

Рисунки_тм_1
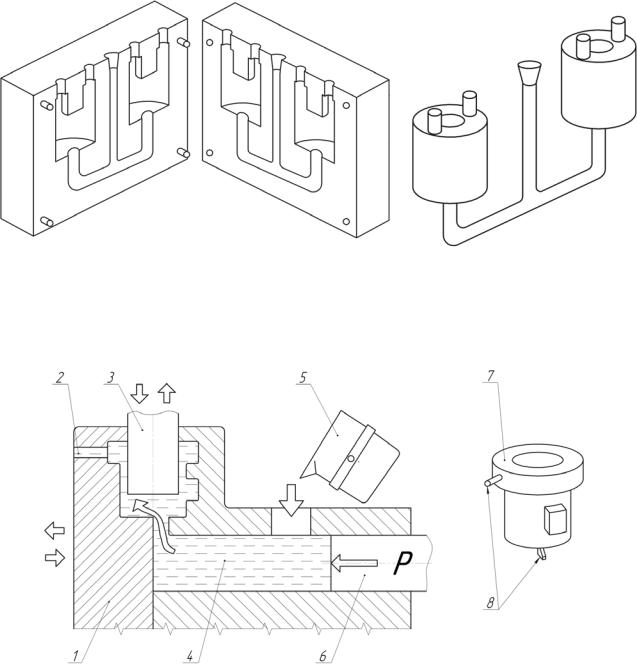
.pdfРис. 1.1. Литьё в оболочковые формы:
1 – смесь кварцевого песка и смолы; 2 – модельная плита; 3 – бункер; 4 – оболочка; 5 – опока; 6 – дробь; 7 – расплав; 8 – литейная форма; 9 – отливка; 10 – литник
а) |
б) |
Рис. 1.2. Литьё по выплавляемым моделям:
а) керамическая форма – оболочка; б) возможные изделия
а) |
б) |
Рис. 1.3. Литьё в кокиль: а) кокиль; б) отливка
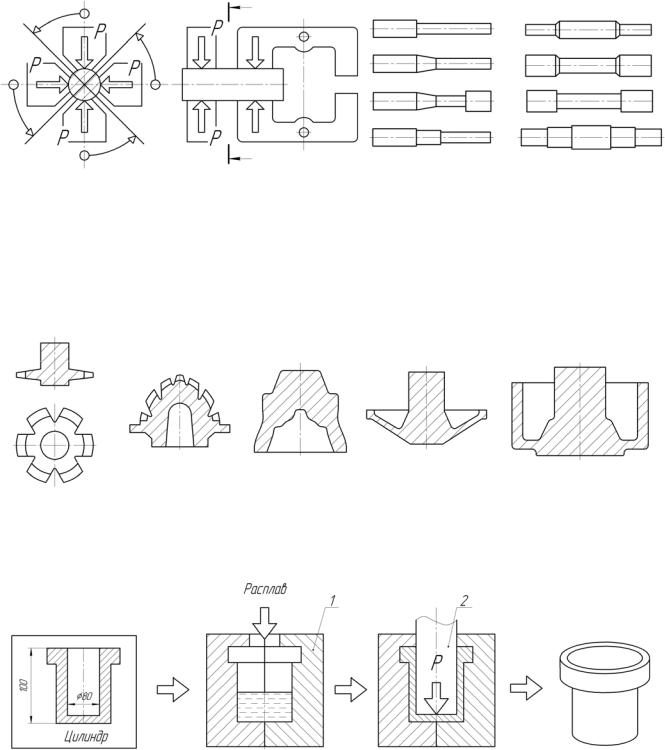
Рис. 1.4. Литьё под давлением:
1 – подвижная часть пресс-формы, 2 – выпор, 3 – металлический стержень, 4 – камера сжатия, 5 – заливочный ковш, 6 – поршень, создающий давление, 7 – отливка, 8 – литники
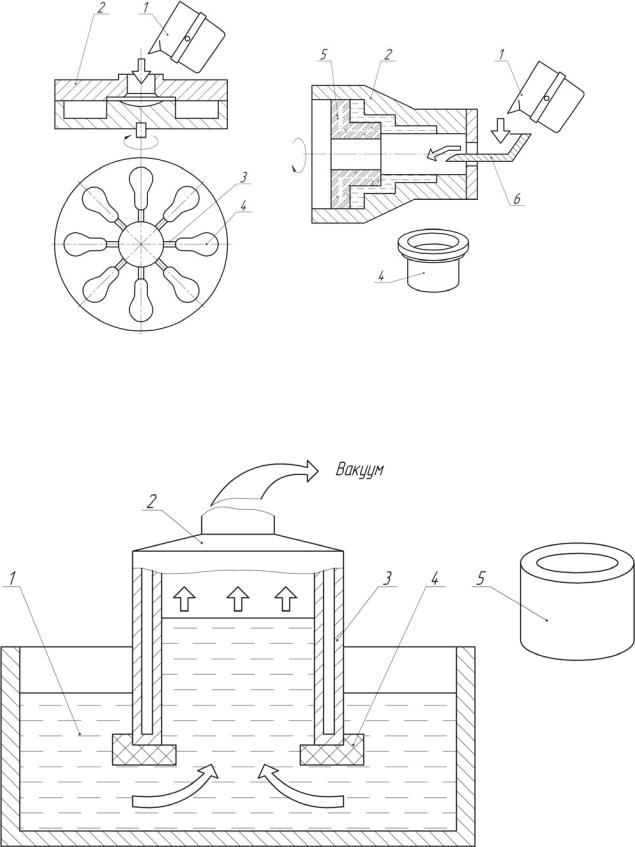
Рис. 1.5. Центробежное литьё:
1 – заливочный ковш; 2 – форма; 3 – радиальные каналы; 4 – отливка; 5 – песчаный стержень; 6 – лоток
Рис. 1.6. Литьё вакуумным всасыванием:
1 – ванна с расплавом;2 – патрубок; 3 – водоохлаждаемая металлическая форма;4 – керамическая заглушка; 5 – отливка
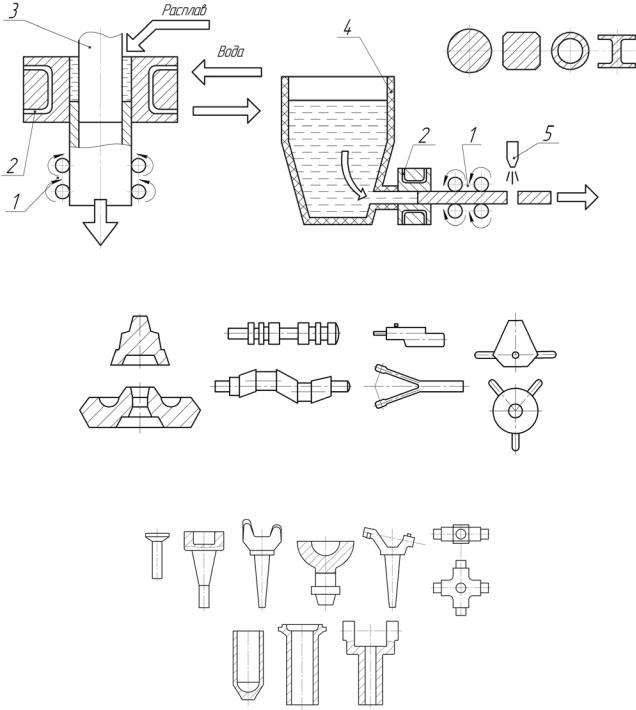
Рис. 1.7. Непрерывное литьё:1 – тянущие валки; 2 – водоохлаждаемая изложница; 3 – охлаждаемый стержень; 4 – тигель; 5 – резак
Рис. 1.8. Поковки, штампуемые на молотах
Рис. 1.9. Типовые поковки, изготовляемые выдавливанием
1. Поковки с одним утолщением на конце или на участке по
длине
стержня
2. Поковки типа колец простой конфигурации
3.Поковки типа втулок
4.Поковки со сложным
наружным
контуром
5. Поковки с глухой прошивкой
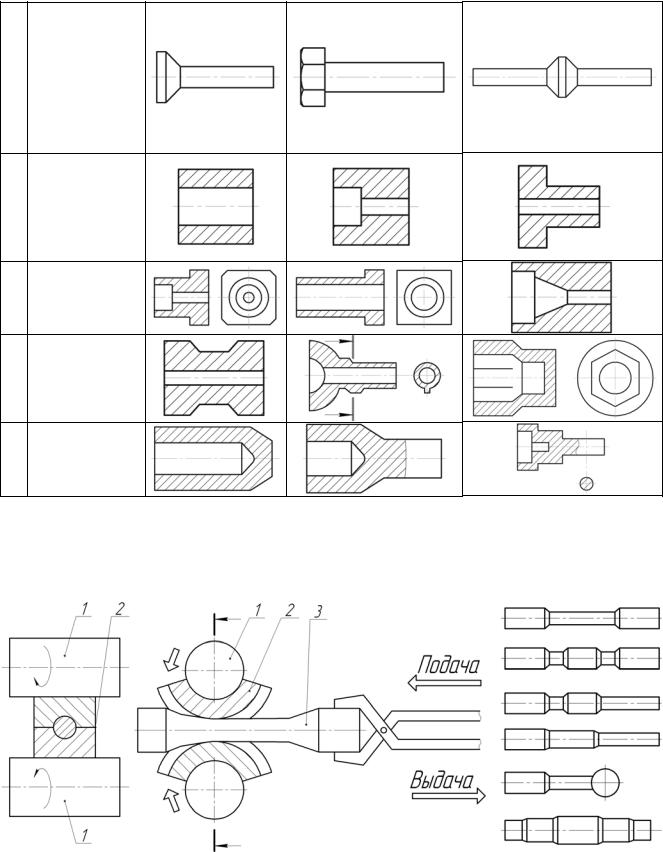
Рис.1.10. Типовые поковки, изготовляемые на ГКМ
а) |
б) |
Рис. 1.11. Схема вальцовки на консольных ковочных вальцах (а) и типовые поковки (б): 1 – валки; 2 – штампы-секторы; 3 – заготовка
а) |
б) |
Рис. 1.12. Схема профилирования на обжимной ковочной машине (а) и типовые поковки (б): 1 – бойки; 2 – обрабатываемая заготовка; 3 – клещевой захват
Рис. 1.13. Типовые поковки, изготавливаемые на высокоскоростных штамповочных молотах
а) |
б) |
в) |
г) |
Рис. 1.14. Штамповка жидкого металла:
а) чертеж изделия; б) разливка расплава; в) штамповка; г) изделие; 1 – разъёмная матрица; 2 – пуансон
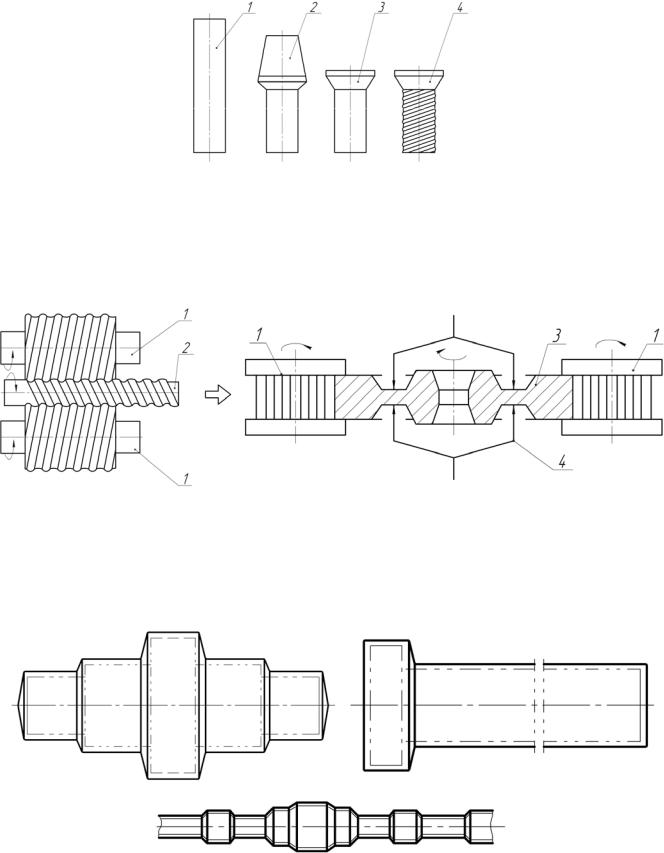
Рис. 1.15. Переходы штамповки винта на холодновысадочном автомате:
1– заготовка; 2 – предварительная высадка; 3 – высадка головки;4 – накатка резьбы
а) |
б) |
Рис. 1.16. Схема накатки винтов (а) и зубчатых колес (б): 1 – валки; 2 – винт; 3 – колесо; 4 – зажим
а |
б |
в
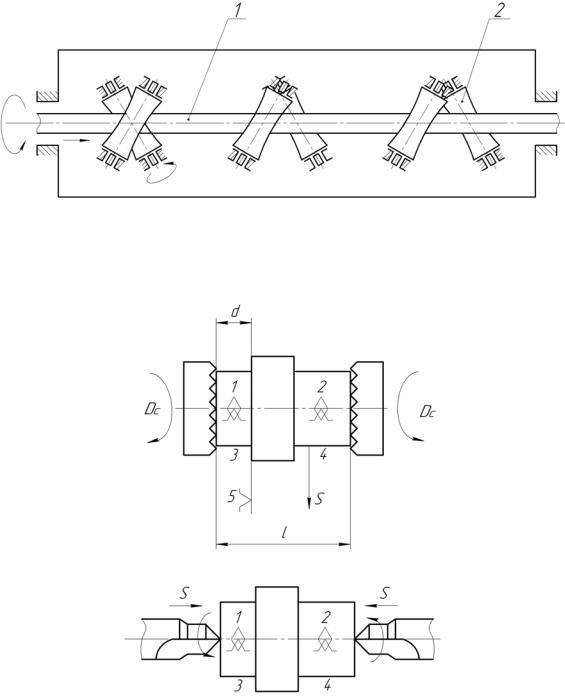
Рис. 2.1. Заготовки, полученные различными методами:
а) штамповкой в штампах; б) штамповкой на горизонтально-ковочной машине; в) поперечно-винтовой прокаткой
s
v
Рис. 2.2. Схема правильно-рихтовочного устройства станка: 1 – обрабатываемый пруток, 2 – правящие ролики
Рис. 2.3. Схема выполнения фрезерно-центровальной операции на
фрезерно-центровальном полуавтомате
а |
б |
Рис. 2.4. Схема центрирования вала:
а) подрезка торца и центровка заготовки на токарном станке с вращающейся инструментальной головкой;
б) подрезка торца и центрирование заготовки на токарном станке с не вращающейся головкой;
1 – инструментальные головки; 2 – заготовка; 3 – самоцентрирующее приспособление; 4 – упор для установки заготовки по длине; 5 – упор
а)
б)
в)
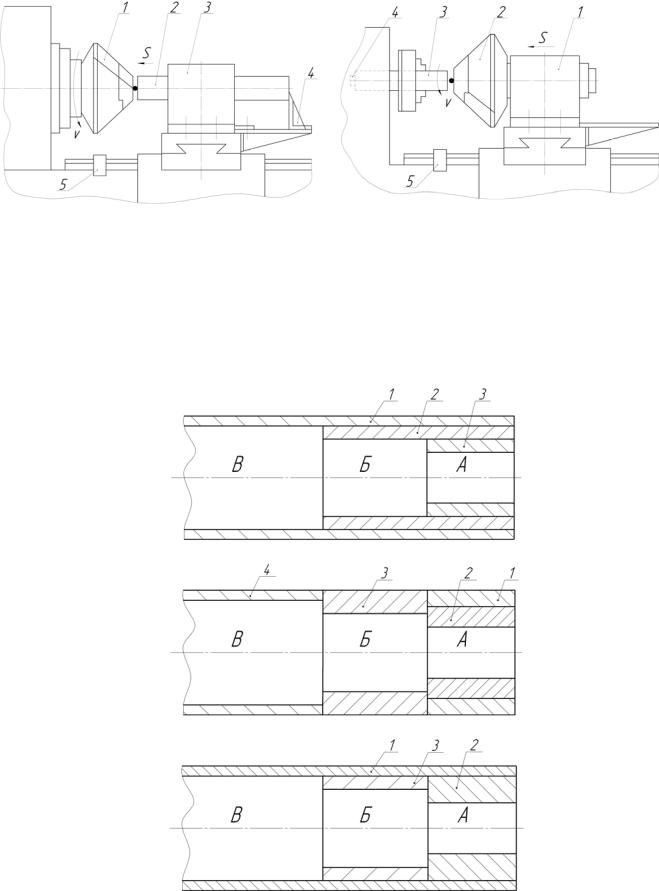
Рис. 2.5. Три схемы обработки ступенчатого вала
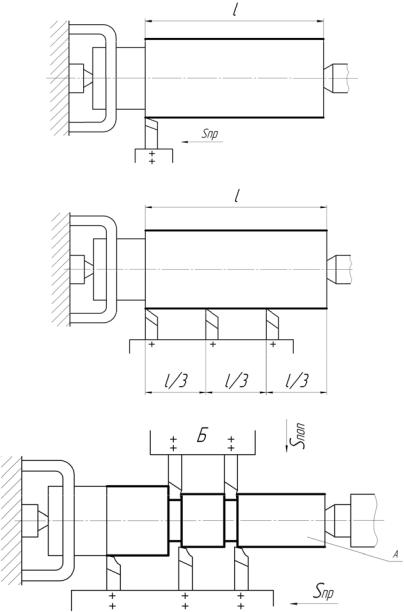
а)
б)
в)
Рис. 2.6. Схемы обработки многоступенчатого вала: а) на станке с одним резцом;
б) на многорезцовом станке с продольным суппортом; в) на многорезцовом станке с продольным и поперечным суппортами