |
||
|
варительноподшлифование. |
|
|
|
|
|
Точитьповерхности 60h11 |
|
|
|
|
|
и 50 окончательно |
|
|
|
|
030 |
Технический контроль |
|
|
|
|
035 |
Долбить 28 зубьев (m = 2) |
Зубодолбежный |
То же |
||
|
предварительно под шли- |
5122В |
|
|
|
|
фование |
|
|
|
|
040 |
Зачистить заусенцы по тор- |
Одношпиндель- |
То же |
||
|
цам зубьев |
ный полуавтомат |
|
||
|
|
56525 |
|
|
|
045 |
Протянуть шпоночный паз |
Протяжной 7512 |
Направляющая |
||
|
В = 6Н8 окончательно |
|
|
втулка |
|
050 |
Зачистить заусенцы в шпо- |
Машина для |
|
||
|
ночном пазу |
снятия заусенцев |
|
||
055 |
Промыть деталь |
Моечная машина |
|
||
060 |
Технический контроль |
|
|
|
|