

техмаш / 4
.docЗаданную точность обработки можно достигнуть методом пробных ходов и замеров, а также методом автоматического получения размеров на настроенных станках.
Достоинства первого метода:
-
при неточном оборудовании можно получить высокую точность;
-
при обработке партии мелких заготовок исключает влияние износа инструмента;
-
при неточной заготовке позволяет правильно распределить припуск и предотвратить брак;
-
освобождает от необходимости изготовление сложных и дорогих приспособлений.
-
Недостатки первого метода:
-
зависимость достигаемой точности от минимальной толщины снимаемой стружки;
-
появление брака по вине рабочего;
-
низкая производительность;
-
высокая себестоимость
Второй метод свободен от недостатков, свойственных методу пробных ходов и замеров. Например, при фрезеровании стол фрезерного станка устанавливают так, чтобы были выдержаны размеры α и b.
Настройку ведут методом пробных ходов и замеров. После выполняют обработку всей партии деталей без замеров, исключая контрольные
Преимущества метода:
-
повышение точности и снижение брака;
-
рост производительности обработки;
-
рациональное использование рабочих высокой квалификации (здесь могут работать их ученики);
-
повышение экономичности производства.
База - это поверхность, сочетание поверхностей, линия или точка заготовки, детали или сборочной единицы, используемые для базирования.
Комплект баз - совокупность поверхностей заготовки, детали или сборочной единицы, использующаяся для их базирования.
Основная база - поверхность, линия или точка заготовки, используемые для определения ее положения в приспособлении или на столе металлорежущего станка.
Вспомогательная база - поверхность, линия или точка заготовки, используемые для определения положения других деталей или приспособления (станка).
Технологическая база - название основной базы заготовки при ее обработке на станке.
Измерительная база - название поверхности, линии или точки заготовки, используемых при измерении выполняемого размера.
Система координат основных баз - система координат детали или сборочной единицы, служащая для определения положения основных баз.
Система координат вспомогательных баз - система координат детали или сборочной единицы, служащая для определения положения вспомогательных баз.
Базирование - придание определенного положения системе координат основных баз заготовки в системе координат вспомогательных баз станка.
Схема базирования - схема расположения системы координат основных баз заготовки в системе координат вспомогательных баз станка.
Закрепление - приложение сил к заготовке для обеспечения неподвижности ее основных баз относительно вспомогательных баз приспособления при действии сил резания.
Установка - совокупность базирования и закрепления заготовки или сборочной единицы.
Погрешность базирования - смещения и повороты системы координат основных баз заготовки относительно системы координат вспомогательных баз станка, характеризующие отклонение фактически достигнутого положения при базировании от требуемого.
Погрешность закрепления - смещения и повороты системы координат основных баз заготовки относительно системы координат вспомогательных баз станка, происходящие в результате действия сил закрепления.
Погрешность установки - смещения и повороты системы координат основных баз заготовки относительно системы координат вспомогательных баз станка, характеризующие отклонение фактически достигнутого положения при установке от требуемого.
Способы базирования
Способ 1
Для придания заготовке полной определенности положения или полной ориентации в выбранной системе координат (для обеспечения полного базирования), необходимо придать системе координат технологических баз заготовки определенность положения в шести направлениях, (вдоль и вокруг трех координатных осей), что достигается либо с помощью специальных опорных устройств, либо выверкой.
Способ 2
Для достижения требуемой точности обработки на данной операции, необходимо при базировании придать заготовке определенность положения с соответствующей точностью лишь в направлениях выполняемых размеров и направлениях, определяющих расположение обрабатываемых поверхностей, в то время как в других направлениях строгой определенности положения заготовки может не быть (неполное базирование).
Математическое описание схем базирования

Свяжем с основными базами заготовки систему координат X1Y1Z1. X0Y0Z0 – система координат станка. В этой системе координаты основных баз заготовки определяются координатами радиус-вектора начала О1 и углами поворота системы X1Y1Z1 вокруг трех координатных осей станка.
Следовательно, в общем случае базирования положение заготовки определено вектором смещения r (a, b, c) ее основных баз и вектором поворотов σ ( a, b, g ).
В этом случае система координат X1Y1Z1, связанная с основными базами заготовки, повернута вокруг оси X0 на угол a. В данном случае r (0, b, c) , σ (a, 0, 0).





Установочные элементы и их применение при базировании
Установочные элементы приспособлений выбирают в зависимости от формы обрабатываемой детали, обрабатываемой поверхности, а также принятого способа базирования.
К установочным элементам относят точечные опоры различных типов, опорные пластины, призмы, втулки, цанги, оправки, пальцы, кулачки и т.д. Обозначения установочных элементов на схемах установок выполняются в соответствии с ГОСТ 3.1107 - 81 (см. ниже в таблицах)
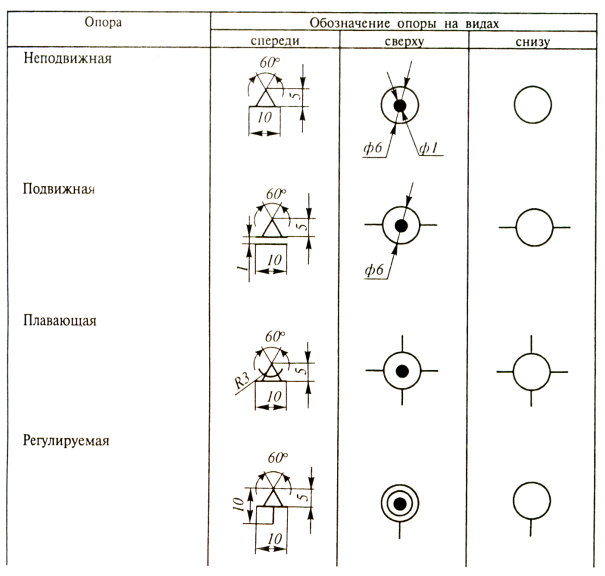
Для базирования заготовки по плоскости чаще всего используют точечные опоры, которые являются стандартными деталями приспособления. Точечные опоры могут быть неподвижными, подвижными, плавающими и регулируемыми (ГОСТ 13440 - 68, ГОСТ 13442 - 68). Размеры точечных опор и опорных пластин следует выбирать в соответствии с ГОСТ4743 – 68.
При базировании по цилиндрическим поверхностям заготовки устанавливают в призмы (ГОСТ 12195 - 66, ГОСТ 12197 - 66), цанги (ГОСТ 2876 - 80, ГОСТ 2877-80), самоцентрирующие кулачковые патроны (ГОСТ 34351 - 80), а также мембранные патроны (ГОСТ 16157 - 70).
При базировании по внутренним цилиндрическим поверхностям заготовки устанавливают на оправки различных типов: гладкие, цилиндрические (ГОСТ 16898 - 76), конические, кулачковые, разжимные, резьбовые и т.д., установочные пальцы (ГОСТ 16898 - 71, ГОСТ 16899 - 71, ГОСТ 12209 - 66, ГОСТ 12210 - 66), сухари и кулачки разжимных устройств и др. Размеры таких установочных элементов рассчитывают и подбирают по соответствующим рекомендациям.
Для базирования цилиндрических заготовок по центровым гнездам и фаскам центральных отверстий используют центры: упорные (ГОСТ 13214 - 79, ГОСТ 2575 - 79, ГОСТ 18259 - 72), вращающиеся (ГОСТ 8742 - 75), поводковые (ГОСТ 18257 - 72). Их конструкции и размеры выбирают в соответствии со справочными данными.
Так как базирование заготовок осуществляется по нескольким поверхностям (комплекту баз), часто в приспособлении используют несколько установочных элементов.
Принятые условные обозначения опор позволяют указать на операционных эскизах технологических процессов схему установки заготовки на каждой операции.




Вопрос о выборе технологических баз решается технологом в самом начале проектирования ТП одновременно с вопросом о способах и последовательности обработки отдельных поверхностей заготовок. При этом назначение баз начинается с выбора базовых поверхностей заготовки для выполнения первой операции.
Назначение баз для черновой обработки
Черновой технологической базой называется технологическая база, используемая на первой операции или при первом установе заготовки.
При выборе черновых баз необходимо учитывать следующие рекомендации:
-
если у детали обрабатываются не все поверхности, то на первой операции за черновую базу применяют поверхность, остающуюся чёрной. Это обеспечивает правильное взаимное расположение обработанных поверхностей относительно необрабатываемых;
-
если у детали обрабатываются все поверхности, то для первой установки следует принять поверхность с наименьшим припуском. Это позволяет исключить возможность появления необработанных участков на поверхности с малым припуском;
-
базирующие поверхности должны быть чистыми, ровными и достаточных размеров для обеспечения точности ориентировки и закрепления;
-
черновая база используется только один раз, на первой установке для обработки чистовой базы.
При назначении баз для точной обработки заготовок в качестве технологических баз следует принимать те поверхности, которые одновременно являются конструкторскими и измерительными базами детали, а также используются в качестве баз при сборке изделий.
Если технологическая база не совпадает с конструкторской или измерительной базой, технолог вынужден производить замену размеров, проставленных в рабочих чертежах от конструкторских и измерительных баз более удобными для обработки технологическими размерами, проставленными от технологических баз.
При выборе баз для чистовой обработки необходимо учитывать следующие рекомендации:
-
для возможности использования допусков, проставленных конструктором (без пересчётов размеров), нужно стремиться в качестве технологических баз выбирать основные базы;
-
всегда требуется соблюдать принцип единства баз;
-
при выполнении точных размеров желательно измерительную базовую поверхность использовать в качестве технологической, при этом погрешность установки детали будет наименьшей;
-
деталь должна подвергаться наименьшим деформациям под действием сил резания, зажима и собственного веса;
-
выбранные базы должны обеспечить простую и надёжную конструкцию приспособления: удобство установки, крепления и снятия детали.
Всякая смена технологических баз увеличивает погрешность взаимного расположения поверхностей, обработанных от различных технологических баз, дополнительно внося в неё погрешность взаимного расположения технологических баз, от которых проводилась обработка поверхностей.
Пусть требуется совместить оси симметрии четырёх малых отверстий с осью центрального отверстия в пределах погрешности Δ =±0,1.
Расточка центрального отверстия ведётся при использовании базы А, а сверление малых отверстий от базы В по кондуктору, а потому размер 60 (30) в партии деталей остается постоянным.
Из примера следует, что сохранение постоянной технологической базы при обработке заготовок на различных операциях снижает погрешности взаимного расположения обрабатываемых поверхностей. Однако на практике, если возникает необходимость усложнять приспособление при сохранении баз, приходится изменять технологические базы. В этом случае необходимо выполнять соответствующие перерасчёты отклонений для всех звеньев соответствующей размерной цепи.
Принцип постоянства баз заключается в том, что при разработке ТП необходимо стремиться к использованию одной и той же технологической базы, не допуская без особой необходимости смены технологических баз (не считая смены черновой базы).
Если технологическая база не совпадает с конструкторской или измерительной, технолог вынужден производить замену размеров, проставленных в рабочих чертежах от конструкторских и измерительных баз, более удобными для обработки технологическими размерами, от технологических баз.
Например, при обработке паза 10Н14 удобно за технологическую базу принять основание. Но для паза верхняя плоскость является конструкторской и измерительной базами и не связана с технологической (основанием) ни обрабатываемым на данной операции размером, ни условием взаимного расположения.
При работе на настроенном станке размер с сохраняется неизменным. Обрабатываемый размер α не может быть выдержан: его колебание определяется допуском размера b, выдерживаемого на предыдущей операции.
На операционном эскизе в этом случае следует задавать технологический размер с, точность которого не зависит от предыдущей операции. Размер a надо с эскиза снять. Такой пересчет можно выполнить на основе анализа размерной цепи.
На основе изложенного следует принцип совмещения (единства) баз: при назначении технологических баз для более простого обеспечения требуемой точности обработки заготовок в качестве технологических баз следует принимать поверхности, которые одновременно являются конструкторскими и измерительными базами детали, а также используются в качестве баз при сборке изделий.