3. Типы производств и их технико-экономическая характеристика
Тип производства — совокупность его организационных, технических и экономических особенностей.
Тип производства предприятия определяется типом производства ведущего цеха, а тип производства цеха — характеристикой участка, где выполняются наиболее ответственные операции и сосредоточена основная часть производственных фондов.
Тип производства определяется следующими факторами:
номенклатурой выпускаемых изделий;
объемом выпуска;
степенью постоянства номенклатуры выпускаемых изделий;
характером загрузки рабочих мест и полнотой цикла.
В зависимости от уровня концентрации и специализации различают три типа производств:
единичное;
серийное;
массовое.
Единичное производство характеризуется широкой номенклатурой изготовляемых изделий,
малым объемом их выпуска,
выполнением на каждом рабочем месте весьма разнообразных операций.
В серийном производстве изготовляется относительно ограниченная номенклатура изделий (партиями).
За одним рабочим местом, как правило, закреплены несколько операций.
Массовое производство характеризуется узкой номенклатурой и большим объемом выпуска изделий, непрерывно изготовляемых в течение продолжительного времени на узкоспециализированных рабочих местах.

Тип производства также определяется комплексной характеристикой технических, организационных и экономических особенностей производства. Основным показателем, характеризующим тип производства, является коэффициент закрепления операций Кз.
 (1)
(1)
где Копi - число операций, выполняемых на i-м рабочем месте; Кр.м - количество рабочих мест на участке или в цехе.
В соответствии с ГОСТ 3.1121-84 ЕСТД коэффициент закрепления операций составляет:
для единичного производства — больше 40;
для мелкосерийного производства — 20-40;
для среднесерийного производства — 10-20;
для крупносерийного производства — 1-10;
для массового производства — не больше 1.
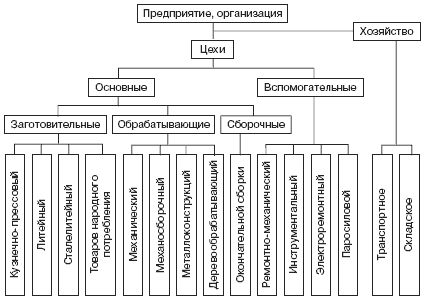
Сборочные предприятия по полноте цикла различаются:
машинокомплектные;
крупноузловые;
полнокомплектные;
унитарные.
4. Отработка изделий на технологичность
Технологичность — это экономичность изготовления изделия в конкретных организационно-технологических и производственных условиях и при заданных масштабах выпуска.
Показатели технологичности конструкции
технологическая рациональность конструктивных решений;
преемственность конструкции.
Методы получения заготовок
| Для изготовления деталей машин применяют заготовки, получаемые
литьем,
обработкой давлением (поковки, штамповки),
заготовки из сортового материала и
получаемые комбинированными методами.
Используют также заготовки из металлокерамики и неметаллов (пластмасс, резины и др.).
Точность обработки и качество поверхности деталей.
Шероховатостью поверхности называется совокупность неровностей с относительно малыми шагами, выделенная, например, с помощью базовой длины.
Технологические методы обработки заготовок, нанесения покрытий и консервации изделий.
Обеспечение качества поверхностного слоя технологическими методами.
Покрытия декоративные, гальванические, окисные, пластмассовыми пленками. Методы консервации изделий.
Технологическое обеспечение необходимых параметров шероховатости поверхности
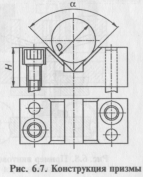
Станочные приспособления.
Станочные приспособления — дополнительные устройства к станкам, предназначенные для закрепления обрабатываемых деталей и инструмента.
По целевому назначениюприспособления делят на пять групп
1- станочные приспособления для установки и закрепления обрабатываемых заготовок на станках.
В зависимости от вида обработки различают токарные, фрезерные, сверлильные, расточные, шлифовальные и другие приспособления
2 - приспособления для крепления режущего инструмента.
Они характеризуются большим числом нормализованных деталей и конструкций, что объясняется нормализацией и стандартизацией самих режущих инструментов
3 - сборочные приспособления используют при выполнении сборочных операций, требующих большой точности сборки и приложения больших усилий
4 - контрольно-измерительные приспособления применяют для контроля заготовок, промежуточного и окончательного контроля, а также для проверки собранных узлов и машин. Контрольные приспособления служат для установки мерительного инструмента
5 - приспособления для захвата, перемещения и перевертывания обрабатываемых заготовок, а также отдельных деталей и узлов при сборке.
По степени специализацииприспособления бывают:
• универсальные,
• универсально-наладочные
• специальные.
Универсальные приспособления потребитель может обычно заказать вместе с универсальным станком. Применительно к токарным и круглошлифовальным станкам это центры, патроны, люнеты, для фрезерных станков — станочные тиски, делительные головки. Эти приспособления применяют в единичном и серийном производствах.
Универсально-наладочные приспособления применяют при серийном производстве. К ним относятся, например, патроны со сменными кулачками, тиски со сменными губками и др. Эти приспособления легко перестраивать при переходе к обработке другой партии деталей.