

3 группа / Процессы переработки пластмасс / Контрольные работы (1 семестр) - Шпаргалки - Шерышев - 2004 / ММ_проц_переработки 2-я контр
.docВалки вращ. С одинак. Скор. Допущения:
1. Ж-ть несжимаема и смачивает пов-ть валков.
2. Проц. Изотермический
3. Пренебрегаем массовыми силами.
4. Ж-ть подчин з-ну вязкости Ньютона.
5. Валки не обладают фрикцией.
1. Опред. Пройзв. Вальцев в корд с т. Х
![]() -
произв. вынужд потока.
-
произв. вынужд потока.
![]() -
произв. обр. потока
-
произв. обр. потока
![]()
2. Определим производительность при корд Хк
![]() - обр. поток равен
0
- обр. поток равен
0
Учитывая неразрывность потока в межвалк.зазоре
![]() Приравниваем, и
выражаем dp/dx
Приравниваем, и
выражаем dp/dx
![]()
Заменим Х на
безразм. Независ. Корд.
![]() Для
Для
этого рассмотрим треуг. ОАВ
![]()
![]()
![]() ; Пусть -
; Пусть -
![]()
![]() ;
;
![]()
![]() - hк
– по аналогии
- hк
– по аналогии
Проинтегрировав получим:
![]()
Пост интегр с пред
из гранич усл при
![]() ,
Р=0
,
Р=0
Обычно
![]()
Распорное усилие и треб мощн находим для Рмах.
![]() ;
F-
распорное усилие
;
F-
распорное усилие
![]() и
и
![]() находят
из графиков
находят
из графиков
![]() ;
Для опред мощности
;
Для опред мощности
необходимо опр
крут М на валке
![]()
![]() ;
;
![]()
![]()
Проинтегрируем:
![]()
Мощность, затрачиваемая на вращение валков
![]() ;
;
![]() -
угловая скорость;
-
угловая скорость;
![]()
![]()
Расчёт валковых машин для неньют ж-тей
Для ньют. ж-тей
![]()
Для неньют.ж-тей
![]() ;
;
![]()
![]() -
эффект. Вязкость
-
эффект. Вязкость
![]()
![]()
![]()
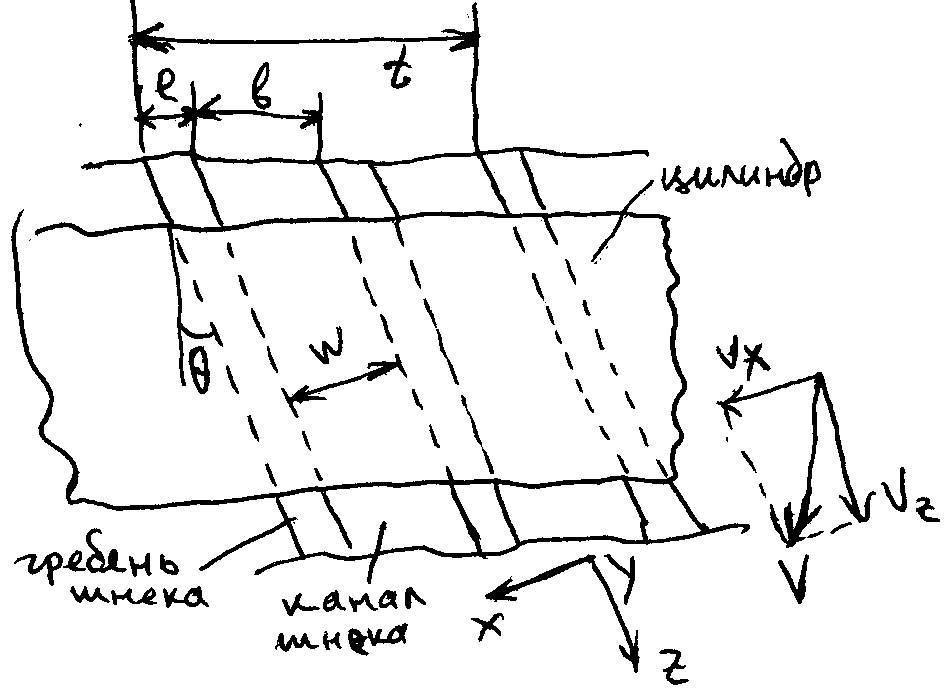
Одночерв. Экструд. Расчёт зоны питания
Допущение: в пробке отс. деформ.
![]()
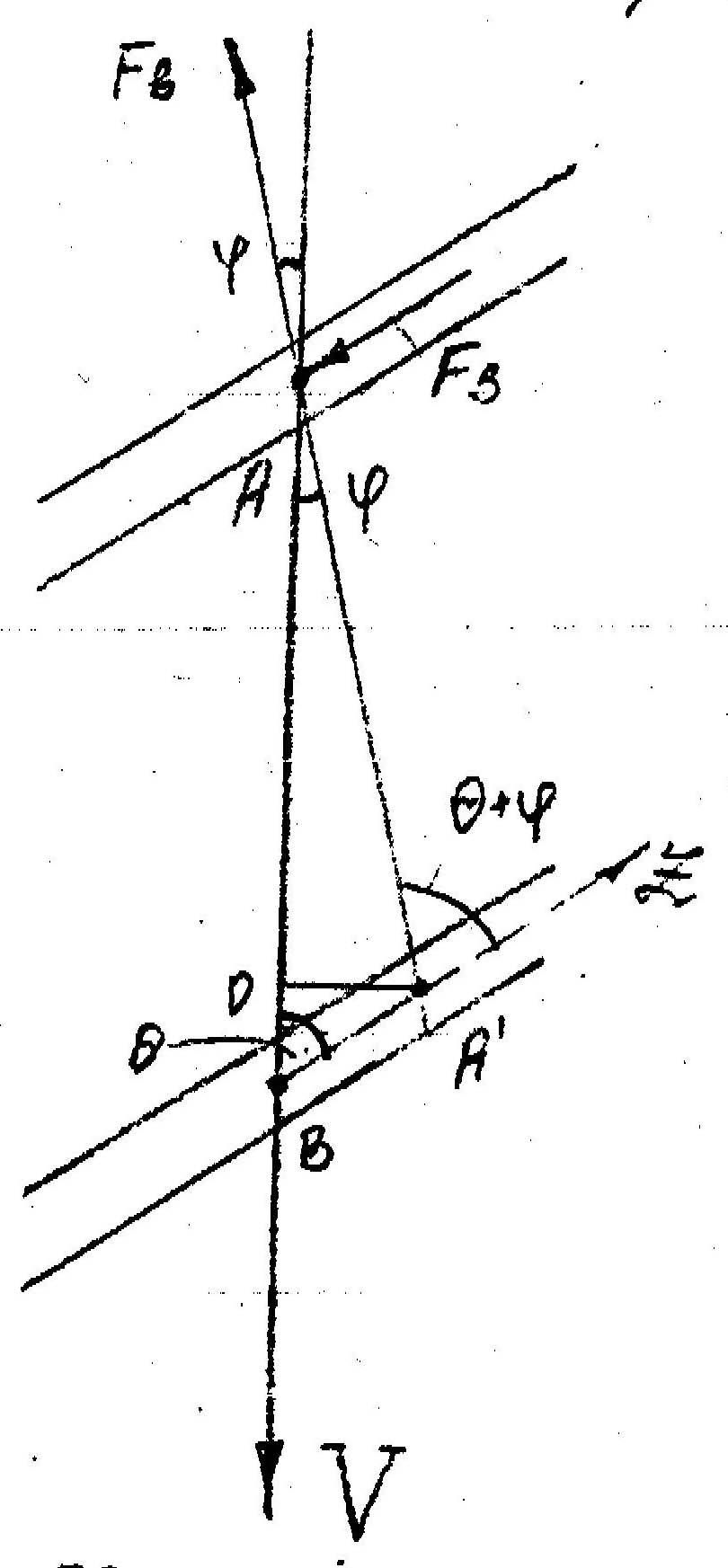 -
Угол наклона
-
Угол наклона
винт. линии
V- скор. Движ шнека
Относит. Цил-ра
Геом. Стор. Задачи
Рассм. 2 треуг-ка
АОА’ и ОВА’
Из ОВА’
![]()
или
![]()
![]()
из АОА’
![]() или
или
![]()
![]()
Физическая сторона задачи
Определение скорости
перемещ ч-цы
![]()
Скор. Переем. Ч-цы вдоль выступа шнека
![]() ;
;
![]()
V – опред. напрямую из числа об. Шнека
Fb – сила трения о цилиндр
FS – сила трения м-ла о шнэк
![]()
Введём обозначение:
![]()
Рассмотрим 3 крайних случая:
1
 .
Пусть
.
Пусть
![]() ,
тогда
,
тогда
![]()
При
![]() мат-л
перестаёт продвиг вперед
мат-л
перестаёт продвиг вперед
и вращается вместе со шнеком.
2.Пусть
![]() ,
тогда
,
тогда
![]()
![]()
![]()
разделим обе части
на
![]()
![]()
![]()
![]()
3. Пусть
![]()
![]()
----------------------------------------------------
Предп.,что пробка при движ. Оказ на все
Соприкос с ней стенки одинак давление
Тогда:
![]()
![]() -
площ сопр пробки с шнеком и цил.
-
площ сопр пробки с шнеком и цил.
![]() - коэф тр пробки о
шнэк и о цил.
- коэф тр пробки о
шнэк и о цил.
![]() ;
L-
длина зоны загрузки.
;
L-
длина зоны загрузки.
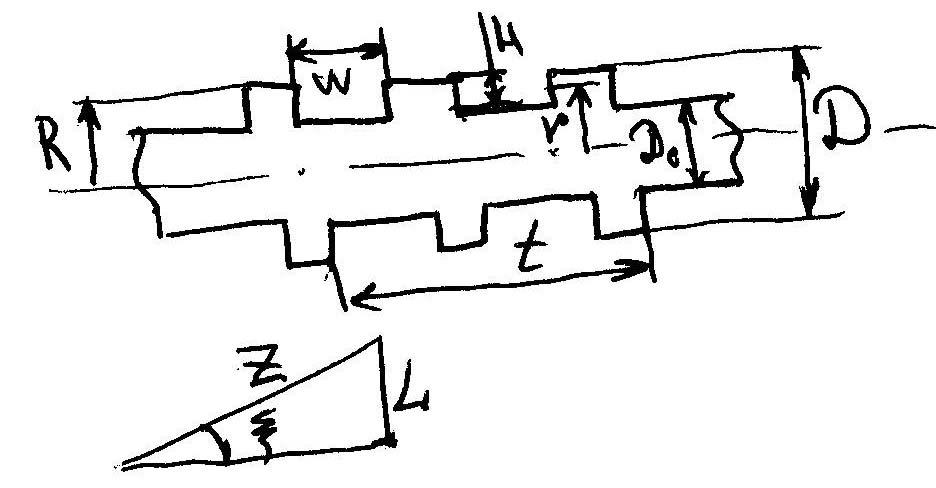
t – шаг при двухзаходном шнеке
Н – высота гребня.
![]()
![]()
![]()
Расчёт одношн машин по зоне дозиров
При расчёте одношн. Машин по зоне дозиров
Делают следующие предположения:
1. Винт канал, образ. Нарезкой шнека и внутр
стенк цил, рассм разверн в плоск (плоск задача)
2. Счит что шнек неподв а цил движется со
скор V в направл перпендик оси шнека.
3. Пренебрег. Массовыми силами.
4. Счит. что р-в полностью заполн каналы
шнека и прилипает к нему
5. Ж-ть несжим и имеет одну и ту же t по
всей длине зоны дозиров (изотермич проц).
6. Рассм канал прямоуг формы с пост размер
по длине, т.е. поперечное сеч канала не явл
ф-ией текущей координаты
7. Ширина винт канала w много > его глубины
H, w>>H
8. учит только
поперечн
![]() и
продольн
и
продольн
![]() комп
комп
скор движ р-ва. Предпол, что вертик сост-щая
скор
![]() не
оказ существ влияния на проц экстр.
не
оказ существ влияния на проц экстр.
![]()
Выведем Ур-е кол-ва движения, прим-но к рассм
задаче. Выделем элем объём р-ва наход в канале
шнека.
Сост. ур-ие равновес этой ч-цы.
![]()

![]() ;
;
![]()
З-н вязкости ньютона:
![]() ;
;
![]() ;
;
![]()
![]() (1)
(1)
По аналогии:
![]() (2)
(2)
Воспользуемся уравнением (1)
![]()
Дважды проинтегр
это Ур-ие, опр скор
![]()
![]()
![]()
Пост интегр-я найдём из гранич условий:
При у=0;
![]() (3)
(3)
При у=Н;
![]() (4)
(4)
Из Ур-я (3) следует, что С2=0
Из Ур-я (4) получ:
![]() ;
;
![]()
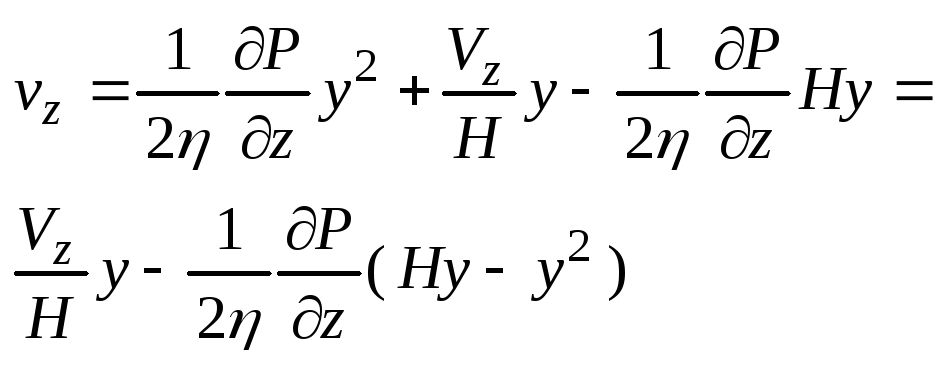
1- скорость вынужденного потока
2-скорость обратного потока
Определим составл скор-ти в направл оси Х
![]()
![]()
Пост интегр-я найдём из гранич условий:
При у=0;
![]() (3)
(3)
При у=Н;
![]() (4)
(4)
Из Ур-я (3) следует, что С2=0
Из Ур-я (4) получ:
![]() ;
;
![]()
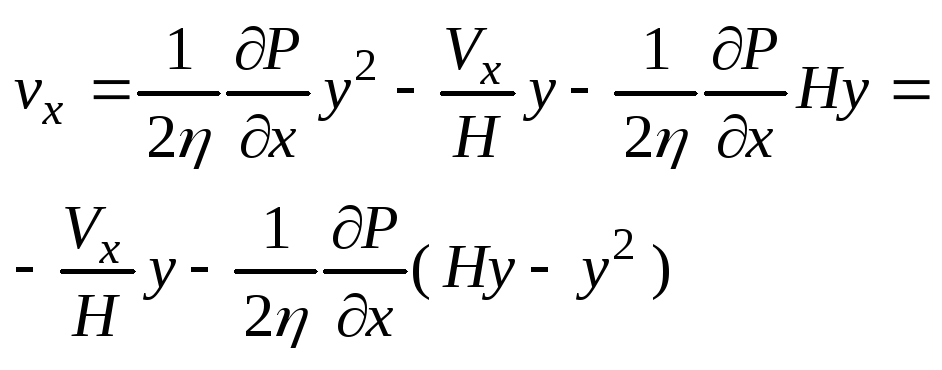
1-ый член Ур-я опис скор вынужд потока ж-ти,
обусл наличием комп-ты скорости Vx
2-ой член – это скор обр потока под действием
перепада давления
![]()
Появл комп скор
![]() объясн-ся
нал-ем поперечн
объясн-ся
нал-ем поперечн
цирк-ии ж-ти в винт канале шнека. Эта цирк-я
происх благод толк возд бок стенок винт кан.
Если пренебр
утечками м-ла через рад зазор
![]() ,
,
то произв-ть поперечн потока равна 0.
![]() ;
;
![]() ;
;
![]()
Опред из этого
![]()
![]()
![]()
![]()
Подставим
![]() в
уравнение для опр-я
в
уравнение для опр-я
![]()
![]()
![]()
Опред пр-ть потока вдоль оси Z, т.к. именно эта
Пр-ть и есть пр-ть экструдера по зоне дозиров
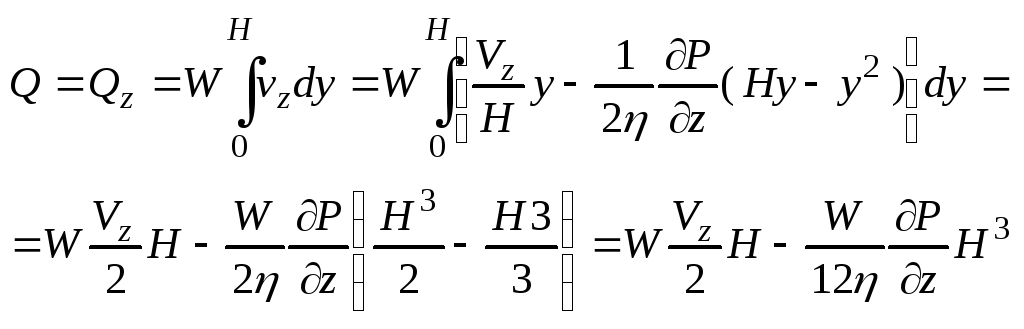
Перейдём от этого вида ур-ия к ур-ю, сод только
пар-ры, входящ-е в технич х-ку одношн экструдера
![]() ;
;
![]() ;
;
![]()
![]() -
сопротивл головки; L
– длина зоны дозиров.
-
сопротивл головки; L
– длина зоны дозиров.
Как видно из
расчётной схемы:
![]()
![]() ;
;
![]() ;
;
![]()
D
– диаметр шнека;
![]()
t – величина шага; i – число заходов
![]()
![]()
![]() ;
С учётом потока утечки это
;
С учётом потока утечки это
Ур-ие принимает
вид:
![]()
Опред соотн между общей Q и Q вынужд потока
![]() ;
;
![]() ;
;
![]() -
вынужд пот.
-
вынужд пот.
![]() -
Противоток.
-
Противоток.
![]()
При полностью закрытом проходе в формующей
Головке коэф![]() =1,
отн-е
=1,
отн-е![]() ,
т.к. Q=0
,
т.к. Q=0
Расч мощн привода одношнек. Экстр по зоне доз.
Рассмотр в движ вдоль оси канала шнека плоск
пластинку площ ds, на кот действ сила dF,
способств перемещ пластины со скор V. Тогда
мощность, затрач на перемещ. пластины:
![]() ;
Разложим вел-ны скор и силы по
;
Разложим вел-ны скор и силы по
осям X
и Z:
![]()
![]() ;
;
![]() ;
;
![]() ;
;
![]()
При принятой нами схеме движ-я наиб напряж
будут возник при у=Н. А при опр мощности,
затрачиваемой в проц экструдирования нас
интерес max напряж и усилия.
![]() ;
Подст Н вместо у
;
Подст Н вместо у
![]()
![]() ;
;
![]()
![]() ;
При у=Н
;
При у=Н
![]() ;
;
![]()
![]()
Сила действ в напр Х им знак «-», т.к. она напр
навстр оси Х, но при опред мощн необх на продв
мат-ла направление силы не имеет значения
Мы опр мощн затрач лишь на передвижение м-ла
вдоль канала шнека.
В рад зазоре
![]() происх
пост трение р-ва о нарезку
происх
пост трение р-ва о нарезку
шнека и материальный цилиндр.
Определим эти затраты мощности.
![]() ;
;
![]() ;
;
![]()
![]() ;
;
![]() ;
;
![]()
![]() ;
;
![]()
![]()
Однако пр выводе этих Ур-ний не учит мощн
Затрачив в зоне питания и в зоне пластикации,
А также мощн теряемая в приводе экструз
машины. На практ уд энерг экструз большинства
П лежит в диапазоне 0,13(наим вязк)..0.234(наиб
вязк) кВт/кг.
Если пренебр теплом, кот подвод от внеш нагрев,
То кажд кВт мошн привода обеспеч производит
от 3,7(наим вязк) до 7,4(наиб вязк) кг/ч
Производит дозир зоны шнека с переем шагом
![]()
![]()
![]()
![]() -
шаг в начале зоны;
-
шаг в начале зоны;
![]() -
шаг в конце зоны
-
шаг в конце зоны
m – число шагов в зоне дозирования
![]()
![]()
![]()
![]()
Производит дозир зоны шнека с перем глуб винк канн
![]() ;
;
![]()
t – пост шаг; I – число заходов; е – ширина гребня
![]()
Hn – глубина нарезки перв витка зоны дозиров
Hk – глубина нарезки последнего витка
![]()
![]()
d1 - диаметр серд шнека в начале зоны дозирования
d2 – диаметр серд шнека в конце зоны дозирования
![]() ;
;
![]()
L – длина зоны дозирования.
Опред производит зоны дозир с учётом сопр головки
Рассм головку как некий канал, кот мы схематично
можем разбить на неск послед-ных каналов, кажд
из кот имеет дост-но прост геом форму. В этом
случае произ-ть истечения р-ва через этот канал
будет прямо пропорц перепаду давл-я, обеспеч перем
ж-ти черезэтот
канал и обратно проп
![]() ж-ти.
ж-ти.
![]() ;
;
![]() ;
;
![]()
к – коэф геометрии головки (геом. коэф)
![]() ;
;
![]()
![]() ;
;
![]()
![]()
Т.о., зная к, можно посч произ-ть любого экструд.
1 – х-ка головки
2 – х-ка экструдера
Т1>Т2
Принцип расчёта экструзионных головок.
Допущения:
1. Геом коэф к явл вел-ной пост., т.е. исключ
временные или местные изм-ия t.
2. Течение р-ва стационарное и неламинарное.
3. Массовыми силами принебрегаем.
4. М-л прилипает к стенкам канала и ц-ра.
Исп ур-е равновес
м/у дав-ем выдавл и напр сдв
![]() .
.
Рассм. расч кан голов на прим. канала кругл. Сечен.
По границ выдел Эл-та действ касат напр., т.к. ж-ть
облад опред вязкостью.
Силы, заставл Эл-т
ж-ти продвиг вперёд:
![]()
Силы препятств.
собств движ эл-та:
![]()
![]() ;
;
![]() ;
;
![]()
Из з-на вязкости Ньютона следует:
![]() ;
;
![]()
![]() ;
;
![]()