

10.1 Хонингование
Хонингование применяется, в основном, для обработки сквозных цилиндрических отверстий в стальных и чугунных деталях.
Режущим инструментом является головка с абразивными брусками – хон (рис.10.1) Станки имеют вертикальную или горизонтальную компоновку.
В станках с вертикальной компоновкой хону сообщаются движения: вращательное (главное движение – v=45-75 м/мин) и осевое возвратно-поступательное (подача – S=10-20 /мин). Кроме того, бруски раздвигаются в радиальном направлении, создавая давление 0,2-0,9 МПа. За один ход может сниматься слой металла 0,3-0,5 мкм.
Хон соединяется со шпинделем станка шарнирно и направляется обрабатываемым отверстием. При хонинговании применяется охлаждающая жидкость (керосин, водномыльные растворы).
На горизонтальных станках вращение сообщается детали; это позволяет избежать влияния на форму обрабатываемой поверхности одностороннего давления хона.
При хонинговании создаётся микропрофиль обрабатываемой поверхности в виде сетки. Такой профиль при работе машины обеспечивает удержание на стенках отверстия смазочного материала.
Хонингование позволяет исправить погрешности предыдущей обработки (овальность, конусность и т.д.), если величина погрешности не превосходит толщины снимаемого слоя (до 0,2 мм).
10.2 Суперфиниширование
Суперфиниширование (сверхчистовая обработка) используется для получения поверхностей наивысшей чистоты. Станки применяется для обработки наружных и внутренних поверхностей вращения и плоскостей стальных деталей (рис. 10.2).
Обработка производится абразивными брусками.
При обработке,
например, наружной цилиндрической
поверхности заготовке сообщается
вращательное (v=5-7
м/мин) и осевое возвратно-поступательное
движение. Бруски получают колебательное
движение вдоль оси заготовки с длиной
хода 1,5-6 мм и частотой колебаний –
400-1200 в минуту. Резание происходит при
небольшом давлении брусков (![]() 0,05-0,4
МПа). Величина припуска на обработку –
0,002-0,02 мм.
0,05-0,4
МПа). Величина припуска на обработку –
0,002-0,02 мм.
При обработке используется смазывающая жидкость (смесь керосина с минеральным маслом).
Сущность процесса состоит в том, что гребешки микронеровностей, прорывающие масляную плёнку при давлении брусков на них, срезаются. Процесс резания прекращается, когда бруски перестают разрывать масляную плёнку и она становится сплошной.
10.3 Притирка
Притирка позволяет уменьшить отклонения изделий от правильных геометрических форм (волнистость, неплоскостность и др.) и заданных размеров и обеспечить высокую чистоту поверхности.
Детали устанавливаются между притирами и удерживаются сепаратором (рис. 10.3). На притиры подаются или наносятся абразивные порошки со связующей жидкостью или абразивная паста. Притиры приводятся во вращение с разными скоростями и, как правило, в разные стороны. Сепаратору сообщают колебательное движение, либо располагают его с эксцентриситетом.
Различают два вида притирки:
1) шаржирующимся (внедряющимся в поверхность притира) абразивом;
2) нешаржирующимся абразивом.
В первом случае зёрна абразива вдавливаются в поверхность притира. Материал притира должен иметь меньшую твёрдость, чем материал притираемого изделия. Притиры изготовляются из серого чугуна, а для особо тонкой притирки – из латуни или красной меди.
Второй вид притирки применяется при обработке стальных изделий с целью достижения высшей чистоты поверхности и зеркального блеска, а также при обработке изделий из цветных металлов и сплавов. Притир должен иметь твёрдость большую, чем поверхность притираемого изделия. Материалы притиров – закаленная сталь, стекло.
Билет №12
1. Передний суппорт автомата мод. 1136 совершает рабочий ход длиною L=__ мм при повороте распредвала (РВ) на __ соток. Какой будет при этом минутная подача, если передаточное отношение от кулачка РВ к суппорту 1:1, а установленные сменные колёса В,Г,Д,Е имеют числа зубьев соответственно ___
2. Назначение, формообразующие движения, основные узлы и схемы работы бесцентровых круглошлифовальных станков
Круглошлифовальные станки
Круглошлифовальные станки предназначены для шлифования наружных цилиндрических и конических поверхностей с наибольшими диаметрами до 100-1600 мм и длинами до 150-12500 мм.
На станине А круглошлифовального станка (рис. 9.1) располагается продольно-подвижный стол Б с находящимся на нём рабочим столом В. Слева и справа на рабочем столе установлены бабка изделия или передняя бабка Г и задняя бабка Ж, в которых устанавливается обрабатываемое изделие. На перпендикулярном заднем приливе станины расположена поперечно-подвижная шлифовальная бабка Д, на шпинделе которой закрепляется шлифовальный круг Е.
Для обеспечения шлифования пологих конусов рабочий стол может быть повёрнут вокруг вертикальной оси на небольшой угол (до ±6°).
В универсальных круглошлифовальных станках возможны также повороты передней и шлифовальной бабок вокруг их вертикальных осей на большие углы, что позволяет шлифовать конусы с большим углом при вершине и торцевые плоскости. Кроме этого универсальные станки имеют дополнительную откидную головку для шлифования отверстий.
Выпускаются станки для работы методом сквозного шлифования и для работы методом врезного шлифования.
На станках, работающих по методу сквозного шлифования ("напроход"), совершаются следующие формообразующие движения (рис. У.18,а):
- главное – вращение шлифовального круга (nш, v);
- подачи: круговая (окружная) – вращение детали (nд, Sкр), продольная – перемещение детали вдоль её оси (S), поперечная – перемещение круга перпендикулярно к оси детали (Sп).
Поперечная подача является прерывистой, другие – непрерывными.
а) б)
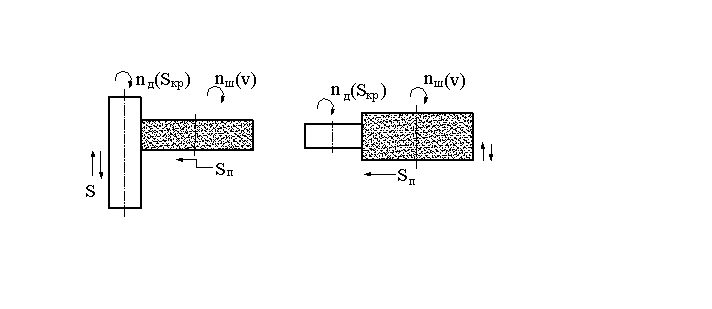
Рис. У18. Схемы круглого шлифования: а – сквозного; б - врезанием
На станках,
работающих по методу врезания (рис.
У.18,б), поперечная подача является
непрерывной, а продольная отсутствует.
Однако для улучшения качества обработки,
а также обеспечения равномерности
износа круга, ему может сообщаться
продольное колебательное ("осциллирующее")
движение – частое перемещение (![]() 40
дв.х./мин) с малой длиной хода (до 3-4 мм).
40
дв.х./мин) с малой длиной хода (до 3-4 мм).