

3. Подбор материалов
Конструкционный материал выбираем исходя из соображений коррозионной стойкости материала. Скорость коррозии не должна превышать 0,1 мм. в год.
Мы имеем дело с органическими жидкостями и их парами. В этом случае используются хромированные стали.
Выбираем сталь Х18Н10Т
Состав стали:
С – не более 0,12%; Si – не более 0,8%; Мn – 1-2 %;
Cr – 17-19%; Ni – 9-11%; Ti – 0,6%
Примеси: S – не более 0,02 %; P – не более 0,035%
Коэффициент теплопроводности для этой стали равен 16,4 Вт/м к
Прокладочный материал фторопласт – 4.
4 Материальный баланс процесса
4.1. Нахождение оптимального флегмового числа графическим способом .
Расчёт заключается в нахождении такого флегмового числа ,которому соответствует минимальное значение N(R+ 1), пропорциональное объёму ректификационной колонны .
Равновесные данные:
|
концентрация ацетона , мол.% |
Температура,°С | |
|
х |
у | |
|
0 |
0 |
64,5 |
|
5 |
10,2 |
63,6 |
|
10 |
18,6 |
62,5 |
|
20 |
32,2 |
60,2 |
|
30 |
42,8 |
58,7 |
|
40 |
51,3 |
57,6 |
|
50 |
58,6 |
56,7 |
|
60 |
65,6 |
56 |
|
70 |
72,5 |
55,3 |
|
80 |
80 |
55,05 |
|
100 |
100 |
56,1 |
Пересчитаем массовые доли содержания спирта в исходной смеси, ректификате и кубовом остатке в мольные:
![]() ;
;
![]() кмоль / кмоль смеси
кмоль / кмоль смеси
Аналогично найдем: xP=0.662 ; xW=0,003 кмоль/кмоль смеси.
Rmin = ( xp- y*f)/( y*f - xf ) = (66,2-21,2)/(21,2-12,1)=4,78
Обычно коэффициент избытка флегмы , при котором достигается оптимальное флегмовое число, не превышает 1,3. Задавшись различными значениями коэффициентов избытка
флегмы β, определим соответствующие флегмовые числа. Графическим построением ступеней изменения концентраций между равновесной и рабочими линиями на диаграмме состав пара y- состав жидкости х , находимN.
|
β |
R |
N |
N(R+1) |
|
1,25 |
5,975 |
25 |
174,375 |
|
1,3 |
6,214 |
21 |
151,494 |
|
1,4 |
6,692 |
20 |
153,84 |
|
1,5 |
7,17 |
19 |
155,23 |
|
| |||
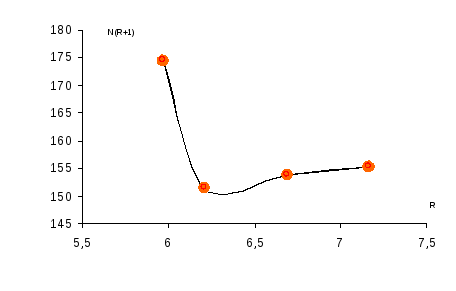
Расчёт на ЭВМ дал следующий результат R= 6.7129 , примем это флегмовое число за рабочее .
W= 7000/3600*(66,2-12,1)(66,2-0,3) =1,596 кг/с
P=F-W= 7000/3600 - 1.596 = 0.348 кг/с
4.2. Расчёт средних массовых расходов
Мольная масса дистиллата равна :
Mp=0,662*58,08+ 32.04*(1- 0,662)= 49,28 кг / кмоль
Средний мольный состав жидкости в верхней части колонны :
Xср.в =0,5*( Хр + Хf) = 0.39 кмоль / кмоль смеси
Средний мольный состав жидкости в нижней части колонны :
Xср.н =0,5*( Хw+ Хf) = 0.062 кмоль / кмоль смеси
Средняя мольная масса жидкости в верхней части колонны :
Mв = Ма*Xср.в + Мм*(1 -Xср.в) = 42,235кг / кмоль
Средняя мольная масса жидкости в нижней части колонны :
Mн = Ма*Xср.н + Мм*(1 -Xср.н) =33,655 кг / кмоль
Мольная масса исходной смеси :
MF= 0,121*58,08+(1-0,121)*32,04 = 35,19 кг / кмоль
Средняя массовая нагрузка по жидкости для верхней части колонны :
Lв =PRMВ/MP= 2.003 кг/с
Средняя массовая нагрузка по жидкости для нижней части колонны :
Lн =PRMн/MP= 1.596 кг/с
Средний мольный состав пара в верхней части колонны :
Yср.в =0,5*(Yр +Yf) = 0.458 кмоль / кмоль смеси
Средний мольный состав пара в нижней части колонны :
Yср.н =0,5*(Yw+Yf) = 0.113 кмоль / кмоль смеси
Средняя мольная масса пара в верхней части колонны :
M'в = Ма*Yср.в + Мм*(1 -Yср.в) = 43,953 кг / кмоль
Средняя мольная масса пара в нижней части колонны :
M'н = Ма*Yср.н + Мм*(1 -Yср.н) = 34,970 кг / кмоль
Средняя массовая нагрузка по пару для верхней части колонны :
Gв =P(R+ 1 )M'В/MP= 2.395 кг/с
Средняя массовая нагрузка по пару для нижней части колонны :
Gн =P(R+ 1 )M'н/MP= 1,906 кг/с