

3.3.4. Оптико-механические приборы для измерения длин
Оптико-механические методы измерения широко распространены благодаря универсальности и высокой точности. Приборы, построенные на использовании этих методов, расширяют оптические возможности человеческого глаза, позволяют получить увеличенные изображения, измеряемых объектов и повышают точность отсчета. Увеличение, создаваемое оптическим прибором, характеризуется отношением угла зрения, под которым видят изображение предмета при помощи прибора, к углу зрения, под которым видят предмет невооруженным глазом на расстоянии нормального зрения.
Разрешающая способностьоптических приборов во много раз выше, чем у невооруженного глаза человека. Мерой разрешающей способности (силы) является наименьшее расстояние между двумя точками (линиями), которые еще могут быть различимыми. В объективах разрешающую способность принято определять числом линий на длину 1 мм. Для определения предела разрешения применяются тест-объекты и штриховые меры. На разрешающую способность влияют аберрация линз, дифракция от краев диафрагм, контраст полос и т.д.
Работа оптических приборов зависит от качества изготовления сложных оптических устройств, тщательности их настройки. Поэтому они, как правило, дорогие, а их эксплуатация не отличается простотой: точные измерения требуют большой аккуратности и занимают обычно много времени.
Оптико-механические методы измерений разделяются на контактныеибесконтактные. При контактных измерениях длин измерительный наконечник прибора контактирует с измеряемым изделием. Такие измерения могут быть сравнительные и непосредственные. При бесконтактных измерениях производится сравнение изображения измеряемого объекта в приборе с измерительной шкалой.
Оптико-механические приборы разнообразны по принципу действия и конструктивному выполнению. К таким приборам относятся рычажно-оптические, проекционные и измерительные – микроскопы и машины, длиномеры, интерференционные приборы. Повышение точности отсчета и измерений этих приборов достигается либо сочетанием механических передаточных механизмов с оптическим автоколлимационным устройством (оптиметры), либо благодаря значительному увеличению измеряемых объектов или шкал (микроскопы, проекторы и др.), либо измерением параметров интерференционных картин.
В рычажно-оптических приборах (оптиметр, микролюкс, оптотест и др.) используется оптический рычаг, принцип действия которого поясняет рис. 9: размерhпредмета будет иметь изображение с размеромHпри оптическом рычаге с плечамиа иb, т.е.Н=hb/a. Удлинение большого плечаb оптического рычага можно произвести в небольшом пространстве повторными отражениями от зеркал.

Рис. 9. Схема, поясняющая принцип оптического рычага

Рис. 10. Схема автоколлимации:
а – шкала смещена относительно главной оптической оси; б – зеркальная плоскость расположена под углом к главной оптической оси
Автоколлимационное
устройство содержит объектив и
расположенное на некотором расстоянии
от него зеркало. Принцип его работы
основан на том, что лучи от источника
света, находящегося в фокусе, вышедшие
из объектива параллельным пучком,
отразившись от зеркала, перпендикулярного
главной оптической оси, вновь собираются
в фокусе объектива. Если точка О не
совпадает с фокусом объектива, но
расположена в фокальной плоскости на
расстоянииа от главной оптической
оси (рис. 10,а), то лучи после прохождения
через объектив, отражения от зеркала и
возвращения через объектив соберутся
в точкеО', симметричной точкеО.
Таким образом, можно получить в окрестности
точкиО'перевернутое изображение
шкалы, расположенной в фокальной
плоскости в окрестности точки О. Это
изображение не сдвигается, при
параллельном смещении зеркала. Если же
источник светаО расположен в фокусе
объектива, а плоскость зеркала повернется
на угол(рис. 10,б),
то лучи, отразившись, пойдут под углом
2к главной оптической
оси и, преломившись
в объективе, сойдутся в точке01,
отстоящей от точки0 на расстоянии![]() .
.
|
|
|
Рис. 11. Схема оптиметра с проекционным отсчетом |

Положение предметного стола относительно измерительного наконечника может изменяться с помощью маховичков. На передней стенке корпуса измерительной трубки расположен экран, защищенный от бокового света блендой. При измерении размеров предметов различной формы (меры, шарики, тонкие ленты, пленки и т.д.) на предметный стол устанавливают разные вспомогательные приспособления. Цена деления шкалы оптиметров (ГОСТ 5405) 1 мкм (или 0,2 мкм); пределы измерений по шкале ±0,1 мм; пределы измерения у вертикальных оптиметров – до 200 мм, а у горизонтальных – до 500 мм; предельные погрешности составляют от нескольких десятых до нескольких сотых микрометров.
Оптикаторы– контактные рычажно-индикаторные приборы со световым отсчетом. Они содержат пружинный передаточный механизм микрокатора, совмещенный с увеличивающей оптической передачей – вместо стрелки5(см. рис. 8) на пружине 4укреплено зеркало, отражающее световое пятно с указательным штрихом на шкалу.
Оптикаторы (ГОСТ 10593) выпускаются с ценой деления 0,1; 0,2; 0,5 мкм; с пределами измерений по шкале соответственно ±0,012; ±0,025 и ±0,05 мм; предельная погрешность (зависит от измеряемых размеров) колеблется от ±0,25 до ±3,5 мкм.
Микролюкс, микрозил и оптотесявляются разновидностями оптикомеханических приборов, в которых используются механические и оптические рычаги в сочетании с качающимся зеркалом или указателем.
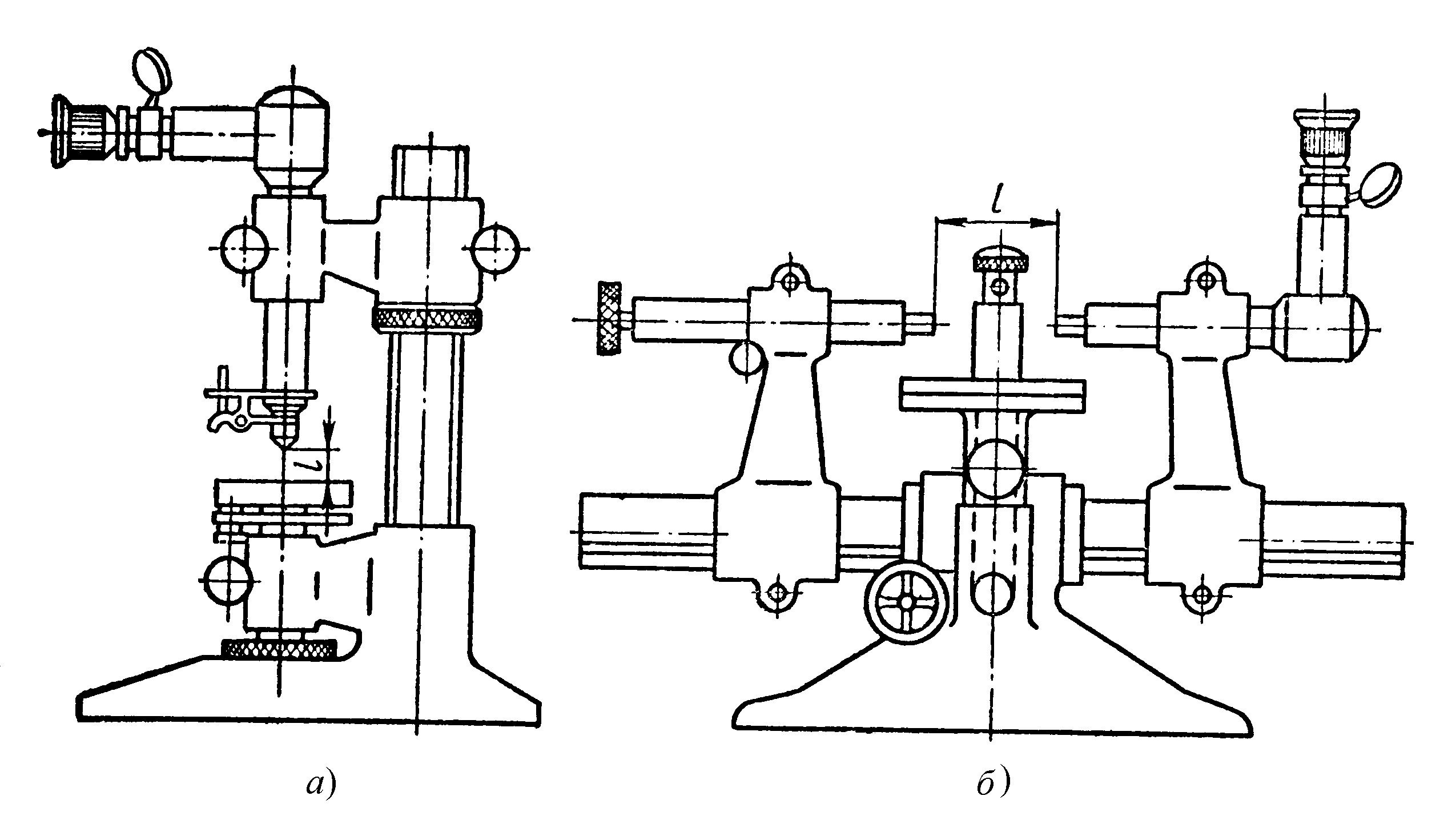
Рис. 12. Оптиметры:
а – вертикальный; б – горизонтальный