

ТЕМА15. ПРОМЫШЛЕННЫЕ РОБОТЫ
Промышленный робот является сложной технической системой в состав которого входит манипулятор с системой приводов, схват и устройство управ- ления, обеспечивающее автоматическую работу манипулятора.
В машиностроении промышленные роботы применяются как основное технологическое оборудование в сварочном производстве и как вспомогатель- ное для выполнения загрузочных работ. Они могут работать как самостоятель- ная единица или в составе станочного модуля.
Требования, предъявляемые к ПР.
К П.Р, работающим в составе автоматических производств, предъявляются следующие основные требования:
1.работа в автоматическом режиме при основных и вспомогательных операциях
2.автоматическая перенастройка по управляющим командам
3.стыкуемость П. Р. по всем параметрам с оборудованием, в составе ко-
торого он будет работать
4.возможность осуществлять управляющие воздействия на основное технологическое оборудование
5.надежность П.Р. работающих в автоматических технологических сис-
темах (наработка на отказ > 400 часов).
Классификация П.Р.
В настоящее время существует большое количество промышленных робо- тов. Они имеют различное конструктивное исполнение, различные системы управления, различные технические характеристики, которые определяют их технические возможности и области применения. Поэтому все промышленные роботы классифицированы. Существуют следующие основные признаки клас- сификации:
-Грузоподъемность п.р. определяется наибольшей массой изделия, ко- торой он может манипулировать в пределах зоны обслуживания (5÷500 кг).
-Подвижность корпуса: п.р. делятся на подвижные и неподвижные, а подвижные делят на напольные и подвесные.
-Количество манипуляторов: одноманипуляторные и двухманипуля- торные п.р.
-Система координат: прямоугольная система (плоская - а и пространст- венная - б) и криволинейная (полярная - в, цилиндрическая – г и сфери- ческая - д). Наиболее проста прямоугольная система координат. Конст- рукция п.р. с этой системой является наиболее простой.

-Число степеней подвижности – п.р. определяется общим числом по- ступательных и вращательных движений, без учета движений схвата (зажим – разжим). Число степеней подвижности до 3 - малая, 4-5 – средняя, более 6 – высокая.
-Тип приводов: пневмоприводы (цилиндры, турбинки); гидроприводы; электропривод. Роботы с электроприводом обладают большой техноло- гической гибкостью, просты в обслуживании и надежны в работе.
-Точность позиционирования – этот парметр определяет точность выхо- да рабочего органа манипулятора в заданной точке и точность воспро- изведения заданной траектории. У транспортных роботов точность по- зиционирования 1 мм. У роботов с высокой точностью погрешности менее 0,1 мм.
-Степень универсальности. Специализированные п.р и универсальные. Специализированные п.р. предназначены для выполнения однотипных операций, в пределах которых обладают необходимой гибкостью. Уни- версальные п.р. способны осуществлять самые разнообразные операции при широкой номенклатуре изделий.
-Тип управления. Программное и адаптивное. Программное управление: цикловое, позиционное. контурное.
Кинематические структуры манипуляторов промышленных роботов.
Заданному числу степеней подвижности могут соответствовать различные варианты кинематической структуры манипулятора, зависящие от вида и по- следовательности расположения кинематических пар – вращательных и посту- пательных.
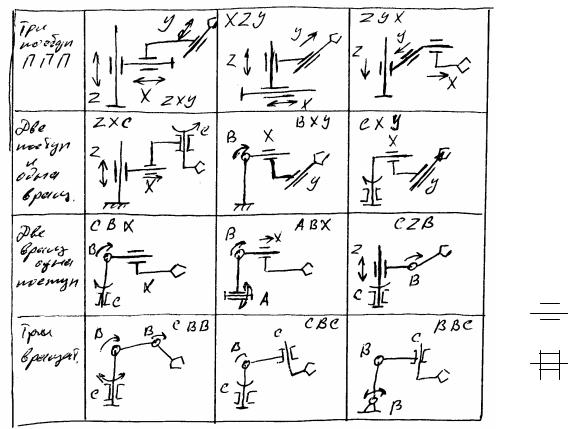
Для каждого сочетания пар возможно несколько структурных схем
X Y Z -
поступа-
тельное переме-
щение влоль со- ответст-
вующих осей.
A B C –
вращение
вокруг осей соот- ветствен-
П П
П В
При изменении соотношения длин звеньев руки манипулятора меняется конфигурация рабочего пространства. Из-за конструктивных ограничений в звеньях манипулятора в рабочем пространстве имеются мертвые зоны, т.е. не- доступные для кисти руки.
Ориентирующие движения манипулятора зависят от кинематической структуры кисти руки
Разработка или выбор структурной кинематической схемы позволяет раз- работать конструктивно-компоновочную схему промышленного робота. Выбор конструктивно-компоновочной схемы П.Р. зависит от его назначения, техниче- ской характеристики и в особенности конструкции обслуживаемого оборудова- ния.
Кинематический анализ механизмов манипуляторов П.Р.
Кинематический анализ включает в себя две задачи: прямую и обратную. Прямая задача – определение положения схвата по координатам всех промежу- точных звеньев.
Обратная задача – определение координат всех звеньев манипулятора по известным координатам схвата.
Существует два основных метода анализа пространственных механизмов при решении прямой задачи – геометрический и тензорно-матричный.
Особенностью тензорно-матричного способа является задание уравнений замкнутости в матричной форме. В этих уравнениях заключены все геометри- ческие характеристики относительного расположения звеньев механизма.
Применение матриц четвертого порядка в тензорно-матричном способе, дают возможность отобразить одной матрицей вращение и поступательное пе- ремещение одной системы координат относительно другой системы координат.
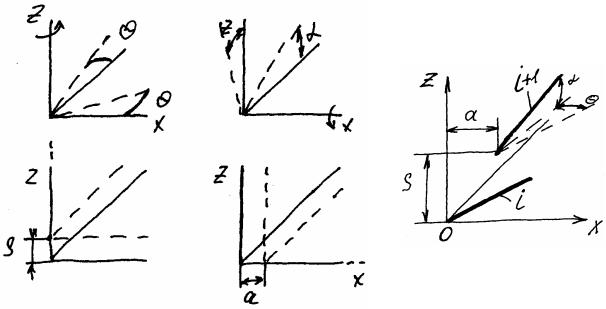
Предполагается, что движения звеньев манипулятора по степеням свободы могут быть одного из двух типов – поступательное и вращательное, каждое из них совершается в локальной системе координат, связанной с соответствую- щим звеном механизма.
Система координат «i» преобразуется в систему «i+1» с помощью двух вращений, двух переносов выполняемых в такой последовательности:
1)вращение вокруг оси zi на угол qi+1 до тех пор, пока ось xi не станет па- раллельной оси xi+1
2)перенос вдоль оси zi на величину Si+1 после которого начало координат оказывается в точке пересечения с осью zi общего перпендикуляра, про- веденного к осям zi и zi+1
3)перенос вдоль оси xi+1 на величину аi+1 обеспечивающего совмещение
начал систем координат
4)вращение вокруг оси xi+1 на угол ai+1 для совмещения осей z. Переменной величиной вращательной пары является угол q, а переменной
величиной поступательной пары является перемещение S.
Если представить некоторую звено в системе координат i+1 вектором Ri+1, то соотношения между координатными системами звеньев i и i+1 может быть
выражено
Ri = Ai+1 × Ri+1
где: |
|
|
- Cosα |
|
|
|
Sinα |
|
|
|
|
|
|
|
|
æCosQ |
i+1 |
i+1 |
× SinQ |
i+1 |
i+1 |
× SinQ |
i+1 |
a |
i+1 |
×CosQ |
i+1 |
ö |
|||
ç |
|
|
|
|
|
|
|
÷ |
|||||||
ç SinQi 1 |
Cosαi 1 ×CosQi 1 |
- Sinαi 1 ×CosQi 1 |
ai 1 |
× SinQi 1 |
÷ |
||||||||||
A = ç |
0 |
+ |
+ |
+ |
|
+ |
|
+ |
|
+ |
Si+1 |
+ |
÷ |
||
ç |
|
Sinαi+1 |
|
Cosαi+1 |
|
|
|
|
÷ |
||||||
ç |
0 |
|
|
0 |
|
|
|
|
0 |
|
|
|
1 |
|
÷ |
è |
|
|
|
|
|
|
|
|
|
|
ø |
||||
Если нулевому звену (основанию) поставить в соответствие систему коор- динат связанную с полом, то можно перейти от любого звена к системе коорди- нат звена «0» следующим образом:
R0 = A1 × A2 ×L × Ai × Ri или R0 = T × Ri
где:
T = A1 × A2 ×L × Ai i – матрица преобразования i-го звена, которая описывает его положение в системе координат пола.