Расчет технико-экономических показателей
|
Наименование показателей |
Единицы измерения |
Расчетная формула и расчет |
Значение показателя |
|
1 |
2 |
3 |
4 |
|
1.Трудоемкость изготовления изделия |
с |
Т изд |
|
|
2. Количество рабочих: - расчетное; - фактическое |
чел. чел. |
N расч. N факт. |
46,000 46 |
|
3. Сменный выпуск |
ед. |
Мсм. = R / τ = 28800/ 76,7 |
375 |
|
4. Выработка на одного рабочего |
ед. |
В 1 раб. = М см. / Nфакт. = 375/46 |
8,15 |
|
5. Средний тарифный разряд |
|
Р ср. = Сумма разрядов / Nрасч. = 108,844 / 46,00 |
2,366 |
|
6. Средний тарифный коэффициент |
|
ТК ср = Сумма тариф. коэф-тов / Nрасч. = 51,720 / 46 |
1,1243 |
|
7. Средняя стоимость обработки или суммарная расценка |
коп. |
Ст.ср.= Т изд х ТК ср х Тар.ст. 1 разр. Или из итогов схемы разд. труда |
|
|
8. Коэффициент механизации |
|
К мех. = Тм. + Тсм. + Тпр. Тизд. |
|
|
9. Коэффициент использования оборудования |
|
К и.о. = Σ t мех. Σ t опер. мех. |
|
|
10. Коэффициент согласования |
|
Кс = Т изд. = N расч. N ф. х τ изд. N факт. |
|
|
11. Площадь потока |
м² |
S пот = S 1раб х N факт |
|
|
12. Съем продукции с 1 м² площади |
ед. |
С 1 м² = М см / S пот |
|
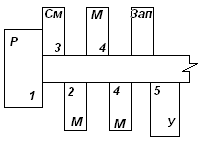
13 Планировка рабочих мест в потоке
Размещение рабочих мест в потоке должно обеспечивать удобную передачу полуфабриката между исполнителями. Рабочие места в потоке располагают на основании технологической схемы потока, построенного ранее монтажного графика и предварительного расчета потока. Количество рабочих мест в потоке не соответствует количеству рабочих, так как в потоке помимо основного оборудования размещаются запасные рабочие места, а также прессы или другое оборудование, которое нельзя установить на одном рабочем месте.
Планировка выполняется в масштабе 1:100. На плане размещения рабочих мест указывается номер операции и специализацию согласно технологической схеме потока. Рабочие места, связанные между собой передачами, отображенными на монтажном графике, должны быть приближены друг к другу на планировке так, чтобы рабочий мог выполнить передачу, не вставая с рабочего места левой рукой
В анализе планировки следует отразить, насколько соблюдены следующие требования и рекомендации:
* полуфабрикат в процессе обработки передается по междустолью в зоне обхвата руки рабочего, а междустолье находится слева от рабочего;
* все рабочие места, кроме прессовых, примыкают вплотную к междустолью и располагаются под прямым углом к нему;
* прессы размещаются на расстоянии от междустолья 0,1 - 0,2 м;
Следует описать так же, как размещаются спецмашины, вынесенные из технологического процесса.
Габариты рабочих мест приведены в таблице 12.
Таблица 12
Размеры рабочих столов
|
Виды работ |
Размеры рабочих столов в м при изготовлении изделий | |||
|
пальто |
костюм |
платье |
белье | |
|
Машинные работы |
0,65 х 1,2 |
0,65 х 1,2 |
0,6 х 1,2 |
0,6 х 1,2 |
|
Ручные работы, в том числе: |
|
|
|
|
|
- с расположением изделия на столе |
0,8 х 1,4 |
0,8 х 1,4 |
0,7 х 1,2 |
0,7 х 1,2 |
|
- с расположением изделия на коленях |
0,4 х 1,2 |
0,4 х 1,2 |
0,4 х 1,1 |
0,4 х 1,1 |
|
Утюжильные работы, в том числе: |
|
|
|
|
|
- внутрипроцессная ВТО |
0,8 х 1,4 |
0,8 х 1,4 |
0,7 х 1,3 |
- |
|
- окончательная ВТО |
0,9 х 1,6 |
0,8 х 1,4 |
0,7 х 1,3 |
0,6 х 1,3 |
|
Прессы: |
|
|
|
|
|
- легкий – ПЛП |
0,65 х 1,1 |
0,65 х1,1 |
0,65 х 1,1 |
0,65 х 1,1 |
|
- средний – ПСП |
0,8 х 1,4 |
0,8 х 1,4 |
0,8 х 1,4 |
0,8 х 1,4 |
|
- тяжелый –ТПП |
1,2 х 1,4 |
1,2 х 1,4 |
- |
1,2 х 1,4 |
|
ГПД – 10 |
- |
- |
|
0,9 х 1,6 |
|
Стеллажи для хранения кроя в зоне запуска |
0,7 – 0,8 х 1,2 – 1,5 | |||
|
Стол запуска |
1,0 х 2,0 | |||
Размещение рабочих мест в потоке может быть групповым (например, в заготовительной секции АГП) или агрегатным.
В агрегатных потоках длина агрегата зависит от вида изделия, изготавливаемого в потоке и от количества рабочих мест в потоке (основных и запасных) и должна быть кратна шагу рабочего места.
Пример выполнения планировки с агрегатным расположением рабочих мест представлен ниже для приведенного ранее фрагмента монтажного графика: