

1. Электроды для сварки низкоуглеродистых и низколегированных сталей.
Эл должны обеспечивать: устойчивое горение дуги, равномерное плавление металла и стабильный перенос его в сварочную ванну; достаточную защиту расплавленного электродного металла и металла сварочной ванны от воздуха; получение металла шва требуемого химсостава и механических свойств; хорошее формирование шва, минимальные потери на разбрызгивание; возможно высокую производительность процесса сварки; хорошую отделимость и легкую удаляемость шлака с поверхности шва; достаточную стойкость покрытий против механических повреждений (осыпание, откалывание при относительно легких ударах в процессе нагрева электрода при сварке )и недопустимость резкого ухудшения свойств в процессе хранения; минимальную токсичность газов, выделяющихся при сварке, соблюдение санитарно-гигиеничных норм.
При ручной сварке используются электроды типа Э46А; Э50; Э50А (тип электрода Э,50 – временное сопротивление разрыву, металл, наплавленный этим электродом, имеет прочность 50кг/мм2(500МПа) и улучшенные пластические свойства (А)), чаще всего с основным типом покрытия. Они обладают хорошими сварочно-технологическими свойствами – устойчивым горением дуги, возможностью сварки в различных пространственных положениях, достаточно высокой производительностью. Наиболеераспространены электроды УОНИ 13/55 (с основным типом покрытия, для конструкций, работающих в тяжелых условиях, связанными с -t; АНО-10; АНО-11; АНО-12; АНО-23; АНО-25; АНО-30 (рутиловое покрытие); ОЗС-5; ОЗС-18; ОЗС-25; ОЗС-29. Они обеспечивают хорошую раскисленность металла шва при малом содержании в нем водорода. Это позволяет получить сочетание высоких прочностных свойств с относительной пластичностью.
2. Разновидности прижимных устройств, порядок их расчета.
Прижимные устройства предназначены для закрепления детали в процессе сборки-сварки, после их установки в приспособление. Различают: прижимы и зажимы. Прижимы отличаются от зажимов тем, сто их усилие направлено с одной стороны, а зажимы с 2 противоположных сторон и имеют 2 рабочие поверхности, расположенные друг против друга.
Классифицируют:
по конструкционному исполнению:клиновые прижимы, винтовые, эксцентриковые,
рычажные (Конструктивно рычажные
делятся на 3 схемы: без учёта сил трения.
Данная схема используется для увеличения
прижимного усилия, однако она громоздка,
неудобна в эксплуатации, так как требует
большого хода силового источника и
затрудняет установку детали под рычаг.
Используются 3 разновидности
шарнирно-рычажных механизмов: однорычажные,
двурычажные односторонние, двурычажные
двусторонние. Рассмотрим схему
двурычажного одностороннего механизма),
вакуумные(Закрепление детали
производится по избыточным атмосферным
давлением, возникающим за счёт разрежения
атмосферы в вакуумной полости, создаваемого
вакуумным насосом. Герметичность полости
обеспечивается вакуумной прокладкой,
а управление насосом осуществляется
распределительным краном. Усилие зажатия
определяется по формуле:![]() ,
где k=0,8…0,85, F – полезная площадь,
ограниченная резиновым уплотнителем,
k – коэффициент герметичности вакуумной
камеры, Р0 – остаточное давление в
вакуумной камере (0,01…0,05 МПа); гидравлические
(они включают в себя маслостанцию,
обратные предохранительные клапаны,
золотники для остановки и реверсирования
штока в любом положении. Большие удельные
усилия, компактность, плавность и
бесшумность работы; сложная и дорогая
аппаратура.); гидромеханические (состоят
из электродвигателя, редуктора,
предохранительной бухты, винта и гайки.
+: бесшумность работы, малое время на
зажим и закрепление деталей, низкая
стоимость, надёжность.); электромагнитные
(широко используются для сборки и сварки
тонколистовых полотнищ и материалов с
большой магнитной проницаемостью. +:
быстрота, универсальность, простота,
компактность, хороший доступ к заготовке);
магнитные прижимы (не требуют питания
током, вместе с постоянным магнитом
выдают усилие 15МПа)
,
где k=0,8…0,85, F – полезная площадь,
ограниченная резиновым уплотнителем,
k – коэффициент герметичности вакуумной
камеры, Р0 – остаточное давление в
вакуумной камере (0,01…0,05 МПа); гидравлические
(они включают в себя маслостанцию,
обратные предохранительные клапаны,
золотники для остановки и реверсирования
штока в любом положении. Большие удельные
усилия, компактность, плавность и
бесшумность работы; сложная и дорогая
аппаратура.); гидромеханические (состоят
из электродвигателя, редуктора,
предохранительной бухты, винта и гайки.
+: бесшумность работы, малое время на
зажим и закрепление деталей, низкая
стоимость, надёжность.); электромагнитные
(широко используются для сборки и сварки
тонколистовых полотнищ и материалов с
большой магнитной проницаемостью. +:
быстрота, универсальность, простота,
компактность, хороший доступ к заготовке);
магнитные прижимы (не требуют питания
током, вместе с постоянным магнитом
выдают усилие 15МПа)
По степени механизации: ручные, механизированные, автоматизированные.
Расчет прижимных устройств в сборочно-сварочных приспособления производится в 2 стадии: 1) определение необходимого усилия прижатия собираемых деталей; 2) расчитывание конструкции прижимных устройств и других элементов приспособлений на прочность и жесткость под действием этих сил. К усилиям прижатияотносят: силы, необходимые для удержания изделия в процессе сварки и остывания; силы, обеспечивающие плотное прижатие деталей без зазора; силы, необходимые для предварительного деформирования деталей с целью компенсации остаточных напряжений.
Расчет основываетсяна условии равновесия закрепляемых деталей под действием всех сил зажима, сил, возникающих при сварке.Исходными даннымидля расчета являются: схема базирования деталей и приспособлений; величина направления и место приложения возникающих при сварке сил; схема закрепления изделия.
Билет 15.
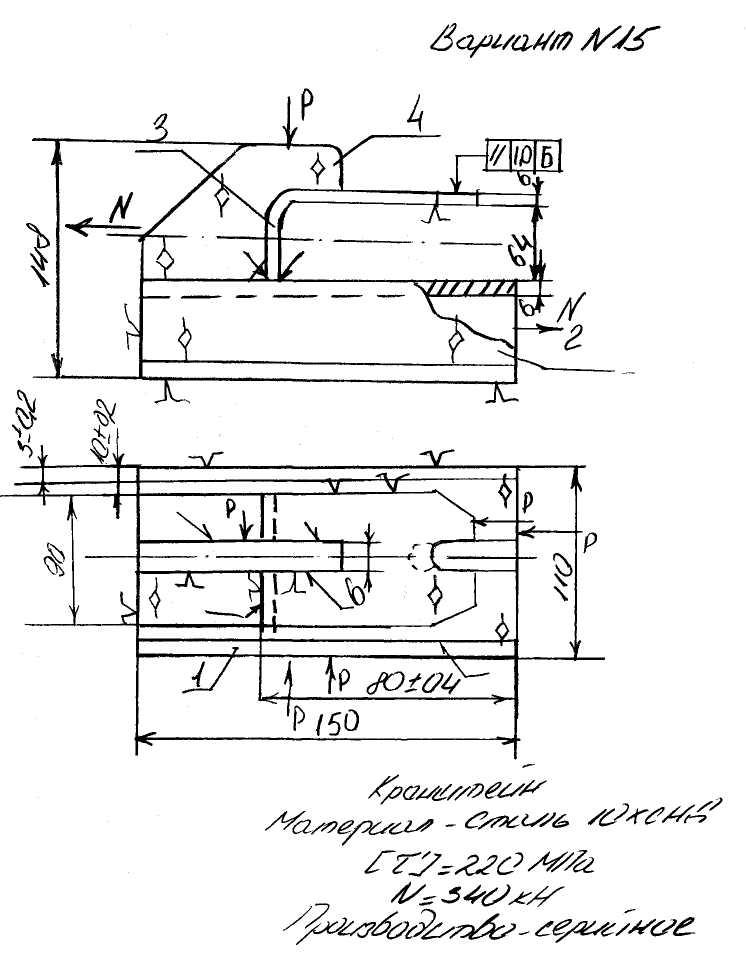
1.сталь 10ХСНД – низкоуглеродистая среднелегированная сталь. Обладает хорошей свариваемостью и повышенными механическими свойствами. Есть малая вероятность возникновения трещин в процессе сварки из-за ликвации металла шва, что можно преодолеть повышением погонной энергии дуги, способствующий перемешиванию ванны. Холодные трещины маловероятны. Соединения из этой стали к хрупкому разрушению несклонны. Сталь применяется для ответственных несущих конструкций. Основная особенность технологии сварки – необходимость выбора сварочного материала, сходного по химсоставу к основному шву.
2.Принимая в расчет сварных швов исходя из формы изделия, а так же малой протяженности сварного шва и несерийности производства можно сделать выводы, что оптимальным способом сварки является ручная дуговая сварка покрытым электродом марки ЦЛ-17 типа Э58Х7М2Н
3.условие прочностисварного соединения: :
N-отрывное усилие, Н (340∙103);β– коэффициент формы шва (0,7),K- катет шва принятый по меньшей толщине металла, м (6·10-³),
L=Lл+Lфл=2·65+2·90 =310∙10-3– суммарная длина сварных швов,м
![]()
![]() условия
прочности исполняется с запасом
условия
прочности исполняется с запасом
Обозначение соединения: ГОСТ 5264 –80 – Т3 - ∆6
4. сварочный ток: d– диаметр электрода, мм (5);j– допускаемая плотность тока,(10,5);
![]()
Напряжение на дуге: U= 20 + 0,04Icd =20+0,04∙200 = 28В
Для сварки стали 10ХСНД нужна падающая характеристика и обратная полярность, что может обеспечить выпрямитель ВД-301, с номинальным током 300А.
5.нижний короб базируется на опорной поверхности, которая дает 3 точки, 2 точки определяет упорная поверхность и 1 точку упорный палец. Верхняя сборка устанавливается на короб, который определяет 3 точки, 2 точки дает боковая поверхность, 1 точку упорный палец короба. Прижатие проводится эксцентрическим прижимом.
Приспособление: типа «кондуктор» с установочными размерами.
6.резка листовых форм на гильотинных ножницах, гибка профилей, сборка в приспособлении, сварка последовательная. Контроль визуальный.