Классы точности
В зависимости от требований, предъявляемых к тому или другому механизму, узлу, машине, их детали могут быть выполнены с различной степенью точности. Так, например, детали сельскохозяйственных машин можно изготовлять менее точно, чем детали токарных станков, которые изготовляются в свою очередь с меньшей
точностью, чем детали измерительных приборов. Иначе говоря, одна и та же посадка может быть выполнена с различной точностью.
Государственным стандартом в системе допусков для машиностроения предусмотрено 10 классов точности (для размеров от 1 до 500 мм).
Пять из них 1,2,2а, 3, За — более точные, имеющие наименьшие допуски; два класса — 4 и 5 — менее точные;
остальные три — 7, 8 и 9 (6-й класс в системе отсутствует) — имеют наибольшие допуски и предназначаются для несопрягаемых размеров.
Способы обработки деталей в зависимости от классов точности
|
Класс точности |
Применение |
Способы обработки |
Посадки |
Примечание | ||||
|
отверстий |
валов
| |||||||
|
2а |
В ответственных сопряжениях весьма высокой точности {подшипники качения, шарики и ролики подшипников, детали точных измерительных машин и приборов) В машинах и механизмах, работающих на больших скоростях (детали станков, тракторных, автомобильных и авиационных двигателей, электромашин и т. д.) То же для малоответственных деталей автомобилей, тракторов, сельско- |
Калибровка и доводка малых отверстии, хонингование, тонкая расточка, притирка и доводка больших отверстий Чистовое развертывание, точное чистовое шлифование, протягивание, прошивание и хонннгование Развертывание, протягивание, шлифование Расточка чистовым резцом, развертывание, шлифование - |
Тонкое шлифование, притирка, доводка, полирование Точное чистовое шлифование, чистовая обточка Чистовое шлифование и обтачка Чистовая обточка |
Прессовая 1 -я, 2-я, глухая, тугая, плотная, напряженная, скользящая и движения Все посадки, кроме прессовок 1- й и прессовой Глухая, тугая, напряжения, плотная и скользящая Прессовая 1-я, 2- я, 3-я, скользящая, ходовая и широкоходовая |
Высший из классов, применяемых в машиностроении Наиболее распространенный в машиностроении класс точности 2 | |||
|
Продолжение табл. 3 | ||||||||
|
Класс точности |
Применение хозяйственных, текстильных машин и т. п |
Способы обработки |
Посадки |
Примечание | ||||
|
|
отверстий |
валов |
|
| ||||
|
За |
Для малоответственных деталей автомобилей, тракторов, сельскохозяйственных, текстильных машин и т. п. |
Расточка резцом, черновое развертывание, шлифование |
Чистовая обточка валов больших диаметров и шлифование малых диаметров |
Скользящая |
| |||
|
4 |
В сельскохозяйственном машиностроении, паровозо - и вагоностроении, в сопряжениях штампованных деталей и т. д. |
Точное сверление одним сверлом по кондуктору, двумя сверлами, зенкерование |
Чистовая обточка |
Прессовая скользящая, ходовая, широкоходовая, легкоходовая |
| |||
|
5 |
То же |
То же |
То же |
Скользящая и ходовая |
| |||
|
7 |
Для сопрягаемых де- |
Горячая штамповка, |
Ковка, штам- |
Не ИМЕЮТ |
По этим классам | |||
|
8 |
талей не применяют |
отливка в землю |
повка, прокатка, |
|
устанавливают до- | |||
|
Применяют только при изготовлении дета- |
|
обдирка, отливка, отрезка |
|
пуски на свободные (несопрягае- | ||||
|
9 |
лей с допускаемыми грубыми отклонениями от номинальных размеров |
|
|
|
мые) размеры | |||
Для определения, к какому классу точности относится та или иная посадка, у ее условного обозначения проставляется в виде индекса соответствующая цифра. Например, глухая посадка первого класса точности обозначается Г1; ходовая четвертого класса точности — Х4; прессовая 2-я третьего класса — Пр2з и т. д.
Только посадки второго класса точности не имеют цифрового обозначения; например обозначение Пр указывает на прессовую посадку второго класса точности;
обозначение Т — на тугую и т. д. Но посадки класса точности 2а, как и других классов, имеют условное обозначение и цифру; например тугая посадка класса точности 2а обозначается Т2а
Виды погрешности обработки. Понятие о случайных и систематических погрешностях.
Для правильного функционирования изделий необходимо чтобы назначались отклонения не только на размеры, но и на форму и расположение поверхностей.
Под отклонением от правильной геометрической формы или расположения поверхности понимают отклонение реальной детали от номинальной, т.е. заданной чертежом: ∆=Аизм-Атреб.
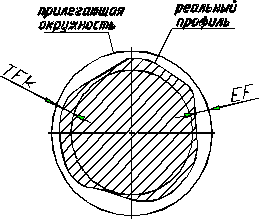
В основу нормирования положен принцип прилегающих прямых, окружностей, плоскостей, поверхностей и т.д.
Само отклонение оценивается наибольшим расстоянием от прилегающей поверхности до реальной по перпендикуляру.
Причины возникновения отклонений формы:
Овальность – износ посадочных поверхностей подшипников.
Огранка – бесцентровое шлифование.
Конусность – износ инструмента.
Бочкообразность – при обработке длинных тонких валов.
Седлообразность – при обработке коротких толстых валов.

Обозначение отклонений формы и расположения поверхности.
А – нормальная точность - 60%Т
В – средняя точность – 40%Т
С – высокая точность – 25%Т
Допуск формы:

Допуск расположения:

Примеры:

Отклонения формы цилиндрических поверхностей, их нормирование и примеры обозначения на чертежах допусков формы цилиндрических поверхностей.
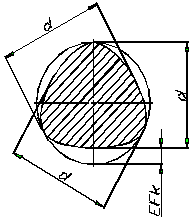
Поперечное сечение:
Овальность Огранка Некруглость

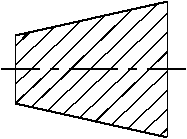
Продольное сечение:
Конусообразность Бочкообразность Седлообразность