

Лекция 10
4.4 Проектирование механосборочных цехов крупносерийного и массового производства
При поточной форме организации производства за каждым рабочим местом закрепляется вполне определенная операция. Оборудование располагается в соответствии с ходом технического процесса, а передача изделия с одной операции на другую осуществляется сразу же после выполнения предшествующей операции, и, как правило, с полной специальных транспортных средств.
При поточной сборке пригоночные работы исключаются. В идеальном случае деталь с последней операции механической обработки должна поступать с тем же тактом на соответственную операцию сборки, т. е. механическая обработка и сборка должна быть как во времени, так и в пространстве.
Исходные данные.
1. Объем выпуска (программа).
2. Габариты, масса и материал изделия.
3. Качество изделия.
4. Трудоемкость и станкоемкость изделия.
5. Типаж оборудования.
6. Режим работы оборудования.
Основная система:
7. Определение основного технологического оборудования.
8. Выбор состава производственных участков.
9. Определение состава и количества оборудования на участке.
10. Определение алгоритма работы оборудования на участке.
11. Расчет производительности площади.
12. Разработка требований к условиям работы оборудования.
13. Составление заданий на нестандартное оборудование.
14. Компоновка производственных участков.
15. Планировка
основного оборудования.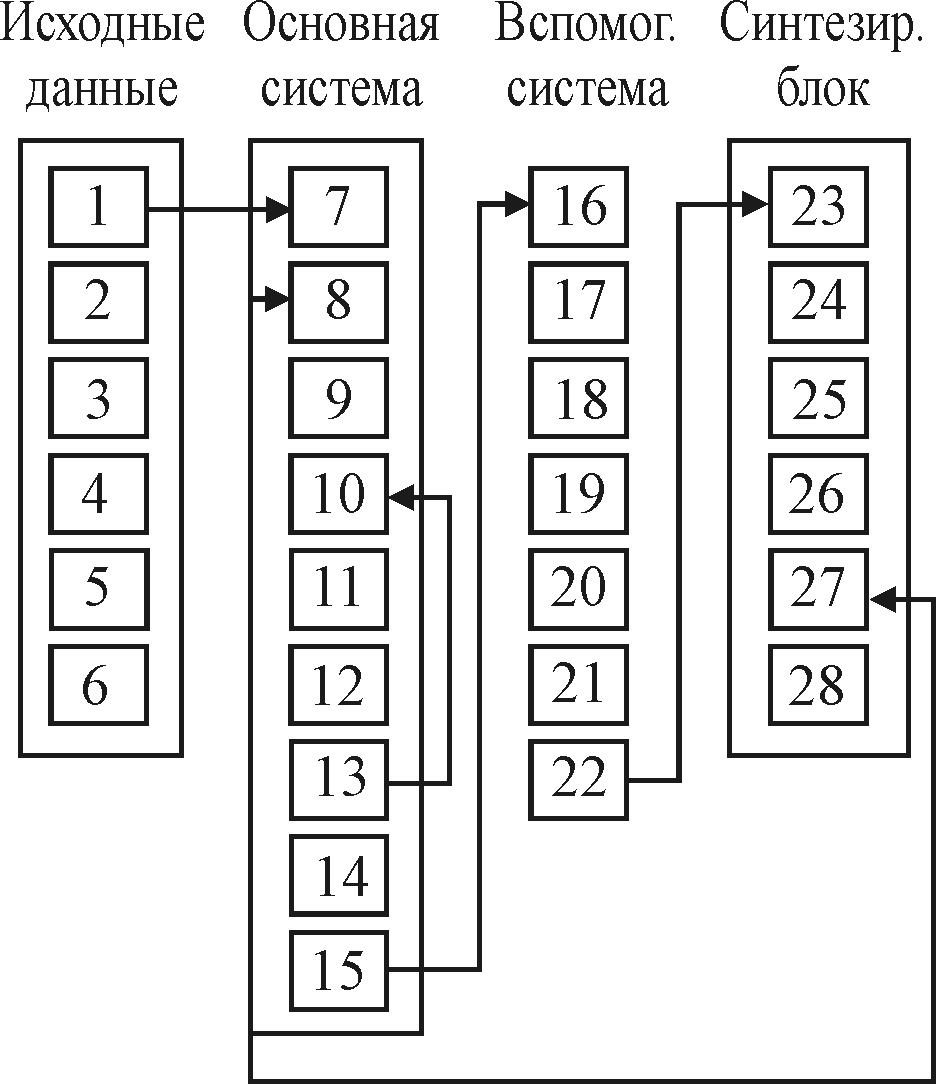
Вспомогательная система.
16. Проектирование складской системы.
17. Проектирование транспортной системы.
18. Проектирование системы инструментообеспечения.
19. Проектирование системы ремонтного и технического обслуживания.
20. Проектирование системы контроля качества изделий.
21. Проектирование системы охраны труда.
22. Проектирование систем управления и подготовки производства.
Синтезированный блок.
23. Определение общей площади цеха и его габаритов.
24. Уточнение компоновки цеха.
25. Уточнение планировки оборудования.
26. Определение состава и количества работающих.
27. Определение технико-экономических показателей.
28. Выбор оптимального варианта проекта.
Станкоемкость:
![]()
![]() ,
где
,
где![]() - подготовительно-заключительное время,
затрачиваемое на переналадку оборудования
при переходе с выпуска одного изделия
на другое;
- подготовительно-заключительное время,
затрачиваемое на переналадку оборудования
при переходе с выпуска одного изделия
на другое;
n- объем партии запуска.
![]()
![]() - при работе на полуавтоматах и автоматах;
- при работе на полуавтоматах и автоматах;
![]() - время быстрого подвода;
- время быстрого подвода;![]() - трудоемкость;
- трудоемкость;
R-
количество рабочих;![]() -
время, затрачиваемое на изготовление
1 детали.
-
время, затрачиваемое на изготовление
1 детали.
1. Принципы организации механосборочных цехов.
2. Определение количества рабочих мест сборки.
3. Расчет количества станков.
4. Определение количества рабочих – сборщиков и других категорий, работающих в цехе.
Принципы организации механосборочных цехов
Существуют три основных принципа:
Цеха по производству определенных узлов.
Технологический – когда вся сборка осуществляется в сборочном цехе (узловая и главная). Применительно к механическим цехам данный принцип реализуется путем создания цехов по выпуску деталей определенного класса.
Смешанный – когда часть цехов организуется по 1-му принципу, а остальные по второму. Это наиболее распространенная схема организации механосборочного производства.