

3.3.6. Проекторы
Проекционные измерительные приборы (проекторы) позволяют проектировать на экран увеличенные контуры проверяемого изделия. Они изготавливаются с большим увеличением (до 200) и широко применяются в лабораториях и цехах для измерения и контроля элементов различных микромодульных изделий, деталей сложной формы и малых размеров. При этом отклонения размеров от допустимых определяются различными методами:
1) сравнением контура контролируемой детали, проектируемого в увеличенном масштабе на экране проектора образцовым контуром, изображенном на экране в том же масштабе;
2) сравнением контура изображения детали с двойным контуром (полем допуска), вычерченным по предельным размерам детали;
3) измерением отклонений с помощью микрометрических отсчетных устройств проектора.
Оптическая схема проектора изображена на рис. 14. Свет от источника 1, помещенного в фокусе конденсатора2, параллельным пучком следует к объективу 4. Между конденсатором и объективом располагается контролируемый объект 3. Из объектива свет поступает на экран 5, на котором наблюдается увеличенное действительное и обратное изображение контролируемого объекта. При данном фокусном расстоянии увеличение предмета, определяемое отношением х1/х (см. рис. 14), ограничивается габаритами прибора и размерами экрана. Чем больше поле зрения, тем меньше увеличение проектора, и наоборот.
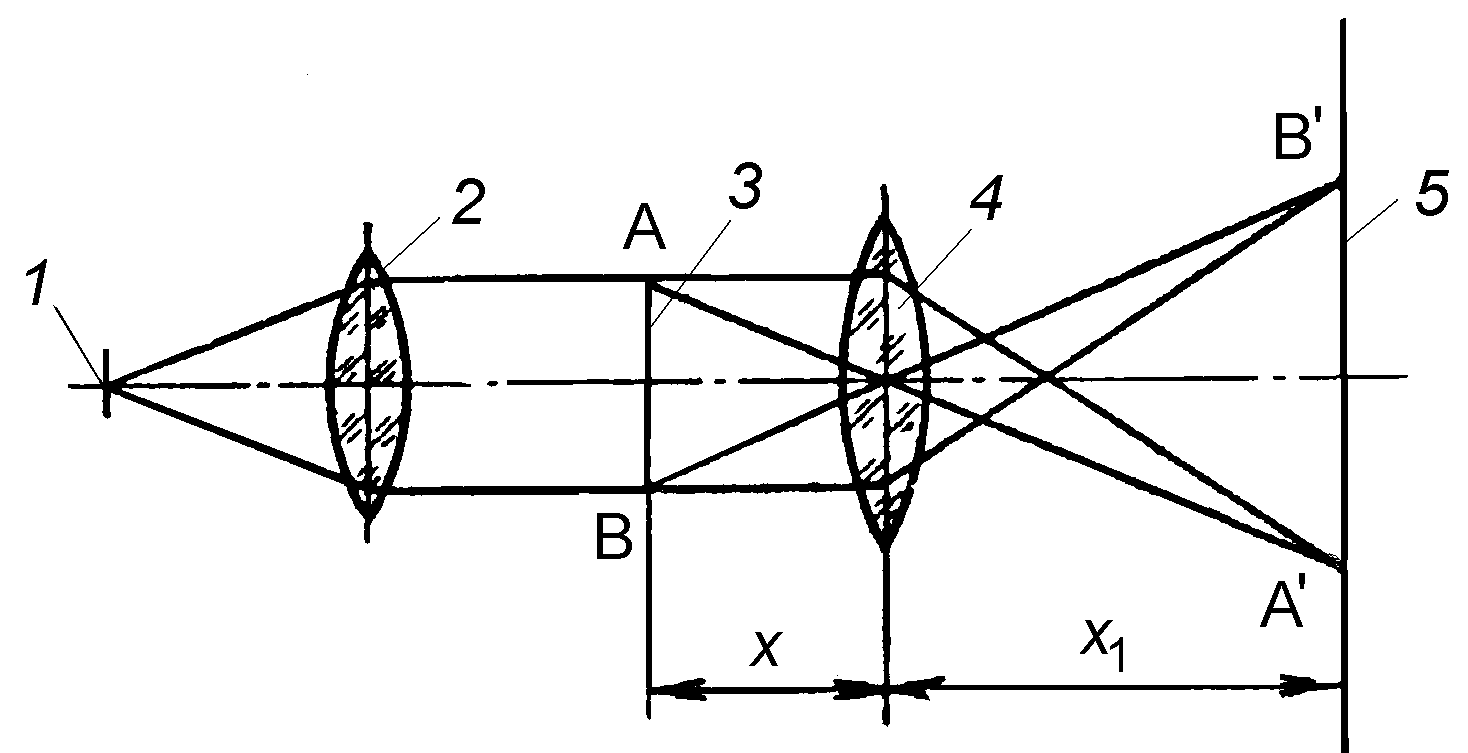
Рис. 14. Принципиальная оптическая схема проектора
Проекторы общего назначения предназначаются для непосредственных и сравнительных измерений в прямоугольных и полярных координатах линейных размеров (углов) разнообразных изделий сложного профиля. К этой группе относятся: большой проектор БП с увеличением 10, 20 и 50, диаметр экрана –600 мм, максимальный размер деталей, закрепляемых на столе, составляет по длине 330 мм, по диаметру 150 мм; часовые проекторы ЧП с увеличением 10, 20, 50, 100 и 200, размер экрана 560460 мм. Выпускаются также проекторы специализированного назначения (для массового контроля однотипных изделий).
3.3.7. Приборы и методы интерференционных измерений длины, оценки шероховатости поверхности и толщины неметаллических покрытий
На интерференции света основаны чувствительные и точные методы и средства линейных измерений [3, 4].
Как известно, в результате сложения когерентных световых лучей при определенных условиях возникают линии усиленного и ослабленного света – интерференционные полосы равной толщины и равного наклона. Полосы равной толщины наблюдаются при использовании прозрачных клинообразных пластин. В них интерференционные полосы располагаются параллельно ребру клина в местах одинаковой толщины, а переход от одной полосы к другой соответствует изменению оптической толщины пластины на половину длины световой волны /2. Полосы равного наклона наблюдаются в плоскопараллельных пластинах: появляются концентрические интерференционные кольца равного наклона. Поэтому при измерении линейных размеров и отклонений от плоскостности используется явление интерференции в плоскопараллельных и клинообразных стеклянных пластинках, в качестве меры при этом служит длина световой волны, а измерительными средствами являются либо непосредственно стеклянные пластинки, либо различные интерференционные приборы (интерферометры, микроскоп Линника и другие), в которых используются такие пластинки.
Непосредственное применение плоских
стеклянных пластинок позволяет произвести
проверку плоскостности шлифованных
поверхностей изделий. Для этого к ребру
поверхности под небольшим углом
прикладывается стеклянная пластинка
(рис. 15,а,б). При постоянных углах
наклона потока монохроматических
световых лучей и воздушного клина часть
лучей будет отражаться от поверхностей
стеклянной пластинки, а часть от
проверяемой поверхности. От высоты
воздушного клина зависит разность хода
лучейS1иS2.
Если она равна нулю или четному числу
полуволн, то в соответствующих местах
будут видны темные полосы; а нечетному
– светлые полосы. Каждая полоса
характеризует высоту воздушного клина
в месте ее расположения. Расстояние
между серединами двух соседних темных
(светлых) полос в интерференционной
картине называют шириной интерференционной
полосы (обознач.в). На рис. 15,бпоказаны интерференционные полосы (0,
1, 2, 3, 4, 5, 6) и соответственно значения
высот воздушного клина над ними (1/2;
2/2; 3/2;
...; 6/2). Четкие
интерференционные картины получаются
лишь при малых толщинах воздушных
клиньев; при толщинах, больших 2 мкм,
картина будет расплываться. На плоской
поверхности интерференционные полосы
параллельны, а на поверхностях с кривизной
(выпуклость, вогнутость) они имеют стрелу
прогибаf(рис. 15,в).
Отклонение от плоскостности исследуемой
поверхности вмикрометрах
определяется соотношением
![]() .
Немонохроматический
свет создает цветные полосы. В
этом случае за ширину полосы принимают
расстояние между серединами двух
соседних полос одинакового цвета.
.
Немонохроматический
свет создает цветные полосы. В
этом случае за ширину полосы принимают
расстояние между серединами двух
соседних полос одинакового цвета.
С помощью стеклянной пластинки, расположенной на отшлифованной правильной сферической поверхности (рис. 15,г), можно найти значениеhпо интерференционной картине в виде концентрических колец: h=п/2 (где п – число колец).
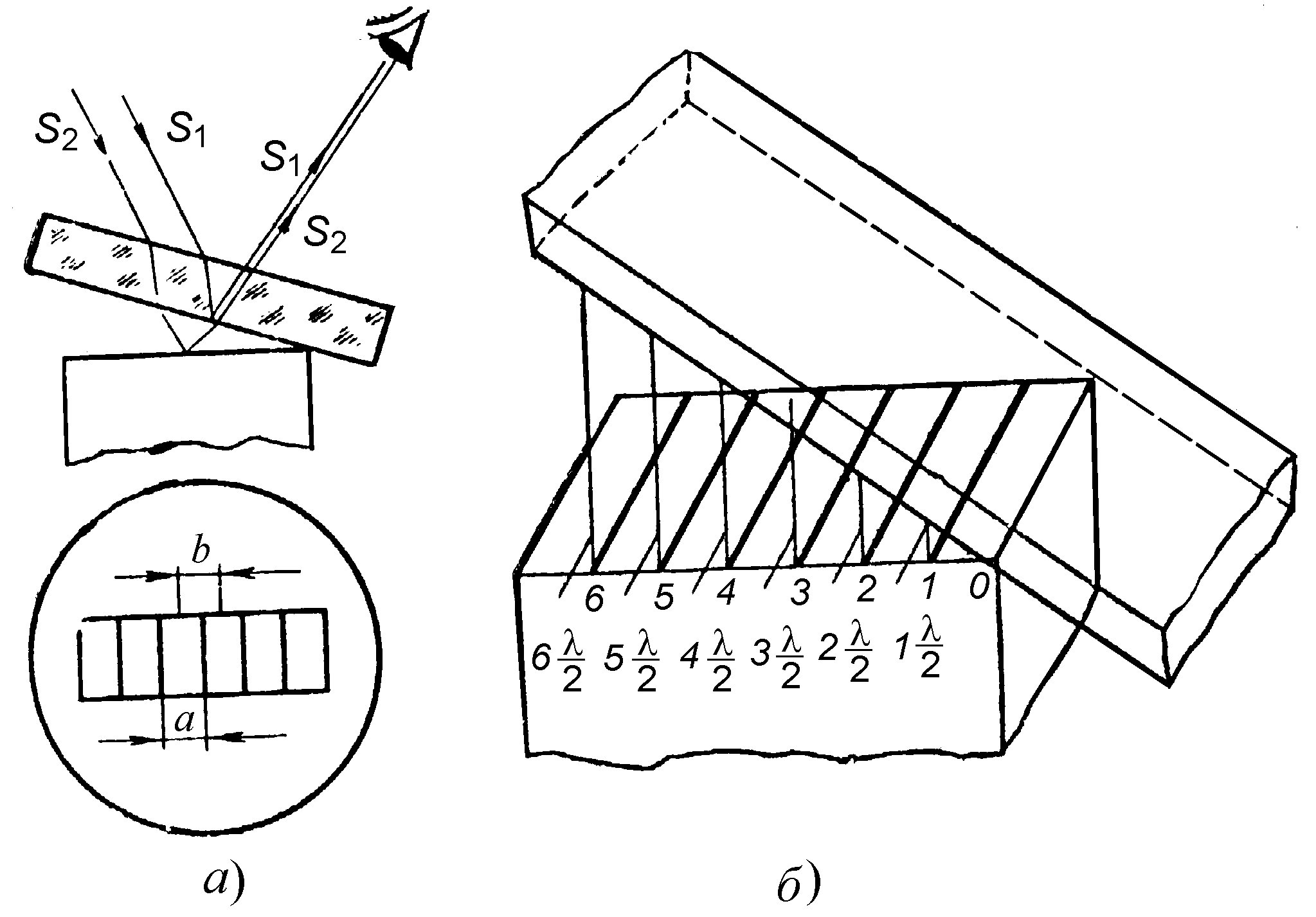
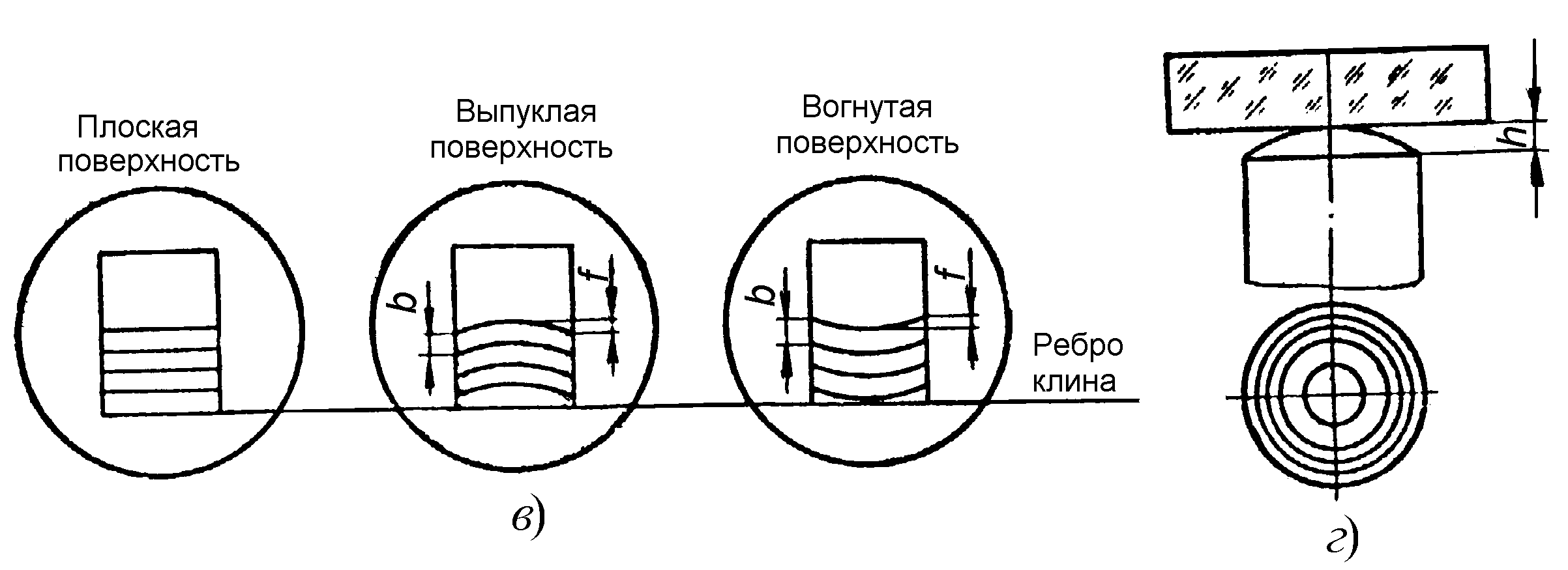
Рис. 15. Интерференционные измерения плоскости шлифованных поверхностей
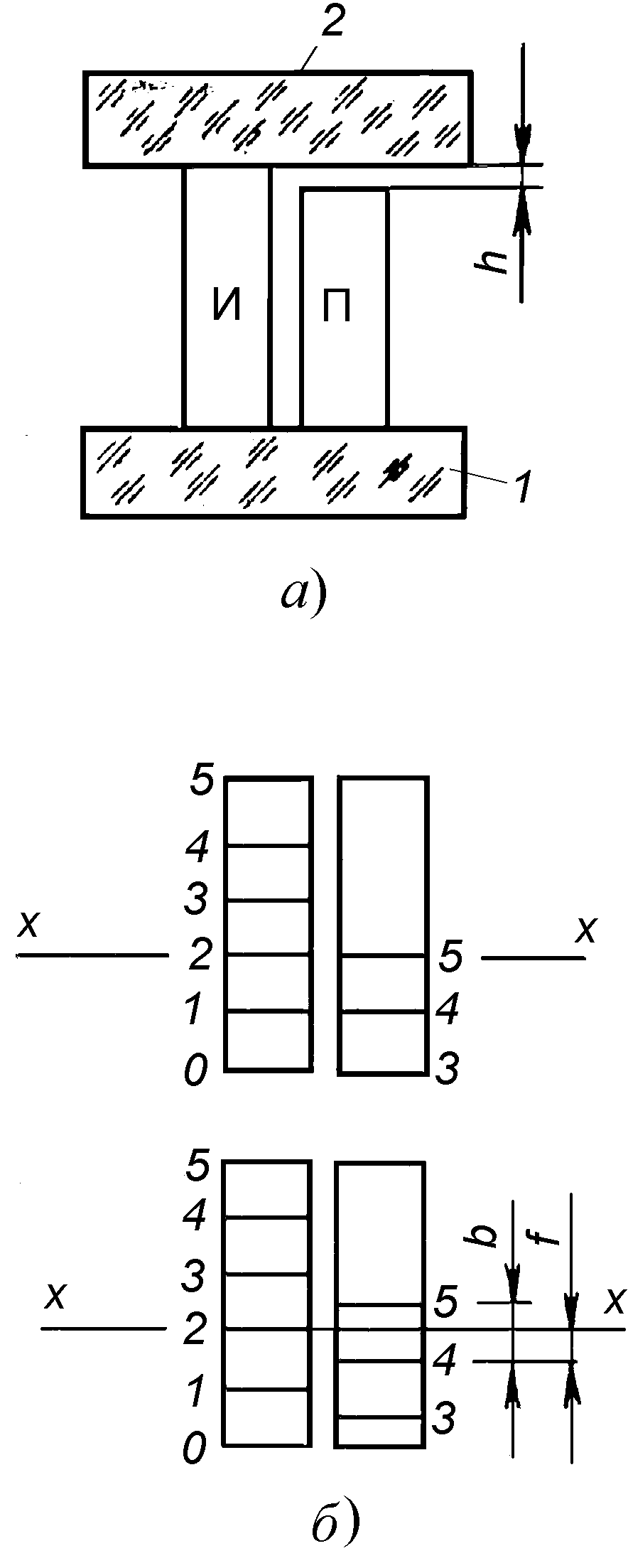
При непосредственном применении стеклянных пластин можно производить сравнительные технические измерения длин, например, поверку размеров плоскопараллельных концевых мер. Исходная и поверяемая меры притираются рядом к стеклянной пластине 1(рис. 16,а). На свободные поверхности накладывают стекло2 и создают воздушный клин. Разность высотh определяется по значениямвсмещенияf(рис. 16,б) и длины волны. В интерферометрах получение когерентных колебаний осуществляется разделением светового луча от источника света на несколько частей с помощью специальных оптических приспособлений, например, посеребренных полупрозрачных пластин. Лучи одновременно отражаются от них и проходят сквозь них, а после отражения от зеркал, вновь соединяясь, дают интерференционную картину. По принципу разделения световых лучей, участвующих затем в интерференции, интерферометры бываютдвухлучевыеимноголучевые.
|
|
|
16. Сравнительный интерференционный метод измерения длины |
|
|
|
|
а) |
б) |
|
| |
|
в) | |



Рис. 17. Контактный интерферометр:
а – общий вид; б – оптическая схема; в – шкала
Направление и ширину интерференционных полос можно регулировать наклоном зеркала 8, поворот которого осуществляется регулировочными винтами.
Предельная погрешность показаний интерферометра определяется по формуле
![]() ,
,
где – погрешность измерения длины волны, мкм;n– отсчет по шкале;С– цена деления шкалы.
Непосредственно по шкале прибора можно производить измерения в пределах 0,2 мм (толщины пленок, проволочек и т.д.). На вертикальном интерферометре измеряют наружные размеры плоских, цилиндрических изделий размером до 250 мм сравнительным методом, диаметры шариков, цилиндров. На горизонтальном можно также производить измерение отверстий от 13,5 мм и линейных размеров до 500 мм.
Интерференционный микроскоп В.П. Линника предназначен для контроля шероховатости поверхности.