

6.1 Расчет размерной цепи методом максимума и минимума
Согласно сборочному чертежу редуктора при сборке необходимо обеспечить зазор между торцом подшипника и крышкой, устанавливаемых на вал в пределах S = 0,…1,2 мм.
По сборочному чертежу вала выявляем все звенья размерной цепи А (А1…А8), участвующие в решении поставленной задачи. Вычерчиваем отдельно размерную цепь (рисунок 1). В качестве метода достижения точности замыкающего звена принимаем метод полной взаимозаменяемости.
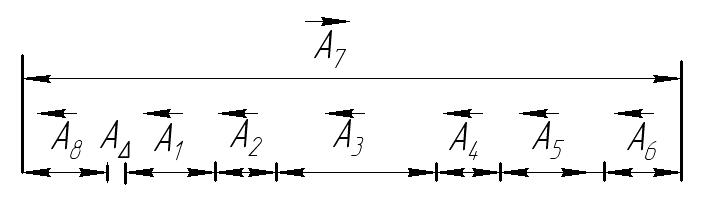
Рисунок 1 – Схема размерной цепи
Размерная цепь – совокупность размеров образующих замкнутый контур и участвующих в решении поставленной задачи.
При методе полной взаимозаменяемости точность замыкающего звена обеспечивается у всех изделий без исключения, без предварительного подбора или пригонки звеньев.
Этот метод еще носит название максимума и минимума, т.к. даже при самых неблагоприятных сочетаниях размеров составляющих звеньев точность замыкающего звена должна обеспечиваться. Сборка изделий заключается в простом соединении деталей.
Устанавливаем конструктивно номинальные размеры составляющих звеньев. Размеры звеньев А1 и А5 (ширина колец подшипников B = мм) выбираем по номеру подшипника согласно задаче 4 (№ ).
А1 = мм, А2 = мм, А3 = мм, А4 = мм,
А5 = мм, А6 = мм, А7 = мм, А8 = мм. .
Увеличивающие звенья : А7
Уменьшающие звенья : А1, А2, А3, А4, А5, А6, А8.
Устанавливаем параметры замыкающего звена:
номинальное
значение
![]() ;
;
предельные отклонения ЕS АΔ = + мкм; EI АΔ = 0 мкм.
допуск ТАΔ = ЕS АΔ – EI АΔ = + - 0 = мкм;
координата середины поля допуска:
![]()
![]() .
.
Проверяем правильность определения номинальных значений составляющих звеньев:
![]()
0 = - ( + + + + + + ) = 0 мм.
где
![]() - передаточное отношение i
-того звена размерной цепи (в линейный
размерных цепях для увеличивающих
звеньев
- передаточное отношение i
-того звена размерной цепи (в линейный
размерных цепях для увеличивающих
звеньев
![]() ,
для уменьшающих
,
для уменьшающих
![]() ).
).
Определяем среднее значение допусков составляющих звеньев:
![]() ;
;
где m – общее число звеньев цепи, m = .
![]() мкм.
мкм.
Назначаем стандартные допуски, используя ГОСТ 25347-82, для всех звеньев кроме звена А7:
ТА1 = мкм; ТА2 = мкм; ТА3 = мкм; ТА4 = мкм; ТА5 = мкм; ТА6 = мкм; ТА8 = мкм.
Проверка правильности корректировки допусков:
![]() ;
;
= +1 + + + + + ТА7 + ,
ТА7= мкм.
Определяем предельные отклонения составляющих звеньев.
Для охватывающих звеньев допуск задается в «+», как для основного отверстия (Н), а для охватываемых в «-», как для основного вала (h). Для размеров деталей типа ступеней симметричное расположение отклонений в «±» (для звеньев А7, А10 - ступень крышки):
Записываем номинальные значения с отклонениями для всех звеньев кроме звена А1
А1 = -0, мм; А2 = -0, мм; А3 = -0, мм; А4 = -0, мм;
А5 = -0, мм; А6 = ± 0,0 мм; А7 = -0, мм; А9 = -0, мм; А10 = ± 0, мм.
Координаты середины полей допусков составляющих звеньев:
ЕсА1 = - мкм; ЕсА2 = - мкм; ЕсА3 = - мкм;
ЕсА4 = - мкм; ЕсА5 = - мкм; ЕсА6 = 0 мкм; ЕсА8 = 0 мкм;
Координата середины
поля допуска звена
![]() :
:
![]() ;
;
+ =
![]() -
(- – – - - - 0 - 0),
-
(- – – - - - 0 - 0),
![]() =
+ мкм.
=
+ мкм.
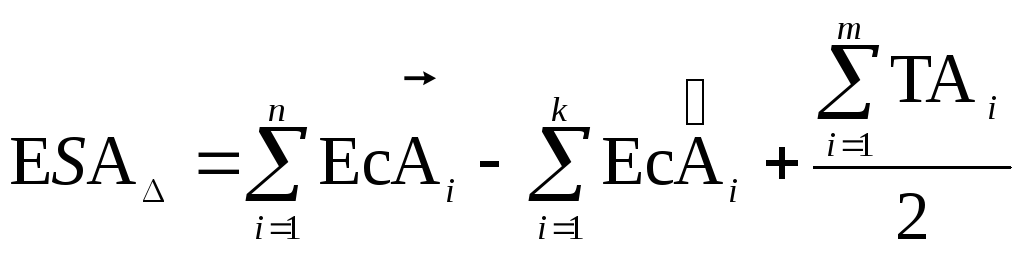
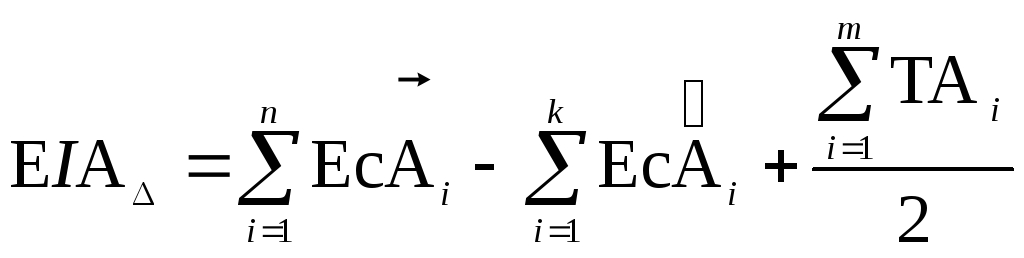
Предельные отклонения на А7:
![]() ;
;
![]() ;
;
Результаты расчета звена А7:
А7![]() мм.
мм.
Проверка правильности расчета:
 ,
,

 ;
;
Выполненные расчеты сделаны верно.