

Станки / 1516 станок
.docx-
Общий вид токарно-карусельного станка 1516

Рисунок 1. Токарно-карусельный станок 1516
Основные элементы токарно-карусельного станка 1516.

|
2. Структурная схема станка |
3. Функциональные элементы.
|
Позиция (рис. 1) |
Название |
Функция |
|
1 |
Станина |
Является опорой для всех узлов станка. Обеспечивает жёсткость конструкции, гасит вибрации, возникающие при резании.
|
|
2 |
Горизонтальный суппорт |
Является источником поперечного перемещения револьверной головки |
|
3 |
Стол |
Рабочая зона, место установки планшайбы и заготовки. |
|
4 |
Револьверная головка |
Место установки инструмента, поворотом позволяет обеспечить быструю его смену |
|
5 |
Поперечина |
Является направляющей для горизонтального суппорта |
|
6 |
Коробка подач |
Позволяет перемещать горизонтальный суппорт с требуемой скоростью и точностью |
|
7 |
Резцедержатель |
Служит для закрепления режёщего инструмента, обеспечивает его жёсткость и неподвижность |
|
8 |
Подвеска пульта управления |
Служит для поддержания и в случае необходимости поворота пульта управления |
|
9 |
Планшайба |
Место для установки заготовки (с помощью Т – образных пазов), её вращение является главным движением резанья |
4. Основные параметры станка.
Класс точности по ГОСТ 8-77 – Н.
Наибольший диаметр устанавливаемого изделия , мм ………………1250
Наибольшая высота устанавливаемого изделия, мм ………………...1000
Диаметр планшайбы, мм ………………………………………………1400 Наибольшая масса обрабатываемой детали, кг ………………………8000
Габариты ( дxшxв ) станка, мм ……………………………3170x3030x4100
Масса станка, кг ……………………………………………………….20000
Наибольшие размеры сечения державки резца (ширина x высота)...25x40
Суппорт верхний
Наибольшее перемещение, мм
горизонтальное …………………………………………………………..950
вертикальное …………………………………………………………......700
Цена деления лимба, горизон. и верт. перемещения ………………….0,05
Наибольший угол поворота ползуна суппорта, град. …………………. ± 45 Суппорт горизонтальный (боковой)
Наибольшее перемещение, мм
горизонтальное …………………………………………………………..630
вертикальное ……………………………………………………………..1000
Цена деления лимба горизон. и верт. перемещения, мм ……………..0,05 Пределы частот вращения планшайбы, об/мин 1 - 250 Мощность электродвигателя главного движения, кВт 55
Поперечина
Наибольшее перемещение, мм ………………………………………….660 Скорость перемещения, мм/мин ………………………………………..400
Количество позиций револьверной головки 5 Количество резцов, одновременно устанавливаемых в резцедержатель..4 Пределы подач суппортов, мм/об 0,03 - 12,5 Количество подач суппортов ………………………………18 Паз Т-образный 28Н8 ГОСТ 1574-91, штук……………………………… 4
-
Схема формообразования:
Точение:
а – точение наружной
цилиндрической поверхности (методы
обработки: б - многопроходная, в -
однопроходная), г - подрезание торцевой
поверхности, д - обработка фасонных
поверхностей, е – обработка канавок, ж
– сверление отверстия, з, и – растачивание,
л – варианты отрезки детали

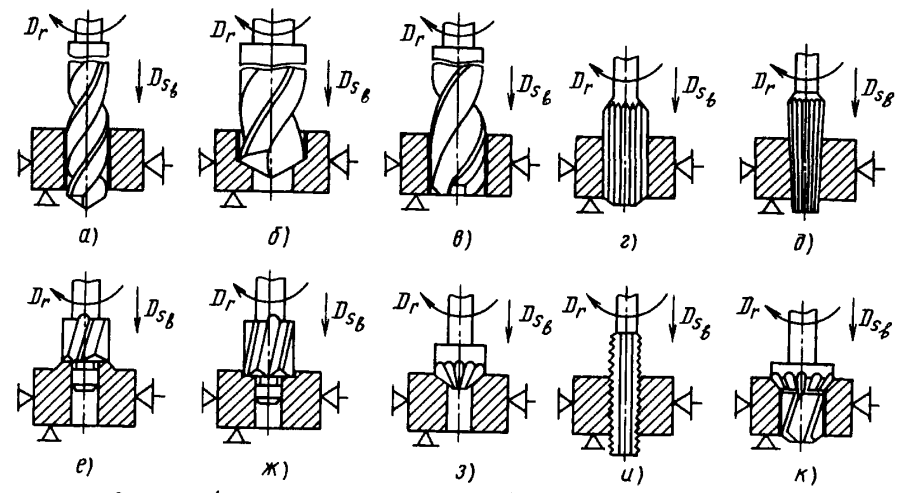
Сверление сквозного отверстия показано на, а. Режущим инструментом служит спиральное сверло. В зависимости от требуемой точности и величины партии обрабатываемых заготовок отверстия сверлят в кондукторе или по разметке. Рассверливание — процесс увеличения диаметра ранее просверленного отверстия сверлом большего диаметра ( б). Диаметр отверстия под рассверливание выбирают так, чтобы поперечная режущая кромка в работе не участвовала. В этом случае осевая сила уменьшается. Зенкерование — обработка предварительно полученных отверстий для придания им более правильной геометрической формы, повышения точности и снижения шероховатости многолезвийным режущим инструментом — зенкером (в). Развертывание — окончательная обработка цилиндрического или конического отверстия разверткой (обычно после зенкерования) / в целях получения высокой точности и малой шероховатости обработанной поверхности ( г, д). Цекование — обработка торцовой поверхности отверстия торцовым зенкером для достижения перпендикулярности плоской торцовой поверхности к его оси (ё). Зенкованием получают в имеющихся отверстиях цилиндрические или конические углубления под головки винтов, болтов, заклепок и других деталей. ж, з показано зенкование цилиндрического углубления цилиндрическим зенкером (зенковкой) и конического углубления коническим зенкером.