

I-течение (растяжение) расплава (0-70 см), II- ориентация кристаллитов (70-130), III- деформация нити («холодное вытягивания» 130-)
Возникающие ориентированные агрегаты играют роль зародышей кристаллизации, что приводит к ускорению ориентационной кристаллизации, скорость которой, например, для медленно кристаллизирующегося при обычном формовании полиэтилентерефталата возрастает на несколько десятичных порядков и завершается за 5…10 мс.
Ориентированные сегменты макромолекул кристаллизуются практически со скоростью зародышеобразования и при более высокой температуре. Установлено, что чем выше скорость формования, а соответственно и растягивающее напряжение, тем при более высокой температуре (на более близком расстоянии от фильеры) начинается кристаллизация полимера. Такие особенности кристаллизации характерны только для полиэтилентерефталата, так как полиамиды и полипропилен кристаллизуются и при низких скоростях формования.
Одной из особенностей высокоскоростного формования является возникновение зоны локальной деформации или шейки. В области шейки полимер начинает быстро кристаллизоваться, а выше не кристаллизуется. При кристаллизации в условиях молекулярной ориентации переход от аморфного к кристаллическому состоянию происходит через мезофазное состояние и ориентационная кристаллизация начинается с поверхности нити. Переход ориентированного расплава в твердое кристаллическое состояние связан с меньшим понижением энтропии, чем при кристаллизации изотропного расплава, а следовательно, с большим изменением свободной энергии.
В этой области отмечается резкое увеличение показателя двойного лучепреломления формуемых нитей. Однако быстрое возрастание ориентации происходит в основном за счет кристаллических областей, так как ориентация аморфных областей увеличивается медленно.
Третья зона формования начинается от точки затвердевания полимера (130 см от фильеры). Установлено, что даже после затвердевания нить испытывает воздействие высокого растягивающего напряжения, которое возрастает за счет силы аэродинамического сопротивления, что может вызывать “холодное” вытягивание свежесформованного волокна.
Для математического описания процесса установившегося высокоскоростного формования полиэфирных нитей можно использовать следующие основные уравнения.
 (1.1)
(1.1)
 (1.2)
(1.2)
 (1.3)
(1.3)
где Х – расстояние от фильеры, Т – температура нити, V – скорость нити,
G – скорость подачи расплава, - плотность, Ср – удельная теплоемкость,
- продольная вязкость, F – натяжение, Та – температура окружающего
воздуха,
 - скорость поперечного потока охлаждающего
воздуха,
- скорость поперечного потока охлаждающего
воздуха,
g – ускорение силы тяжести.
Второй член в уравнении (3) соответствует аэродинамической силе, вклад которой в уравнение баланса сил при ВСФ более весомый, чем при формовании на обычных скоростях. Следует отметить, что высокие скорости формования повышают стабильность процесса и тем самым способствуют более высокой равномерности нитей.
Установлено,
что при высокоскоростном формовании
ориентация сегментов в аморфных областях
нитей намного выше, чем при низкоскоростном
формовании, но ниже, чем в волокнах,
подвергнутых дополнительному вытягиванию.
Общая величина двойного лучепреломления
(n
) сформованных нитей описывается на основе аддитивности
описывается на основе аддитивности двойного
лучепреломления аморфных и кристаллических
областей
двойного
лучепреломления аморфных и кристаллических
областей

где Х – степень кристалличности
fc и fa – факторы ориентации кристаллических и аморфных областей
с и а – удельное двойное лучепреломление предельно-ориентированных
аморфных и кристаллических областей.
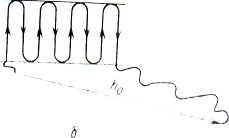
Молекулярная деформация и ориентация при высокоскоростном формовании способствует образованию в нитях кристаллитов из выпрямленных цепей, в результате чего превалирует межцепная кристаллизация (а), а внутрицепная (б) выражена менее отчетливо (рис.1.3).
h0
б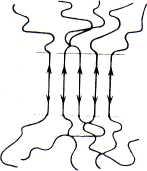
а
Рисунок 1.3- Схематическое представление двух типов кристаллизации
полимера
а - межмолекулярная кристаллизация выпрямленных цепей; б- внутримолекулярная кристаллизация со складыванием цепей ( стрелки показывают направление сегментов цепи).
Физико-механические свойства полиэфирных нитей высокоскоростного формования характеризуются меньшей прочностью, более низким модулем деформации, большим удлинением и меньшей усадкой по сравнению с полученными по обычной технологии (таблица 1.1).
Таблица 1.1 - Свойства полиэфирных нитей
|
Показатели |
Способы формования | |
|
Высокоскоростное, Vф. 6000 м/мин. |
Обычный процесс, Vф 1200 м/мин | |
|
Прочность сН/текс Удлинение, % Усадка, % - в кипящей воде - при 1600С Модуль деформации, Н/текс Плотность, кг/м3 n 10-3 |
38-45 45-55
3-4 4-5 750-800 1380 105-115 |
50 35
8 15 1200 1375 150 |
Снижение упруго-прочностных свойств нитей высокоскоростного формования обусловлено более низкой ориентацией полимера в аморфных областях. В то же время полиэфирные нити, полученные при высокоскоростном формовании, в отличие от обычных, обладают хорошей накрашиваемостью и мягким грифом.
Таким образом, при высокоскоростном формовании получается новый ассортимент полиэфирных нитей с более высокими потребительскими свойствами.
Промышленная реализация процессов требует гарантии стабильности работы технологического оборудования и такого уровня технологии, который бы обеспечил процесс высокоскоростного формования без обрыва элементарных нитей, так как при увеличении скорости формования возникает проблема обрывности формуемых нитей. В связи с этим предъявляются повышенные требования к качеству полимера, который должен обладать способностью к большим деформациям после выхода расплава из фильеры, и прядильной препарации. Кроме того необходимо создание условий, обеспечивающих улучшение фильтрации расплава и охлаждения нити.
Широкое развитие технологии высокоскоростного формования в настоящее время сдерживается отсутствием соответствующего технологического оборудования, хотя серийные высокоскоростные намоточные устройства фирмы BARMAG (до скорости формования 6000 м/мин) появились уже в 1978 г.