

Раздел III: обработка давлением
1. Прокатка- это механическая обработка металлов
путем обжатия между вращающимися валками прокатного стана с целью уменьшения сечения прокатываемого слитка или заготовки и придания им заданной формы (профиля)
2. Прессование (выдавливание) – это процесс придания металлу формы путем выдавливания его из замкнутого объема (контейнера) через канал, образуемый прессовым инструментом
3. Волочение- это процесс деформирования металла протягиванием катаных или прессованных заготовок через отверстие волоки с целью уменьшения их поперечного сечения или получения более точных размеров и гладкой поверхности.
4. Ковкой называют способ обработки металлов давлением, осуществляемый с помощью кузнечного инструмента или штампов, при котором инструмент оказывает многократное, прерывистое воздействие на нагретую заготовку, в результате чего она, деформируясь, постепенно приобретает заданные форму и размеры
5. Штампование (штамповка)- процесс пластической деформации материала с изменением формы и размеров тела
6. Как называется и как записывается математический объект, описывающий деформированное состояние в точке: ?
7.
Напряжение (механическое) – это (дать
определение и нарисовать схему):мера внутренних
сил, возникающих в деформируемом теле,
под влиянием различных факторов

8. Условный предел прочности при растяжении равен (записать формулу, показать на диаграмме растяжения):
![]()

9. Относительное удлинение при растяжении: показывает какую часть от первоначальной длины составляет абсолютное удлинение [Метр]
1![]() 0.
Действительный предел прочности при
растяжении равен (записать формулу,
показать на диаграмме растяжения):
0.
Действительный предел прочности при
растяжении равен (записать формулу,
показать на диаграмме растяжения):
11. При каких условиях деформацию называют холодной, как влияет интенсивность деформации на предел текучести при холодной деформации (запишите формулу): холодной называют ту,что осуществляется при температуре ниже температуры рекристаллизации.
![]()
1 2.
При каких условиях деформацию называют
холодной(имел в виду горячей), как влияет
температура на предел текучести при
горячей деформации (запишите формулу):
Горячей называют деформацию при
температуре, равной или выше температуры
рекристаллизации.
2.
При каких условиях деформацию называют
холодной(имел в виду горячей), как влияет
температура на предел текучести при
горячей деформации (запишите формулу):
Горячей называют деформацию при
температуре, равной или выше температуры
рекристаллизации.
![]()
13. Камерная печь характеризуется (загрузка заготовок, расход топлива):Расход топлива для камерных печей составляет 10-30% массы нагреваемого металла
Камерная печь (печи с периодической загрузкой заготовок) удобна для нагрева небольших партий заготовок. Постоянная и равномерная регулируемая температура в печи позволяет нагревать заготовки до высокой температуры (1200С), не опасаясь превышения этой температуры и наступления перегрева или пережога.
14. Методическая печь характеризуется (загрузка заготовок, расход топлива):методические, у которых температура повышается в направлении выдачи заготовок. Заготовки проталкивают навстречу движению продуктов сгорания топлива; при таком противоточном движении достигается высокая степень использования теплоты, подаваемой в печь. Заготовки проходят последовательно 3 теплотехнич. зоны: методич. (зону предварит. подогрева), сварочную (зону нагрева) и томильную (зону выравнивания темп-р в заготовке).Температура рабочего пространства в таких печах повышается от места загрузки к месту выгрузки заготовок. Это обеспечивает более равномерный нагрев и позволяет снизить расход топлива до 5–12% от массы нагреваемого металла. Напряженность пода методических печей достигает 1000 Кг/(М2ч).
15. Изобразите камерную печь

16. Изобразите методическую печь

17. Изобразите принципиальную схему индукционного нагрева

1-индуктор, 2 - нагреваемое
изделие, 3 – трансформатор, 4 – конденсатор, 5 - генератор
18. Изобразите индукционное нагревательное устройство

заготовки 1 пропускают через многовитковый индуктор 2
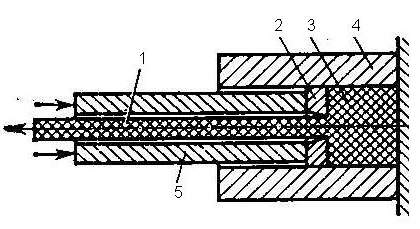
19. Изобразите электроконтактное нагревательное устройство

концы заготовки 1 зажимают между медными контактами 3,к которым подводится большой ток I
20. Изобразите схему продольной прокатки
а)
 1- заготовка;
2, 3 - валки
1- заготовка;
2, 3 - валки
21. Изобразите схему поперечной прокатки
б)
22. Изобразите схему прокатного стана
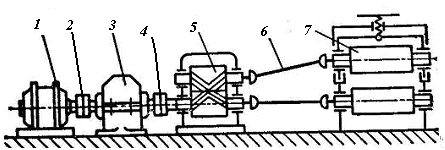
1- электродвигатель, 2- упругая муфта, 3 –редуктор, 4- главная муфта,
5 – шестеренная клеть, 6 –шпиндели, 7– рабочие валки
23. Изобразите схему волочения
1- отверстие в волоке, 2-волока, 3- заготовка
24. Изобразите схему цепного волочильного стана

усилие создается бесконечной шарнирной цепью 6, за звенья которой зацепляется крюк 5 волочильной каретки 4. Каретка имеет клещи 3, с помощью которых материал 2 протягивается сквозь матрицу 7, прикрепленную к кронштейну 8 станины 1; каретка передвигается по направляющим станины 1. Двигаясь вместе с цепью, каретка увлекает за собой захваченный клещами пруток 2
25. Изобразите схему барабанного волочильного стана

1,3 – барабаны, 2 – волока, 4 - редуктор
26. Прошивка – это: (Определение и схема) Операция получения полостей за счет вытеснения
металла

27. Осадка – это: (Определение и схема) Технологическая операция обработки
давлением, при которой уменьшается высота исходной заготовки при одновременном увеличении площади ее поперечного сечения
а)- без трения наторцах (идеальный случай), б) при наличии трения на торцах (реальный случай).

28. Горячей объемной штамповкой называют: это вид обработки металлов давлением, при котором формообразование поковки из нагретой заготовки осуществляют с помощью специального инструмента – штампа.
29. Гибкой называется: (Определение и схема)образование угла между частями заготовки или придание заготовке криволинейной формы. Применяется для изменения кривизны заготовки
практически без изменения ее линейных размеров. В результате такого деформирования часть заготовки поворачивается относительно другой на определенный угол.


30. Вытяжкой называется: (Определение и схема) образование полого изделия из плоской или полой заготовки . Заключается в протягивании заготовки через
отверстие матрицы, причем плоская заготовка превращается в полое изделие, а пространственная заготовка получает уменьшение поперечных размеров


31. Отбортовкой называется: (Определение и схема) получение борта диаметром dб путем вдавливания центральной части заготовки с предварительно пробитым отверстием dо в матрицу

32. Обжимом называется: (Определение и схема)Уменьшение периметра поперечного сечения концевой части полой заготовки. Производится заталкиванием заготовки в сужающуюся полость матрицы За один переход можно получить d = (0.7..0.8)Dз.

33. Раздачей называется: (Определение и схема)Увеличение периметра поперечного сечения концевой части полой заготовки коническим пуансоном; это операция противоположная обжиму.
34. Компоненты тензора деформации представляют собой: Компоненты εx,εy,εz характеризуют линейные деформации волокон, расположенных по осям x,y,z: относительные удлинения (или относительные укорочения), а компоненты εxy,εxz,εzy - углы поворота двух взаимно перпендикулярных до деформации волокон (или деформации сдвига).
![]()

35 . Первый инвариант тензора деформации вычисляется по формуле:
![]()
36
Что используется для характеристики
деформаций в общем случае деформированного
состояния:
Величина,
пропорциональная корню квадратному из
второго инварианта(интенсивность
деформаций)![]()
37. Истинная линейная деформация при растяжении вдоль оси Z определяется выражением:
![]()
38 . Компонентами тензора напряжений являются: отношение проекций силы к величине площади грани, на которой действует эта сила
![]()
![]()
39. Условие пластичности Мизеса может быть записано в виде:
![]() характеризует
сопротивление материала деформации в
данных условиях деформирования
характеризует
сопротивление материала деформации в
данных условиях деформирования
40. Для сталей горячая обработка давлением соответствует диапазону изменения (чего?, какому?): предела прочности

41. Определяющие уравнения в общем случае представляют собой зависимости (приведите пример):влияние на предел текучести и деформации, и скорости деформации, и температуры. Примером служит функция М.А.Зайкова:

4 2.
Вытяжка применительно к продольной
прокатке определяется формулой:
2.
Вытяжка применительно к продольной
прокатке определяется формулой:
![]()
43.
Формула
![]() применительно к продольной прокатке
означает:условие постоянства?
применительно к продольной прокатке
означает:условие постоянства?
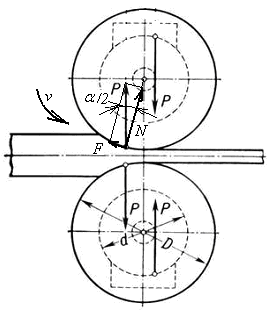
44. Изобразите схему сил, действующих на валки при прокатке
45. С какой амплитудой и частотой колеблется контактная температура валка при прокатке крупных заготовок. Колебания контактной температуры происходят с амплитудой
400 °С и с частотой около 0,6 Гц.
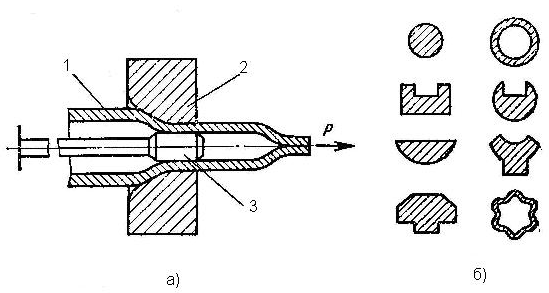
46. Изобразите схему прессования с прямым истечением:

1-изделие, 2 – матрица, 3 – слиток, 4 – контейнер, 5 – пресс-штемпель (пуансон)
47. Изобразите схему прессования с обратным истечением:
1-изделие, 2 – матрица, 3 – слиток, 4 – контейнер, 5 – пресс-штемпель (пуансон)
48. Кинематическая схема кривошипного горяче-штамповочного пресса (начертите)
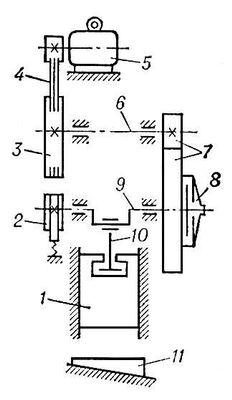
1-ползун, 2-тормоз,3-маховик,4-клиноремённая передача,5-электродвигатель,6-передаточный вал,7-зубчатая передача, 8-муфта, 9 –кривошипный вал, 10-шатун,11-плита для укрепления матрицы штампа
49. Начертите кинематическую схему горизонтально-ковочной машины
 Главный
ползун 7 ,несущий пуансон, приводится в
движение от кривошипного вала 6 с помощью
шатуна 5. Подвижная щека 1приводится от
боковогоползуна 3 системой рычагов 2.
Боковой ползун приводится в движение
кулачками 4, сидящими на конце кривошипного
вала 6.
Главный
ползун 7 ,несущий пуансон, приводится в
движение от кривошипного вала 6 с помощью
шатуна 5. Подвижная щека 1приводится от
боковогоползуна 3 системой рычагов 2.
Боковой ползун приводится в движение
кулачками 4, сидящими на конце кривошипного
вала 6.
50.Каким видам обработки давлением соответствуют зависимости,обозначенные цифрами 1, 2, 3:

1-высокоскоростная штамповка, 2-штамповка на молотах, 3-штамповка на прессах и ГКМ