

Расчет длительности производственного цикла
Длительность производственного процесса, то есть календарный период времени, в течение которого выполняется производственный процесс, называется производственным циклом. Основу производственного цикла составляет технологический цикл, который в свою очередь состоит из операционных циклов. Определение длительности производственного цикла партии деталей можно проиллюстрировать применительно к механической обработке партии деталей. Этот расчет является типовым и применяется с учетом специфики технологий во всех цехах промышленных предприятий.
Операционный цикл — это продолжительность обработки партии деталей на одной (данной) операции процесса:
![]()
n — размер партии одинаковых деталей, в штуках;
tj — длительность j-й технологической операции детали.
Сочетание во времени выполнения операционных циклов существенно влияет на производственный цикл и определяет порядок передачи деталей (партий) в процессе. Возможны 3 вида сочетания операционных циклов (видов движения предметов труда по операциям процесса): последовательный, параллельный и параллельно–последовательный.
При последовательном виде движения (рис. 1) вся обрабатываемая партия деталей полностью передается на последующую операцию после полного окончания всех работ на предыдущей. При этом длительность технологического процесса определяется суммой операционных циклов:
![]()
где Тп — длительность цикла обработки партии деталей при последовательном способе календарной организации процесса.
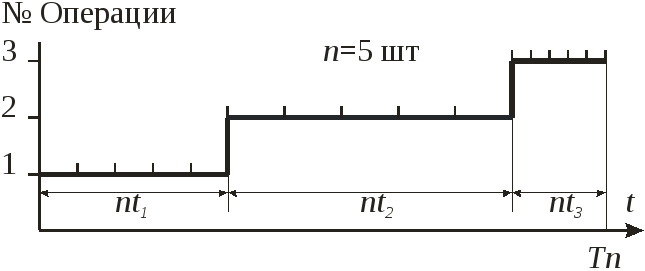
Рис. 1 График технологического цикла при последовательном виде движения партии деталей в производстве
При параллельном виде движения (рис. 2) детали запускаются на последующую операцию сразу после обработки их на предыдущей операции, независимо от всей партии. Полностью загружена в этом случае наиболее трудоемкая операция с самым длительным операционным циклом (tгл), менее трудоемкие имеют перерывы.
![]() ;
;
Тпр — длительность цикла обработки партии деталей при параллельном способе календарной организации процесса;
tгл = max tj — наибольшая длительность технологической операции детали.
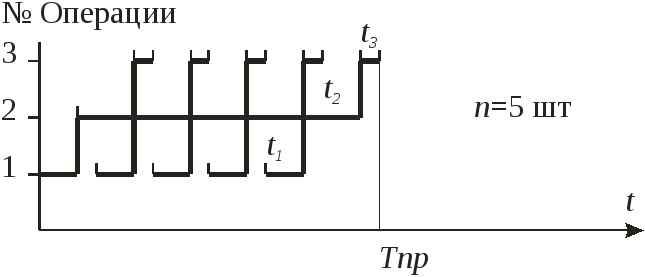
Рис. 2 График технологического цикла при параллельном виде движения партии деталей в производстве, tгл=t2
При параллельно-последовательном виде движения (рис. 3) следующая операция начинается до полного окончания работы на предыдущей операции и осуществляется без перерывов в изготовлении партии деталей. При этом имеет место частичное совмещение времени выполнения смежных операционных циклов. Передача изготовляемых деталей с предыдущей на последующую операцию производится не целыми партиями, а поштучно.
Длительность технологического цикла будет соответственно меньше, чем при последовательном виде движения на величину совмещения операционных циклов.
![]()
Тпп — длительность цикла обработки партии деталей при параллельно-последовательном способе календарной организации процесса;
tmj — длительность меньшей из каждой пары смежных технологических операций детали.
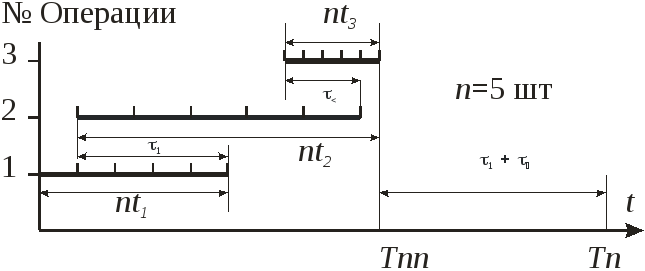
Рис. 3 График технологического цикла при параллельно-последовательном виде движения партии деталей в производстве: τ1, τ2, – время перекрытия смежных операционных циклов
По вышеприведенным формулам (например, для n=8, j=4, t1=3, t2=1, t3=4, t4=2, когда ∑ tmj = 1+1+2 = 4 и ∑ tj = 3+1+4+2 = 10) длительности циклов изготовления рассматриваемой партии деталей примут следующие значения:
Тп = 8∙10 = 80, Тпр = 7∙4 + 10 = 38, Тпп = 80 - 7∙4 = 52