

ТЕМА 12. АГРЕГАТНЫЕ СТАНКИ.
Назначение и компоновка.
Агрегатными называются станки, состоящие из нормализованных узлов (агрегатов).
Эти станки используются для многоинструментальной обработки загото- вок в условиях крупносерийного и массового производства.
На Агрегатных станках производится сверление, растачивание, нарезание резьбы и фрезерование плоскостей в корпусных деталях.
Преимущества применения агрегатных станков заключается в следующем:
1)значительное сокращение времени на проектирование и изготовление
станка
2)высокая производительность, обусловленная многоинструментальной обработкой и минимальным количеством вспомогательных движений.
3)удешевление обработки заготовок благодаря высокой производительно-
сти и простоте обслуживания станка
4)возможность использования части агрегатов при изменении объекта производства.
При установившейся номенклатуре деталей возможно создание агрегатных станков с переналадкой на обработку заготовок деталей нескольких типоразме- ров. Агрегатные станки могут работать как самостоятельная единица станочно- го парка или входить в состав А.Л.
В большинстве случаев на агрегатных станках производится обработка не- сколькими инструментами неподвижной заготовки. Это позволяет осуществ- лять рабочие перемещения агрегатов, несущих инструмент в одном направле- нии и обрабатывать заготовки, одновременно с нескольких сторон.
Компоновка агрегатных станков зависит от размеров и конфигурации из- готовленной детали, а также от возможности совмещения необходимых для об- работки операций.
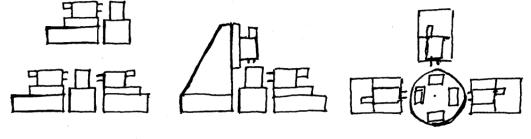
Существуют три основных типа компоновки:
-горизонтальная;
-вертикальная;
-комбинированная
и целый ряд дополнительных, таких как:
-горизонтальная односторонняя;
-горизонтальная двухсторонняя;
-горизонтальная трехсторонняя
-комбинированная вертикальная и горизонтальная двухсторонняя
и так далее Агрегатные станки классифицируют на следующие основные группы:
1)станки с неподвижно установленной обрабатываемой деталью с одно-
временной или последовательной работой силовых головок
2)станки с поступательным перемещением деталей и с последовательно-
параллельной работой силовых головок
3)станки с вертикальной осью вращения позиционного стола и с после- довательно-параллельной работой силовых головок
4)станки с горизонтальной осью вращения позиционного стола и с по- следовательно-параллельной работой силовых головок.
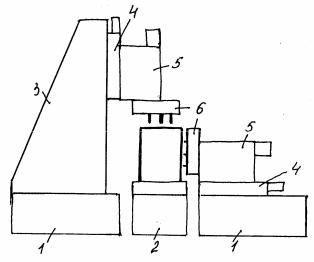
Основные узлы агрегатных станков (см. рис.).
Агрегатные станки в большин- стве случаев имеют следующие ос- новные узлы: корпусные детали (станина, колонная, подставка); си- ловые головки; силовые столы; по- воротные столы; шпиндельные ко- робки.
1 - станина
2 - подставка
3 - стойка
4 - силовой стол
5 - силовая головка
6 - инструментальные головки.
7 – поворотный стол
Силовые головки.
Силовые головки предназначены для сообщения режущим инструментам главного движения и движения подачи.
Различают самодействующие и несамодействующие силовые головки. Самодействующими силовыми головками называются агрегаты, сооб-
щающие инструменту вращательное (главное) и поступательное (подача) дви- жения.
Несамодействующие головки сообщают инструменту только вращательное движение, а привод поступательного перемещения головке сообщается сило- вым столом.
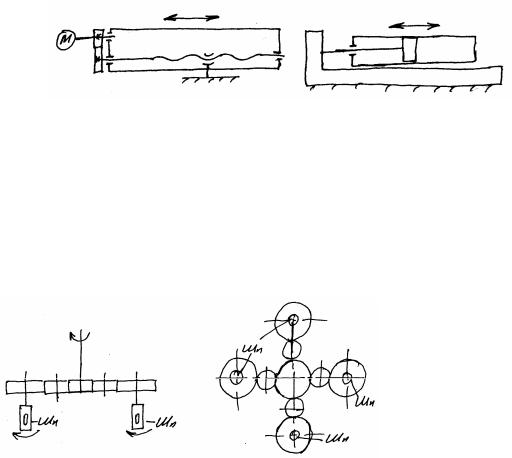
Подача инструмента в силовых головках может осуществляться:
1.Перемещением корпуса головки, несущего шпиндельную коробку
2.Перемещением пиноли с инструментом при неподвижном корпусе. Вращение рабочих шпинделей осуществляется от двигателя расположен-
ного на корпусе головки.
Для реализации движения подачи применяются кулачковые механизмы с плоским или цилиндрическим кулачком, винтовые передачи, а так же гидро и реже пневмоцилиндры.
Рассмотрим схемы некоторых головок.
Механическая плоскокулачковая От электродвигателя через сменные зубчатые колеса «а» и «б», при помо-
щи которых осуществляется настройка на заданную скорость резания, движе- ние передается на шпиндель головки. Через червячную передачу движение с первого вала передается на сменные шестерни «в» и «г», при помощи которых осуществляется настройка на заданную скорость подачи. Далее через промежу- точную шестерню на шестерню – кулачок «К». В паз кулачка входит толкатель
жестко соединенный с пинолью головки. При вращении кулачка пиноль получает возвратно-поступательное движение вдоль своей оси.
Эти головки предназначены для работ с небольшими осевыми усилиями. Преимущества: компактность, простота обслуживания. Недостатки небольшой ход инструментов, изменение длины хода инструмента осуществляется только сменой кулачка.
Механическая с винтовым приводом.
Главное движение передается от электродвигателя через сенные шестерни «а» и «б» на шпиндель. Движение подачи со шпинделя через сменные шестер- ни «в» и «г» передается на винтовое тяговое устройство. Эти головки приме- няются для сверлильных, резьбонарезных, расточных и фрезерных работ. Пре- имущества: высокая надежность, достижима любая длина хода инструмента, воспринимает большие осевые усилия. Недостатки: более сложная система управления, невысокая точность позиционирования.
Самодействующая гидравлическая.
|
Эти головки получили наибольшее распро- |
|
странение. Они обладают наименьшими размера- |
ми |
и обеспечивают высокую точность обработки, |
бесступенчатое регулирование.
Недостатки: невозможность нарезания резьбы без копирных устройств, наличие сложной гидравлической схемы.
Несамодействующая силовая головка.
Несамодействующие силовые головки предназначены толь для реализации главного движения они имеют простейшую конструкцию. Для реализации дви- жения подачи здесь требуются силовые столы.
Силовые столы.
Силовые столы предназначены для продольного перемещения несамодей- ствующих силовых головок. Применяют силовые столы с винтовым или гид- равлическим приводом.
Основной рабочий цикл силового стола: ускоренный подвод, рабочая по- дача, выдержка на жестком упоре (для гидравлических столов), быстрый отвод.
Шпиндельные коробки.
Шпиндельные коробки предназначены для сообщения вращательного движения режущим инструментам. Они представляют собой узлы, в которых размещены шпиндели, промежуточные валы и редукторные колеса, передаю- щие вращение к шпинделям от приводного вала силовой головки.
Конструкции шпиндельных коробок зависят от количества и взаимного расположения отверстий или
поверхностей обрабатываемых деталей.
При разработке кинематических схем шпиндельных коробок не рекомендуется использовать шпиндели в качестве валов, приводящих во вращение группу других шпинде- лей.