

1.Классификация электрохимических методов обработки поверхности металлов, их применение в формном производстве.
В ПРОИЗ-ВЕ ПФ НАИБОЛЕЕ ВОСТРЕБОВАНЫ ТЕХНОЛОГИИ ОСНОВАН-Е НА ЯВЛ ЭЛЕКТРОЛИЗА.
1)ЦЕЛЕВОЙ ПРОЦЕСС –ВОССТАНОВЛЕНИЕ МЕ. МЕТОДЫ ПРИМЕНИМЫ ДЛЯ ПОВЕРХНОСТНОЙ МОДИФИКАЦИИ ФИЗ-ХИМ СВОЙСТВ ЭЛЕМЕНТОВ ОБОРУДОВАНИЯ (ГАЛЬВАНОСТЕГИЯ) ЛИБО ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТОВ ОБОРУДОВАНИЯ(ГАЛЬВАНОПЛАСТИКА).
 +
ne
→
+
ne
→

В электролите на поверхности
Ni, Cr, Zn, Cu, Sn, сплавы и т.д.
 +14
+14 +12e→
2
+12e→
2 +
7H20
+
7H20
 +1e
→
+1e
→ +3
+3
2) АНОДНОЕ ОКСИДИРОВАНИЕ МЕ.
ОБРАБАТЫВАЕМЫЕ ИЗДЕЛИЯ ПОДКЛЮЧАЮТ К + ИСТОЧНИКА ПИТАНИЯ ПОСТОЯННОГО ТОКА И НА ПОВЕРХНОСТИ ИЗДЕЛИЯ ОБРАЗУЕТСЯ ОКСИДНЫЙ СЛОЙ .
2
Ме
+ NН2О
–2ne
→
 +
2n
+
2n
Изделие покрытие
РЕАКЦИЯ
ОКСИДИРОВАНИЯ МЕДИ: Си
+2 -2е
→ СиО + Н2О
-2е
→ СиО + Н2О
Анодный процесс
Си + 2ОН → Си+ Н2О+ 2е
3)ЭЛЕКТРОХИМ ПОЛИРОВАНИЕ.
АНОДНОЕ РАСТВОРЕНИЕ МИКРОВЫСТУПОВ МЕ ПОВЕРХНОСТИ ПРИВОДЯЩЕЕ К СГЛАЖИВАНИЮ МИКРОЭЛЕМ. ПОЛИРУЕМОГО ИЗДЕЛИЯ. ЗА СЧЕТ СПЕЦИФ СВ-В ЭЛЕКТРОЛИТА АНОДНОЕ ОКИСЛЕНИЕ МЕ СОСРЕДОТАЧИВАЕТСЯ НА МИКРОВЫСТУПАХ ПОВЕРХНОСТИ.
 -
nе
→
-
nе
→
Выступ электролит
ГАЛЬВОНИЧЕСКИЕ ЭЛЕМЕНТЫ ЛЕЖАТ В ОСНОВЕ ПРОЦЕССОВ ТРАВЛЕНИЯ МЕ В ВОДН РА-Х КИСЛОТ ИЛИ ЩЕЛОЧЕЙ . ПРИ ПРОСТРАНСТВЕННОМ РАЗДЕЛЕНИИ ПРОЦЕССОВ ОКИСЛЕНИЯ И ВОССТАНОВЛЕНИЯ РЕАЛИЗУЕТСЯ УДАЛЕНИЕ ЧАСТИ МЕ-КОЙ ПОВЕРХНОСТИ С СОЗДАНИЕМ НЕОБХОДИМОГО РЕЛЬЕФА. ЗОНИРОВАНИЕ ПОВЕРХНОСТИ РЕАЛИЗУЕТСЯ ТРАДИЦИОННЫМИ МЕТОДАМИ ФОТОЛИТОГРАФИИ.
Ме
+ 2Н → Ме +

А
Ме
- ne
→

K
2H
+ 2e
→

НА ПОВЕРХНОСТИ ОБРАБАТЫВАЕМОГО МЕ ФОРМИРУЕТСЯ ЧЕРЕДУЮЩИЕСЯ МИКРОУЧАСТКИ С РАЗЛИЧНЫМ ПОТЕНЦИАЛОМ.

2.Основные составляющие электрохимических систем: определение понятий, примеры. Особенности номенклатуры электролитов в прикладной электрохимии.
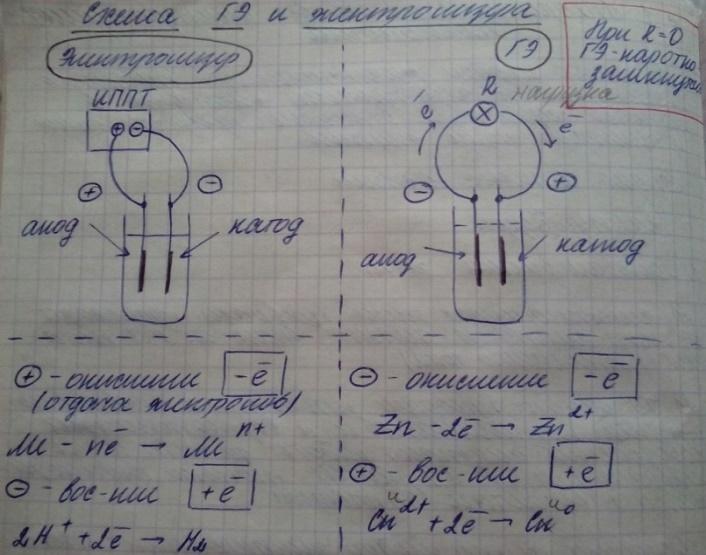
2 ТИПА СИСТЕМ: ЭЛЕКТРОЛИЗЁРЫ, ГАЛЬВАНИЧЕСКИЕ ЭЛЕМЕНТЫ.
В ЭЛЕКТРОЛИЗЁРЕ ХИМИЧЕСКИЕ ПРЕВРАЩЕНИЯ ПРОИСХОДЯТ ЗА СЧЁТ ЭЛЕКТРИЧЕСКОЙ ЭНЕРГИИ ВНЕШНЕГО ИСТОЧНИКА ПИТАНИЯ(ПОСТОЯННОГО ТОКА).
В ГАЛЬВАНИЧЕСКОМ ЭЛЕМЕНТЕ ХИМ ПРЕВРАЩЕНИЯ ПРИВОДЯТ К ПОЯВЛЕНИЮ РАЗНИЦЫ ПОТЕНЦИАЛОВ И К ВОЗМОЖНОСТИ СОВЕРШЕНИЯ ЭЛЕКТРИЧЕСКОЙ РАБОТЫ ЗА СЧЁТ ХИМ ПРЕВРАЩЕНИЙ.
ОСНОВНЫЕ ЭЛЕМЕНТЫ ЛЮБОЙ ЭЛЕКТРОХИМ СИСТЕМЫ:
-ЭЛЕКТРОДЫ( КАК МИН 2)- ЭЛЕКТРОННЫЙ ПРОВОДНИК ЭЛЕКТРИЧЕСТВА ИЛИ ПРОВОДНИК 1 РОДА , НАХОДЯЩИЙСЯ В КОНТАКТЕ С ПРОВОДНИКОМ 2 РОДА(ЭЛЕКТРОЛИТОМ ИЛИ ИОННЫМ ПРОВОДНИКОМ)
-ЭЛЕКТРОЛИТ(ОДИН ИЛИ НЕСКОЛЬКО), КОТОРЫЙ СОДЕРЖИТ РЕАГИРУЮЩИЕ В-ВА И ИОНИЗИРОВАННЫЕ В-ВА, ОБЕСПЕЧИВАЮЩИЕ ЕГО ЭЛЕКТРОПРОВОДНОСТЬ.
- ВНЕШНЯЯ ЦЕПЬ(МЕТАЛЛИЧЕСКИЙ ПРОВОДНИК, СОЕДЕНЯЮЩИЙ ЭЛЕКТРОДЫ И ОБЕСПЕЧИВАЮЩИЙ ПРОХОЖДЕНИЯ ТОКА М-ДУ НИМИ).
3.Возникновение разности потенциалов на границе раздела фаз металл-раствор. Уравнение Нернста. Равновесный потенциал. Стандартный потенциал.
МЕХАНИЗМ
ВОЗНИКНОВЕНИЯ ЭЛЕКТРОДНОГО ПОТЕНЦИАЛА
МОЖНО РАССМОТРЕТЬ НА ПРИМЕРЕ МЕТАЛЛИЧЕСКОЙ
ПЛАСТИНЫ (ЭЛЕКТРОД) , ПОГРУЖЕННЫЙ В
РАСТВОР СОЛИ ТОГО ЖЕ МЕТАЛЛА (ЭЛЕКТРОЛИТ)
. МЕЖДУ ЭЛЕКТРОДОМ И ЭЛЕКТРОЛИТОМ
НАЧИНАЕТСЯ ВЗАИМОДЕЙСТВИЕ , ЗАКЛЮЧАЮЩЕЕСЯ
В ПЕРЕХОДЕ КАТИОНОВ ИЗ МЕТАЛЛА В РАСТВОР
ИЛИ ОБРАТНО. НАПРАВЛЕНИЕ ПЕРЕХОДА
ОПРЕДЕЛЯЕТСЯ СООТНОШЕНИЕМ ЭЛЕКТРОХИМИЧЕСКИХ
ПОТЕНЦИАЛОВ КАТИОНОВ МЕ В УЗЛАХ
КРИСТАЛЛИЧЕСКОЙ РЕШЕТКИ МЕ И В РАСТВОРЕ
( В ГИДРАТИРОВАННОМ СОСТОЯНИИ)
 .
.
ЕСЛИ
 , КАТИОНЫ ПЕРЕХОДЯТ ИЗ МЕТАЛЛА В РАСТВОР
, ПРОТЕКАЕТ РЕАКЦИЯ ОКИСЛЕНИЯ
, КАТИОНЫ ПЕРЕХОДЯТ ИЗ МЕТАЛЛА В РАСТВОР
, ПРОТЕКАЕТ РЕАКЦИЯ ОКИСЛЕНИЯ →
→
 +
+ .
ПРИ ЭТОМ ПОВЕРХНОСТЬ МЕ ЗАРЯЖАЕТСЯ
ОТРИЦАТЕЛЬНО , А ПРИЛЕГАЮЩИЙ К НЕЙ СЛОЙ
РА-РА ПРИОБРЕТАЕТ ИЗБЫТОЧНЫЙ ПОЛОЖИТЕЛЬНЫЙ
ЗАРЯД. ЕСЛИ
.
ПРИ ЭТОМ ПОВЕРХНОСТЬ МЕ ЗАРЯЖАЕТСЯ
ОТРИЦАТЕЛЬНО , А ПРИЛЕГАЮЩИЙ К НЕЙ СЛОЙ
РА-РА ПРИОБРЕТАЕТ ИЗБЫТОЧНЫЙ ПОЛОЖИТЕЛЬНЫЙ
ЗАРЯД. ЕСЛИ ,
КАТИОНЫ ПЕРЕХОДЯТ ИЗ РАСТВОРА НА МЕТАЛЛ,
ПРОТЕКАЕТ РЕАКЦИЯ ВОССТАНОВЛЕНИЯ ИЛИ
КАТОДНАЯ ПОЛУРЕАКЦИЯ
,
КАТИОНЫ ПЕРЕХОДЯТ ИЗ РАСТВОРА НА МЕТАЛЛ,
ПРОТЕКАЕТ РЕАКЦИЯ ВОССТАНОВЛЕНИЯ ИЛИ
КАТОДНАЯ ПОЛУРЕАКЦИЯ +
+ →
→ .
.
ПРИ ЭТО ПОВЕРХНОСТЬ Ме ЗАРЯЖАЕТСЯ ПОЛОЖИТЕЛЬНО, РА-Р ПОЛУЧАЕТ ОТРИЦАТЕЛЬНЫЙ ЗАРЯД.
ПОСТЕПЕННО
НАКОПЛЕНИЕ ЗАРЯДОВ НА ГРАНИЦЕ РАЗДЕЛА
ПРИВОДИТ К ВЫРАВНИВАНИЮ ЭЛЕКТРОХИМИЧЕСКИХ
ПОТЕНЦИАЛОВ И УСТАНОВЛЕНИЮ ДИНАМИЧЕСКОГО
РАВНОВЕСИЯ , ПРИ КОТОРОМ ПРЯМОЙ ПЕРЕХОД
КАТИОНОВ, НАПРИМЕР, ИЗ РА-РА НА МЕ
ПРОДОЛЖАЕТСЯ, ОДНОВРЕМЕННО С ТОЙ ЖЕ
СКОРОСТЬЮ ПРОИСХОДИТ ОБРАТНЫЙ ПЕРЕХОД
( из Ме в ра-р):
 ↔
↔ +
+ .
ТАКОЕ СОСТОЯНИЕ НАЗЫВАЕТСЯ СОСТОЯНИЕМ
ЭЛЕКТРОХИМИЧЕСКОГО РАВНОВЕСИЯ.
.
ТАКОЕ СОСТОЯНИЕ НАЗЫВАЕТСЯ СОСТОЯНИЕМ
ЭЛЕКТРОХИМИЧЕСКОГО РАВНОВЕСИЯ.
ЗАРЯЖЕННАЯ ПОВЕРХНОСТЬ МЕ ПРИТЯГИВАЕТИЗ РА-РА ИОНЫ ПРОТИВОПОЛОЖНОГО ЗНАКА И ОТТАЛКИВАЕТ ОДНОИМЕННО ЗАРЯЖЕННЫЕ ИОНЫ. Т.О. В ПРИЛЕГАЮЩЕМ К ЭЛЕКТРОДУ СЛОЕ РА-РА ПОЯВЛЯЕТСЯ ИЗБЫТОК ИОНОВ СО ЗНАКОМ, ПРОТИВОПОЛОЖНЫМ ЗНАКУ ЗАРЯДА МЕ. ЭТОТ СЛОЙ ВМЕСТЕ С ЗАРЯЖЕННОЙ ПОВЕРХНОСТЬЮ МЕ ОБРАЗУЕТ НА ГРАНИЦЕ РАЗДЕЛА ФАЗ ДВОЙНОЙ ЭЛЕКТРИЧЕСКИЙ СЛОЙ. МЕЖДУ РАЗНОИМЕННЫМИ ЗАРЯЖЕННЫМИ ОБКЛАДКАМИ ДВОЙНОГО СЛОЯ ВОЗНИКАЕТ РАЗНОСТЬ ПОТЕНЦИАЛОЙ, ОПРЕДЕЛЯЮЩАЯ ЭЛЕКТРОДНЫЙ ПОТЕНЦИАЛ.
ЛЮБУЮ
ЭЛЕКТРОДНУЮ РЕАКЦИЮ МОЖНО ПРЕДСТАВИТЬ
СЛЕД ОБРАЗОМ: Ох +
 ↔Red
, Ох- ПРОДУКТЫ ПОЛУРЕАКЦИИ ОКИСЛЕНИЯ ,
RED-
ПРОДУКТЫ ПОЛУРЕАКЦИИ ВОССТАНОВЛЕНИЯ.
↔Red
, Ох- ПРОДУКТЫ ПОЛУРЕАКЦИИ ОКИСЛЕНИЯ ,
RED-
ПРОДУКТЫ ПОЛУРЕАКЦИИ ВОССТАНОВЛЕНИЯ.
ВЕЛИЧИНА РАВНОВЕСНОГО ЭЛЕКТРОДНОГО ПОТЕНЦИАЛА ЗАВИСИТ ОТ ПРИРОДЫ И АКТИВНОСТИ КОМПОНЕНТОВ
ЭЛ-ТА, МАТЕРИАЛА ЭЛЕКТРОДА , ТЕМПЕРАТУРЫ И МОЖЕТ БЫТЬ РАССЧИТАНА ПО УРАВНЕНИЮ НЕРНСТА:
 =
= +
+ ln
ln

 ,
Т.Е. РАВНОВЕРСНЫЙ ПОТЕНЦИАЛ В УСЛОВИЯХ
РАВЕНСТВА ЕДЕНИЦЕ ПРОИЗВЕДЕНИЯ
АКТИВНОСТЕЙ ВЕ-В, УЧАСТВУЮЩИЙ В ЭЛЕКТРОДНОЙ
РЕАКЦИИ, В.
,
Т.Е. РАВНОВЕРСНЫЙ ПОТЕНЦИАЛ В УСЛОВИЯХ
РАВЕНСТВА ЕДЕНИЦЕ ПРОИЗВЕДЕНИЯ
АКТИВНОСТЕЙ ВЕ-В, УЧАСТВУЮЩИЙ В ЭЛЕКТРОДНОЙ
РЕАКЦИИ, В.
R- УНИВЕРСАЛЬНАЯ ГАЗОВАЯ ПОСТОЯННАЯ , РАВНАЯ 8,318ДЖ/(МОЛЬ*К)
Т- ТЕМПЕРАТУРА,К
z- ЧИСЛО ЭЛЕКТРОНОВ, МОЛЬ
F-ПОСТОЯННАЯ ФАРАДЕЯ, РАВНАЯ 96 500 КЛ/МОЛЬ
 -
ПРОИЗВЕДЕНИЕ АКТИВНОСТЕЙ А ВЕ-В –
УЧАСТНИКОВ ПОЛУРЕАКЦИИ В СТЕПЕНЯХ ,
СООТВЕТСЬВУЮЩИХ ИХ СТЕХИОМЕТРИЧЕСКИМ
КОЭФФИЦИЕНТАМ V,
ПРИЧЁМ
-
ПРОИЗВЕДЕНИЕ АКТИВНОСТЕЙ А ВЕ-В –
УЧАСТНИКОВ ПОЛУРЕАКЦИИ В СТЕПЕНЯХ ,
СООТВЕТСЬВУЮЩИХ ИХ СТЕХИОМЕТРИЧЕСКИМ
КОЭФФИЦИЕНТАМ V,
ПРИЧЁМ
 >1
ДЛЯ ОКИСЛЕННОЙ ФОРМЫ ,
>1
ДЛЯ ОКИСЛЕННОЙ ФОРМЫ , <1
ДЛЯ ВОССТАНОВЛЕННОЙ ФОРМЫ.
<1
ДЛЯ ВОССТАНОВЛЕННОЙ ФОРМЫ.