

Свойства режущих пластин цм332
|
Материал |
HRc |
Предел прочности, (кг/мм2) |
Удельный вес (г/см3) | |
|
при изгибе |
при сжатии | |||
|
ЦМ332 |
92…93 |
30…40 |
300 |
3,87…3,92 |
Эльбор (боразон) представляет собой нитрид бора с кубической кристаллической решеткой высокой прочности. В его составе до 40 % бора и до 50 % азота. Материал используют для изготовления инструмента с особо твердыми режущими пластинами.
Виды инструмента: специальные боразоновые шлифовальные круги и притирочные пасты для обработки материалов повышенной твердости, для обработки закаленных деталей из высокоуглеродистой стали (при снятии зубчатых венцов шестерен для процессов восстановления методами дополнительных ремонтных деталей), для обработки поверхностей отбеленного чугуна, для заточки металлокерамических пластин твердосплавного составного режущего инструмента и других подобных целей.
Основные операции изготовления режущего инструмента с минералокерамическими твердыми пластинами аналогичны операциям, приведенным в табл. 3.13. Аналогичная технология применена для изготовления составных фрез, зенкеров, разверток и т.п.
Одновременно с повышением качества режущего инструмента необходимо совершенствовать технологические процессы его использования. Выбор режимов скоростного и силового резания при обработке восстанавливаемых деталей может нарушить оптимальные характеристики рабочих поверхностей по структуре, прочности и послеремонтному ресурсу.
Примерами совершенствования процессов механической обработке деталей при восстановлении автомобильных двигателей ГАЗ, УАЗ, ЗМЗ могут быть рекомендации, разработанные на автомобильном факультете НГТУ, по использованию алмазных шлифовальных кругов и алмазных хонинговальных брусков с синтетическими алмазами АСО, а также введение двух операций чистового шлифования вместо одной.
Использование этих предложений в ремзонах производственно-технических служб двух нижегородских автотранспортных предприятий повысило стойкость инструмента, улучшило характеристики поверхностного и подповерхностных слоев восстанавливаемых деталей, уменьшило количество микротрещин на поверхности, увеличило ресурс отремонтированных деталей. Для обработки коренных и шатунных шеек двигателей ВАЗ под ремонтные размеры была использована рекомендация увеличения радиусов закругления на рабочих поверхностях шлифовальных кругов. Вследствие этого были увеличены радиусы галтелей и повышена прочность шеек коленчатых валов. По заказам ремонтных бюро при управлениях главного технолога ГАЗ и ЗМЗ были разработаны рекомендации по подбору режимов силового резания для твердосплавного инструмента, исключающие повреждения подповерхностных слоев восстанавливаемых деталей. При этом некоторое увеличение машинного времени на операции резания частично может быть скомпенсировано повышением стойкости инструмента, сокращением количества наладок станка, увеличением ресурса детали.
Упрочнение деталей при ремонте методами поверхностного пластического деформирования
Поверхностное пластическое деформирование (ППД) отличается от других методов ремонта: раздачи, осадки, вдавливания, правки соосных элементов валов т.п. тем, что при ППД одновременно с восстановлением формы ремонтируемой детали происходит изменение структуры поверхностных и подповерхностных слоев металла. При этом увеличиваются прочность металла, износостойкость рабочих поверхностей, оптимизируются структурные характеристики материала за счет повышения износостойкости и улучшения микропрофиля.
При обработке рабочих поверхностей резанием, как это следует из рис. 3.15, происходят процессы деформации металла, что приводит к увеличению количества нарушенных дислокаций (рис. 3.16 и рис. 3.17) [2, 5, 14].
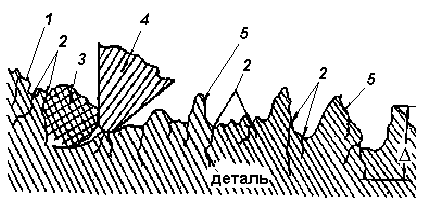
Рис. 3.15. Схема образования микротрещин при механической обработке детали: 1 – микропрофиль детали перед обработкой; 2 – микротрещины; 3 – элементарная порция (элементарный блок) стружки; 4 – резец; 5 – микропрофиль детали после обработки; – глубина проникновения микротрещин по линии сдвига

Рис. 3.16. Схема сил в нормальной дислокации:
а – схема атомной решетки; б – схема межатомных уравновешивающихся сил; 1 – атом поверхностного слоя; 2 – поверхность; 3 – атомы внутренних рядов структуры

Рис. 3.17. Схема сил в нарушенной дислокации:
а – схема атомной решетки; б – схема межатомных неуравновешивающихся сил. 1 – атом поверхностного слоя; 2 – поверхность; 3 – атомы внутренних рядов структуры
Дислокацией называют область кристаллической решетки, искаженной под влиянием перемещений в ней атомов. Для оценки состояния материала детали используют энергетическую теорию Губера-Мизеса-Генки, т.е. условие постоянства удельной энергии изменения формы. Согласно данной теории, для перехода металла в пластическое состояние необходимо накопить в объеме вещества некоторое постоянное количество потенциальной энергии независимо от схемы напряженного состояния. Обозначив величиной Аф удельную потенциальную энергию изменения формы, Адеф – энергию удельной потенциальной деформации металла, через Ао – удельную потенциальную энергию упругого изменения объема тела, получим выражение
Аф=Адеф Ао. (3.43)
Полагая деформации кубического элемента объема по осям x, y, z соответствующими величинам напряжений в элементе 1, 2, 3, а разности между 1 и 3 равными s, т.е. 1 – 3 = s, с соответствующими 1, 2, 3, получим
![]() , (3.44)
, (3.44)
![]() , (3.45)
, (3.45)
где i – характеристика деформации элементарного объема материала; 1, 2, 3 – деформации элементарного объема материала по осям x, y, z под действием сил деформации Рдеф.
Совместное решение уравнений (3.44) и (3.45) и использование так называемых «кривых упрочнения», полученных в результате экспериментальных исследований, позволяют найти величину «оптимального сопротивления деформации». При этом материал детали упрочняется в заданных технологической обработкой пределах за счет увеличения потенциальной энергии поверхностного слоя, «схлопывания» микротрещины и оптимизации характеристик исходного микропрофиля (см. рис. 3.18 и 3.19). Так, например, при осадке наружной поверхности трубы амортизатора или при ремонте впускного клапана методом вдавливания пуансона в его головку, напряжения могут быть подсчитаны по следующему выражению:
![]() , (3.46)
, (3.46)
где u – «коэффициент вытяжки»; F0 – начальная площадь поперечного сечения детали; F1 – площадь поперечного сечения детали после прошивки гладкой «брошью» или после обжатия оправкой.

Рис. 3.18. Схема расположения блоков и межблочных зон в приповерхностном слое детали:
1 – пленка окислов на поверхности детали; 2 – блоки (нормальные дислокации); 3 – межблочные зоны (нарушенные дислокации)

Рис 3.19. Схема увеличенного участка микропрофиля детали:
1 – микротрещины; 2 – межблочные зоны; 3 – блоки; 4 – поверхность детали; 5 – пленка окисла; l – длина опорной площадки на вершине гребешка микропрофиля; S – соответствующая ей площадь
Коэффициент уменьшения поперечного сечения подсчитывают по выражению
![]() , (3.47)
, (3.47)
где l0 – длина детали до прошивки отверстия или до обжатия оправкой; l1 – длина детали после данной обработки;
![]() , (3.48)
, (3.48)
где k – коэффициент уменьшения поперечного сечения детали после обработки наружной и внутренней поверхности методами пластической деформации. При этом напряжение деформации z должно удовлетворять условию
![]() , (3.49)
, (3.49)
где р – предел прочности материала детали на растяжение (кг/мм2).
Основными способами восстановления деталей методами пластического деформирования являются следующие: «а» – осаживание детали; «б»– раздача детали при прошивке гладкой «брошью»; «в» – обжатие детали при помощи специальной наружной оправки (рис. 3.20) [4, 12].
Методы ПДД приводят к увеличению усталостной прочности детали на 25…30 % и более. Они широко использовались при восстановлении деталей двигателей в ОАО ГАЗ (г. Нижний Новгород) и в ярославском объединении «Автодизель» (г. Ярославль, г. Тутаево). Некоторые режимы упрочнения автомобильных сталей с увеличением усталостной прочности -1 (%) после ППД приведены в табл. 3.15.

Рис. 3.20. Схема восстановления деталей способами давления:
а – осадкой; б – раздачей; в – обжатием; Р – приложенные силы, – деформации под действием этих сил
Мартенситная структура – специфическая мелкоигольчатая микроструктура сплава, определяющая его максимальную твердость. Скорость V распада мартенсита соответствует выражению
![]() , (3.50)
, (3.50)
где n – число кристаллов карбида; u – энергия активизации распада 33000 (кал/моль); R – постоянная среды; Т – температура (К).
Наиболее эффективными приемами ППД являются технологические процессы обкатки галтелей коленчатых валов, стержней и фасок клапанов роликами, обработка заготовок стальных и чугунных коленчатых валов, а также распределительных шестерен металлической «дробью» в потоке сжатого воздуха, упрочнение при ремонте рабочих поверхностей «зеркала цилиндров» с помощью механических, пневматических и электрических вибраторов и другие, подобные перечисленным, процессы. Усилие воздействия на упрочняемую деталь не должно сообщать излишней энергии поверхностным ее слоям. В противном случае возможно искажение формы детали, главным образом, в виде изгибов продольной оси. Для увеличения стойкости детали к усталостным напряжениям -1 (см. табл. 3.15) необходимо соблюдать при операциях ППД ограничения величин «нагрузки обката», не превышая ее допустимых величин.
Таблица 3.15