

2.4 Технологические схемы сборки
Построение технологических процессов общей и узловой сборки может быть представлено с помощью технологических схем сборки. Эти схемы отражают структуру и последовательность сборки изделия и его составных частей. В качестве примера на рис. 22 показаны технологические схемы общей (а) и узловой (б) сборки. На этих схемах каждый элемент изделия обозначен прямоугольником; разделенным на три части. В его верхней части дано наименование элемента; в левей нижней части - числовой индекс, а в правой нижней - число элементов, входящих в данное соединение.
Индексацию элементов производят в соответствии с номерами, проставленными на сборочных чертежах и в спецификациях. Перед числовым индексом составной части изделия ставят буквы сб. (сборка), перед индексом составной части второго порядка - 2 сб. и т. д.
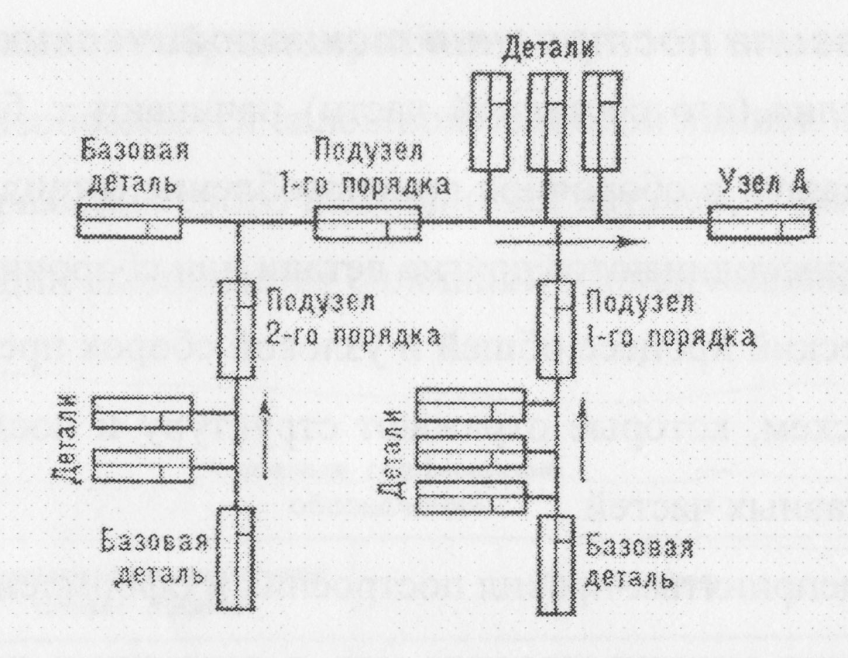
Элемент, с которого начинают сборку, изделия (его составной части), называется базовым. По его номеру ставят числовой индекс составной части, в которую он входит.
Процесс общей сборки изображают на схеме горизонтальной линией, ее проводят в направлении от базового элемента изделия к собранному объекту, вверху располагают в порядке последовательности сборки условные" обозначение всех непосредственно входящих в изделие деталей, а снизу всех непосредственно входящих в изделие составных частей. На технологических схемах узловой сборки эти составные части расчленяют на со ставные части высших порядков, а в отдельных случаях - только на детали
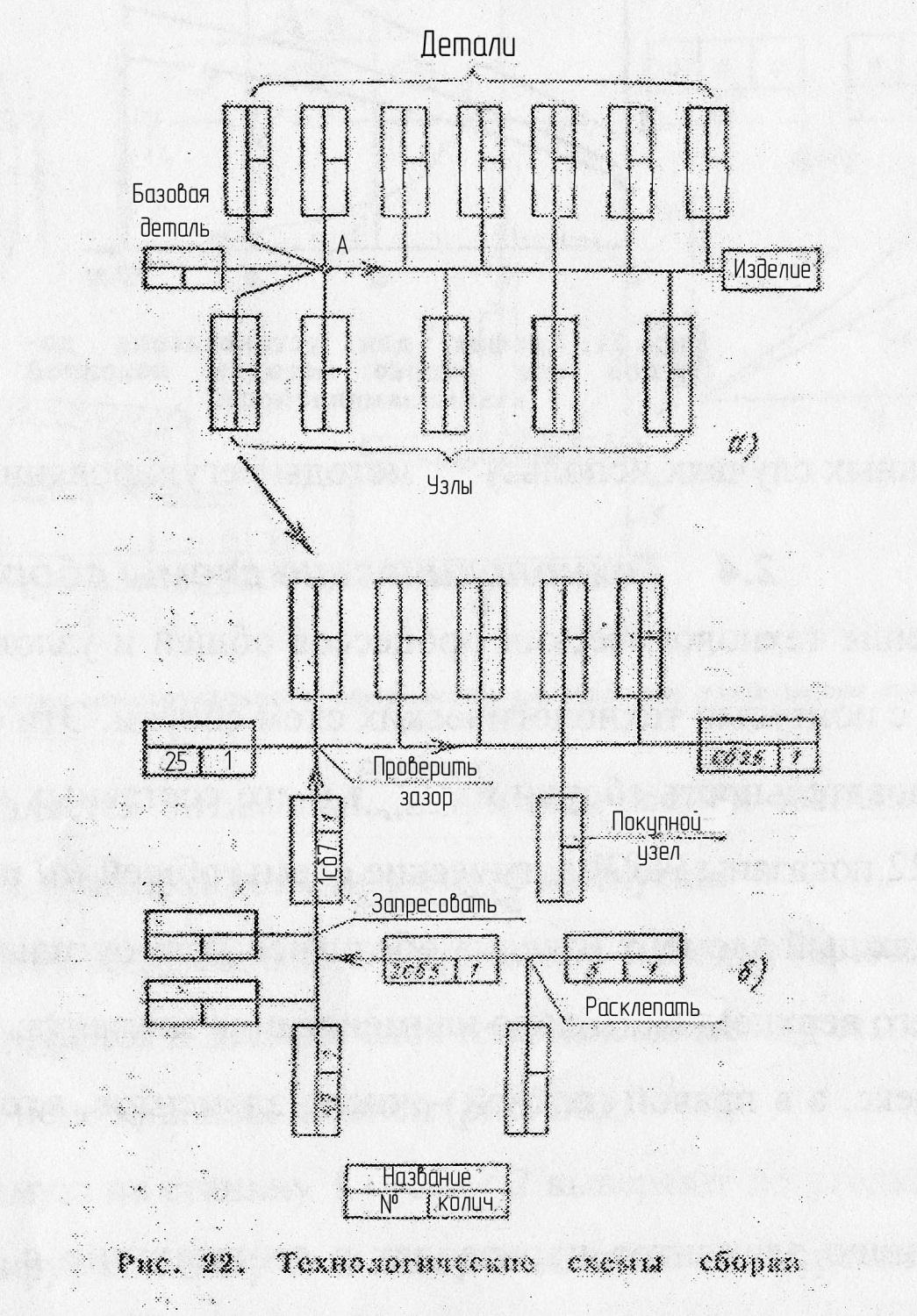
Рис. 22 Технологические схемы сборки
Технологические схемы сборки снабжают надписями - сносками, поясняющими характер сборочных работ (запрессовку, пайку, клепку, выверку, регулирование, проверку зазоров и пр.), когда они не ясны из схемы, и выполняемый при сборке контроль. Дополнительные работы, к которым можно отнести частичную или полную разборку составных частей при сборке машины, также отражают на схеме пояснительной надписью.
Технологические схемы упрощаю проектирование процессов сборки, и позволяют оценить технологичность конструкции изделия. Предпочтительна та конструкция изделия, которая позволяет выполнять его сборку из - предварительно собранных взаимозаменяемых составных частей. В этом случае сборку составных частей и изделия выполняют параллельно, что сокращает ее длительность. Схемы отражают возможность одновременной установки нескольких составных частей изделия на его базовую деталь (точка А на рис. 22, а), что также сокращает длительность цикла сборки. Кроме того, составные части поступают на сборку изделия после технического контроля их качества, что позволяет быстрее обнаруживать дефекты общей сборки, которые в этом случае следует искать в соединениях составных частей, а не внутри их. Составляют схему общей сборки, а затем схемы узловой сборки (параллельно), обеспечивая необходимую согласованность и координацию действий на основе схемы общей сборки изделия. При построении технологических схем можно также выявить допущенные конструктивные неувязки собираемого изделия.