по трэс
.pdf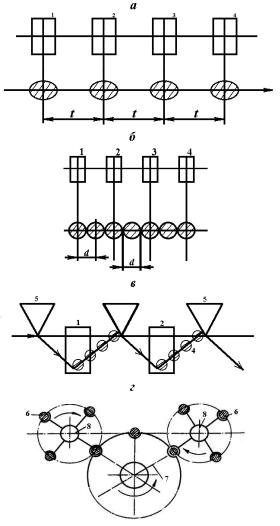
Роторные линии (рис.16.5, г) отличаются тем, что в них заготовки обрабатываются в процессе перемещения от одной позиции к другой, и состоят из технологических роторов 7, на позициях которых выполняются технологические операции, и транспортных роторов 6, вращающихся синхронно с технологическими и осуществляющих межоперационное транспортирование заготовок. Роторы вращаются от общего привода через систему зубчатых колес, расположенных на вертикальных валах роторов. Роторная машина совершает непрерывное транспортирующие движение одновременно с необходимыми технологическими движениями, поэтому ее производительность не зависит от продолжительности технологических операций, а определяется временем перемещения ротора на значение шага между инструментами:
Rм = h / Vтр ,
где h — шаговое расстояние; Vтр — транспортная скорость. Тогда производительность:
П = 1/ Rм = Vтр / n ,
где n — количество роботов.
Независимость ритма роторной машины от длительности операций — важное условие резкого снижения межоперационных простоев и сохранения высокого коэффициента использования всех машин, входящих в АЛ. Областью рационального применения роторных АЛ являются технологические процессы, характеризуемые поверхностным действием орудий на предметы обработки: штамповка, прессование, литье, вытяжка, химическая обработка и т. д.
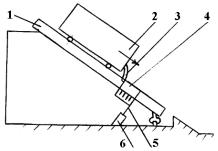
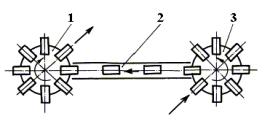
В зависимости от количества деталей, одновременно обрабатываемых на каждой позиции, линии подразделяются на однопозиционные и многопозиционные. Линии, скомпонованные из однопозиционных агрегатных станков, используются в основном для обработки сравнительно крупных деталей. Линии из многопозиционных станков производительнее благодаря уменьшению вспомогательного времени за счет совмещения транспортирования обрабатываемых деталей и выполнения технологических операций. Многопозиционные станки со сменой инструмента в виде барабана или с поворотным столом уменьшают число схем базирования деталей, что снижает вероятность нарушения базирования. Линия из многопозиционных станков 1, 3 (рис.16.6) с проходным транспортером-накопителем 2 имеет возможность функционирования тогда, когда один из станков остановлен для обслуживания и смены инструмента.
Рис. 16.6. Схема многопозиционной АЛ
Транспортные системы автоматических линий подразделяются на жесткие и гибкие.
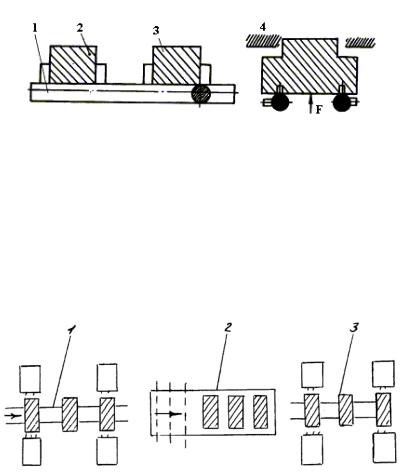
Жесткое транспортное устройство линий спутникового вида состоит из межстаночного транспортера, перемещающего от станка к станку детали в спутниках, возвратного транспортера и поворотного устройства для изменения ориентации спутников. Межстаночный транспортер включает две круглые поворотные штанги 1 с флажками 2 и спутниками 3 (рис.16.7). Флажки препятствуют скольжению спутников по штангам в моменты их разгона и торможения путем прижима их к верхним базам 4. Это позволяет переносить спутники с помощью
350