

Очистка от оксидов углерода
Конвертированный газ содержит 17-18 % CO2и 0,3-0,5%CO.Первая примесь-балласт для синтезааммиака, вторая - яд для катализатора.CO2 абсорбируют 19-21 % раствором моноэтаноламина (МЭА).
Карбонизация МЭА-процесс обратимый, при повышении температуры идет регенерация сорбента. Поэтому насыщенный раствор углекислоты сначала идет в теплообменник, а лишь затем в десорбер.
МЭА не поглощает CO, и выходящий газ от него не избавлен. НоCOпревращают в метан, безвредный для катализатора и инертный в синтезеаммиака.
Синтез аммиака
N
 2+3H2
2NH3+103.6
кДж
2+3H2
2NH3+103.6
кДж
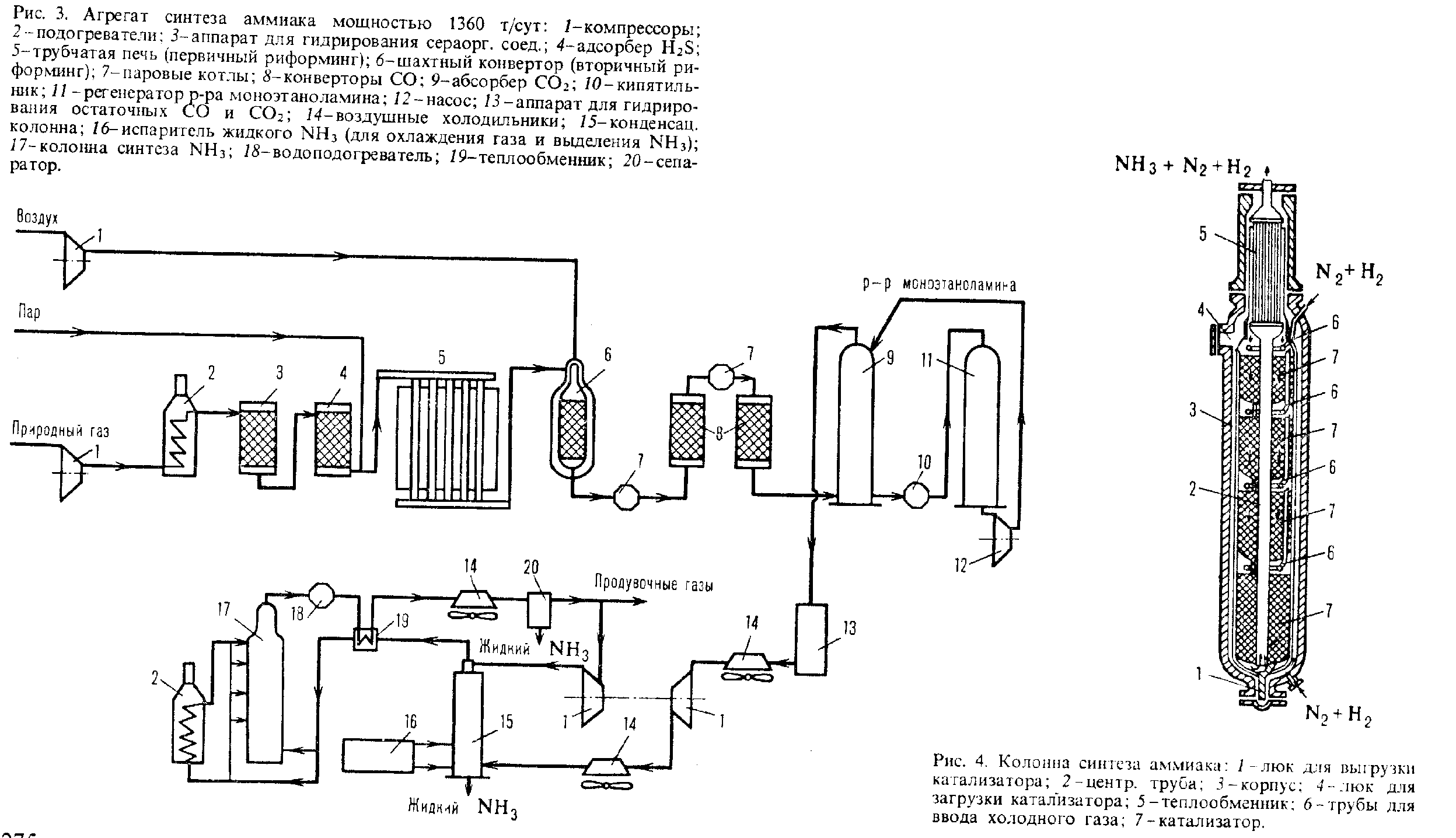
Реакция обратимая, идет с выделением тепла и уменьшением объема. По принципу Ле-Шателье, при понижении температуры и повышении давления равновесие сдвигается в сторону увеличения содержания аммиака. Реакция идет на катализаторе-пористом железе. Он активен и термически устойчив в области 650-830 К. При давлении выше 20 МПа степень превращения более 20%. Для полноты использования азотоводородной смеси применяют рецикл - после реактора отделяют продукт(аммиак), а непрореагировавшие азот и водород возвращают в реактор. Аммиак выделяют конденсацией в воздушном холодильнике, а затем - в конденсационной колонне при температуре минус 2-5 по Цельсию.
Энерготехнологическая система в производстве аммиака.
Сжатие природного газа и технологического воздуха до 4,5 МПа, сжатие азотоводородной смеси до 32 МПа, ее циркуляция осуществляются с помощью мощных турбокомпрессоров. Ключевым является компрессор синтез-газа с частотой вращения вала 11000 об/мин. Для привода этого компрессора используется паровая турбина. Ее энергоноситель-пар с давлением до 10 МПа и температурой 720-740 К.
В производстве аммиакаимеются высокопотенциальные потоки конвертированный газ и дымовые газы послеконверсии метана .Но их энергии недостаточно для образования пара с высокими параметрами. Дополнительный источник электроэнергии - котел с огневым обогревом, установленный после трубчатой печи.
Типичная схема цеха:
Цех аммофоса.
Аммофос - двойное азотно-фосфорное концентрированное минеральное удобрение. Состоит в основном из моноаммонийфосфата с примесью диаммонийфосфата. Содержит 45-52% фосфорного ангидрида и 10-12% азота. Применяется в качестве основного удобрения и для подкормок.
NH3(г) + H3PO4 = NH4H2PO4 + (NH4)2HPO4 +Q
(NH4)2HPO4 + H3PO4 = NH4HPO4
1 ступень- 1,25 моль
2 ступень- 0,8 моль
М.О. готового продукта =1,01-1,03
Цех аммофоса состоит из трёх важнейших отделений: 1) отделение нейтрализации, 2)операционное отделение, 3)погрузка.
Сначала реагенты поступают в отделение нейтрализации, где осуществляется принятие кислот (H3PO4, H2SO4) и аммиака. Далее производят подогрев смеси. Температура зажигания смеси равна 110˚С. Аммиак подается в инжектор , далее реагирует рассол. Аппаратурное оформление первого отделения состоит из трубчатого реактора и скоростного аммонизатора-испарителя. Параметры трубчатого реактора: Т=90-130˚С ; G пульпы=25 м3/час ;GNH3=10м3/час .Выделяющиеся на его поверхности газы улавливаются адсорберами , а разряжение в реакторе создаётся вентилятором. Скоростной аммонизатор-испаритель имеет параметры:Т=105-120˚C ; GNH3=11000м3/час ; GH3PO4=40м3/час ; Gстоков=20м3/час.
Второе отделение состоит из барабанной сушки-гранулятора, типа труба в трубе. Его параметры: Твх.=950-600˚C ; Твых.=95-110˚C ;Gпульпы=35м3/час. СГБ представляет из себя барабан, установленный под углом 4˚ , в который поступает мелкая фракция ,а газы подаются через форсунки. Создаётся завеса , газ проходит через пульпу и гранулирует её. Для пробивки форсунок используется пар высокого давления и высокой температуры.
В третьем отделении осуществляется погрузка готового продукта при помощи веерного конвейера и элеваторов.
ТЭЦ
ТЭЦ была построена в 1960-е гг. (официально – в 1968 г.)
ТЭЦ прошла 3 очереди расширения:
1 очередь – середина 60-х годов. Построено 3 паровых котлоагрегата. БГ-35 (Gпара=35т/час, P=40ата, tперегрева=440˚С). В конце 60-х гг. котлоагрегаты реконструированы, параметры изменились до потребных в технологии (Gпара=45т/час, P=10ата, tперегрева=250˚С), при этом с помощью 2 паровых турбин ПТ-6 (мощностью 6МВт каждая) вырабатывается электрическая энергия.
2 очередь – начало 70-х годов. Пущены 2 паровых котлоагрегата (котлы БКЗ-75-39ГМ) (Gпара=75т/час, P=40ата, tперегрева=440˚С, работают на газе или мазуте), турбина Р-12 (мощность 12МВт, но т.к. выработка электроэнергии не является самоцелью, то мощность снизили до 8,8МВт) и водогрейный котел ПГВМ-50 (мощность 50Гкал/час).
3 очередь – вторая половина 70-х годов. Пущены еще 2 паровых котлоагрегата БКЗ-75-39ГМА, турбина Р-12 (мощность снижена до 8,8МВт) и 1 водогрейный котел высокой производительности ПТВМ-100.
В основной массе оборудование работает без замен с момента пуска.
Очистка воды
Вода, поступающая с водозабора, содержит в себе механические взвеси, растворенные соли жесткости, растворенные газы.
На 1 этапе осветления воду насыщают коагулятором (FeSO4∙7H2O) – вызывает укрупнение и осаждение частиц. На 2 этапе мелкодисперсные частицы удаляются в фильтрах, содержащих кварцевый песок.
От солей жесткости воду очищают натрийкатионированием (на сульфоугле).
3 ступени: 1 - рабочая, 2 – барьерная, 3 – внутрикотловая обработка воды тринатрийфосфатом для осаждения солей жесткости (для удаления осадка 4 раза в сутки производится отдувка).
Деаэрирование (удаление растворенных газов) – последняя стадия очистки воды, после нее вода подается в котел.
Конденсат пара очищают только от примесей (гл.обр. солей железа), после чего направляют в котел.