

Резиновые армированные манжеты для валов (по гост 8752-79)
|
|
1 – корпус; 2 – каркас; 3 – пружина.
Манжеты изготавливаются в двух исполнениях: 1 – с механически обработанной кромкой; 2 – с формованной кромкой. | |||||||||||||||
|
Диаметр вала d |
D |
h |
h1, не более |
Диаметр вала d |
D |
h |
h1, не более |
Диаметр вала d |
D |
h |
h1, не более |
Диаметр вала d |
D |
h |
h1, не более | |
|
10 |
26 |
7 |
10 |
28 |
50 |
10 |
14 |
65 |
90 |
10 |
14 |
170 |
200 |
15 |
20 | |
|
11 |
30 |
52 |
70 |
95 |
180 |
220 | ||||||||||
|
12 |
32 |
71 |
190 |
230 | ||||||||||||
|
13 |
35 |
58 |
75 |
100 |
200 |
240 | ||||||||||
|
14 |
28 |
36 |
80 |
105 |
210 |
250 | ||||||||||
|
15 |
30 |
38 |
52 |
7 |
10 |
85 |
110 |
12 |
16 |
220 |
260 | |||||
|
32 |
58 |
10 |
14 |
90 |
120 |
230 |
270 | |||||||||
|
16 |
30 |
40 |
60 |
95 |
240 |
280 | ||||||||||
|
35 |
62 |
100 |
125 |
250 |
290 | |||||||||||
|
17 |
32 |
42 |
105 |
130 |
260 |
300 |
18 |
23 | ||||||||
|
18 |
35 |
45 |
65 |
110 |
135 |
270 |
320 | |||||||||
|
19 |
48 |
70 |
115 |
145 |
280 | |||||||||||
|
20 |
50 |
120 |
145 |
300 |
340 | |||||||||||
|
40 |
10 |
14 |
52 |
75 |
120 |
150 |
320 |
360 | ||||||||
|
21 |
55 |
80 |
125 |
155 |
340 |
380 | ||||||||||
|
22 |
56 |
80 |
130 |
160 |
15 |
20 |
360 |
400 | ||||||||
|
24 |
58 |
140 |
170 |
380 |
420 | |||||||||||
|
25 |
42 |
60 |
85 |
150 |
180 |
400 |
440 | |||||||||
|
26 |
45 |
63 |
90 |
160 |
190 |
450 |
500 |
22 |
28 | |||||||
|
Примечания: 1) Конструкция уплотнительных узлов с применением резиновых армированных манжет представлена в табл. 31. 2) Группу резины выбирают по ГОСТ 8752-79 в зависимости от условий работы. Марки резин, применяемых для изготовления манжет представлены в табл. 3.21. 3) Пример обозначения манжеты типа 1, исполнения 1, для вала диаметром d = 50 мм с наружным диаметром D = 70 мм из резины группы 3 (на основе нитрильного синтетического каучука): Манжета 1.1-5070-3 ГОСТ 8752-79 | ||||||||||||||||

Таблица 3.20
Уплотнительные узлы с применением манжет по гост 8752-79
|
|
d |
d-d1 |
Высота манжеты h |
h2 |
h3 |
|
До 10 |
1,5 | ||||
|
Св. 10 до 20 |
2 | ||||
|
Св. 20 до 30 |
2,5 | ||||
|
Св. 30 до 40 |
3 |
5 |
6,5 |
1 | |
|
Св. 40 до 50 |
3,5 |
7 |
8,5 | ||
|
Св. 50 до 70 |
4 |
10 |
12 |
1,5 | |
|
Св. 70 до 95 |
4,5 |
12 |
14,5 |
2 | |
|
Св. 95 до 130 |
5,5 |
15 |
18,5 |
2,5 | |
|
Св. 130 до 240 |
7 |
18 |
22 |
3 | |
|
Св. 240 |
11 |
22 |
25,5 |
3,5 | |
|
Примечания: 1) Шероховатость поверхности A по ГОСТ 2789 при скорости скольжения: до 5 м/сек – Ra от 0,63 до 0,32; свыше 5 м/сек – Ra от 0,32 до 0,16. 2) Твердость поверхности трения A на валу, не менее, при скорости скольжения: до 4 м/сек – HRC 30; свыше 4 м/сек – HRC 50. 3) При запыленности и загрязненности внешней среды перед манжетой необходимо устанавливать дополнительные защитные устройства: пыле-, грязесъемные манжеты, сальниковые набивки, лабиринтные уплотнения, отражатели и т.п. 4) Перезапрессовка манжет (выпрессовка из посадочного отверстия и повторная запрессовка этой же манжеты) не допускается. При сборке и испытаниях узла допускается пятикратная переборка без выпрессовки манжеты из отверстия. В процессе эксплуатации переборка уплотнительного узла без замены манжеты не допускается. | |||||
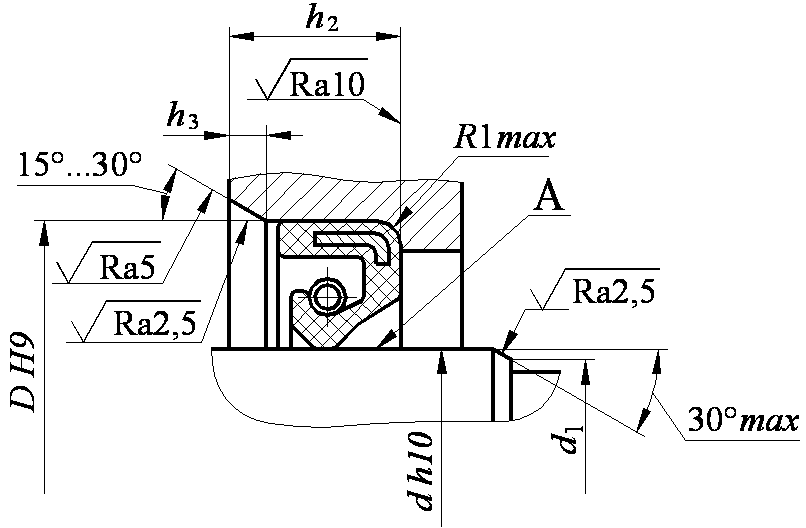
Таблица 3.21
Марки резин, применяемых при изготовлении манжет по ГОСТ 8752-79
|
Тип эластомера |
Группа резины |
Шифр резины |
Рабочая темпера-тура, ºС |
Условная прочность, МПа, не менее |
Относительное удлинение в момент разры-ва, %, не менее | |
|
Бутадиен-нитрильный каучук |
1 |
7-ИРП-1068-3с; 7-ИРП-1068-24; 51-1455 |
-45…+100 |
9,8 |
200 | |
|
2 |
7-4004-112; 7-4004-4М |
-30…+100 |
9,8 |
200 | ||
|
3 |
7-В-14-1; 51-1666-2 |
-60…+100 |
9,8 |
120 | ||
|
Фторкаучук |
4 |
ИРП-1314-1; ИРП-1314-1с |
-45…+150 |
19,6 |
90 | |
|
5 |
ИРП-1316; ИРП-1287; 51-1435 |
-20…+170 |
11,8 |
65 | ||
|
Силиконовый каучук |
6 |
ИРП-1401 |
-55…+150 |
6,4 |
220 | |
|
|
Диаграмма выбора группы резины:
I – резины 1–3 групп; II – резины 4 группы; III – резины 5, 6 групп.
Примечание: Для манжет типа 2 скорость должна быть увеличена на 30-50%, по сравнению со скоростью узла. | |||||
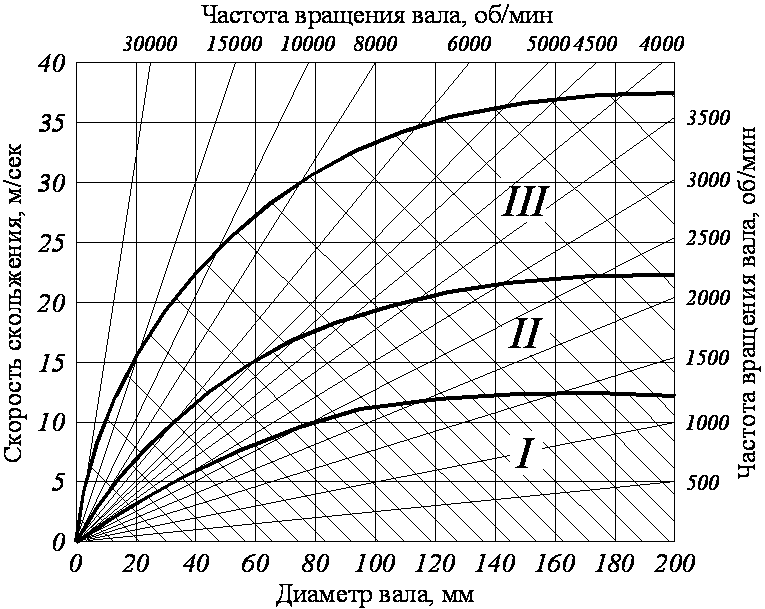
Таблица 3.22